鈦管手工氬弧焊接工藝
2017-03-15 12:13:11王高飛
造船技術 2017年1期
何 磊, 王高飛, 蘭 玲
(1.海軍駐滬東中華造船(集團)有限公司 軍事代表室, 上海 200129; 2.上海船舶工藝研究所, 上海 200032)
鈦管手工氬弧焊接工藝
何 磊1, 王高飛2, 蘭 玲2
(1.海軍駐滬東中華造船(集團)有限公司 軍事代表室, 上海 200129; 2.上海船舶工藝研究所, 上海 200032)
針對船用鈦管,開展手工氬弧焊接技術研究。通過焊接保護氣罩的制作和手工焊接試驗,分析了鈦管的焊接性能。通過對焊縫進行無損檢測和力學性能檢測,焊縫內沒有明顯缺陷,抗拉強度達到母材的0.9倍,檢測結果符合要求。
鈦管;手工氬弧焊;焊接工藝
0 前言
焊接在整個造船周期中約占30%~50%的工作量,為提高造船質量和效率,對先進焊接技術有了更新的要求[1]。同時,隨著船舶建造要求的不斷提高,出于對造船全周期成本和質量的考慮,對新材料新工藝的需求也日益迫切。
鈦及鈦合金是一種新型高性能材料,具有較高的強度,密度為4.5 g/cm3左右,僅為鋼的60%,具備較高比強度[2],能夠在相同強度下顯著減輕產品重量,被廣泛應用于航空航天、石油化工等領域[3]。同時,鈦及鈦合金具有良好的耐腐蝕性[4],在海水、石油等易腐蝕介質中能夠長期工作,相比目前船舶中常用的不銹鋼、鎳銅等材料具有更好的耐蝕性能。目前鈦及鈦合金已經在部分船廠得到小規模應用,其不僅可以減重,提升船舶性能,且鈦合金系統擁有全壽命的工作周期,顯著降低建造及維護成本。
鈦及鈦合金在焊接過程中,隨著焊縫溫度的升高,易吸收空氣中的氫、氧、氮等元素。在400℃時焊縫能快速氧化變色,接頭性能下降較快[5]。由于鈦合金比熱較高,同時其導熱系數較低,易導致焊接完成后焊縫仍保持著較高的溫度,冷卻很慢,這就對焊接保護提出了很高的要求。
本文針對海水管路用鈦管焊接,開展手工氬弧焊接工藝研究,分析鈦合金管的焊接性能,設計適于手工TIG焊的保護氣罩,并對完成焊接的鈦管進行無損檢測和力學性能檢測,得到性能優良的焊接接頭。
1 試驗方法
1.1 試驗材料
試驗材料為鈦管,尺寸為108 mm×3 mm×250 mm,材料化學成分和力學性能如表1所示。焊絲采用純鈦焊絲,牌號為HTA2,直徑2.4 mm。焊接保護氣采用高純氬氣,純度≥99.99%。焊接設備為福尼斯交直流焊機,型號為fronius wave 3000。

表1 鈦管化學成分及力學性能
1.2 試驗準備
1.2.1 焊前清理
首先使用鋼絲刷清理焊縫兩側20~30 mm處的焊縫,直至顯露出銀白色金屬光澤,使用白綢布蘸取丙酮擦拭打磨位置,清洗附著在表面的油污及灰塵,保證焊縫及坡口處的清潔。用砂紙打磨焊絲表面去除焊絲表面氧化層,然后使用丙酮擦拭焊絲表面,去除表面的油污及雜質。
1.2.2 焊前準備
焊接位置為平位置,接頭形式為管-管對接,焊縫坡口為單邊30°坡口,焊縫間隙為0 mm,坡口形式如圖1所示。裝配時,采用三點法進行點焊。
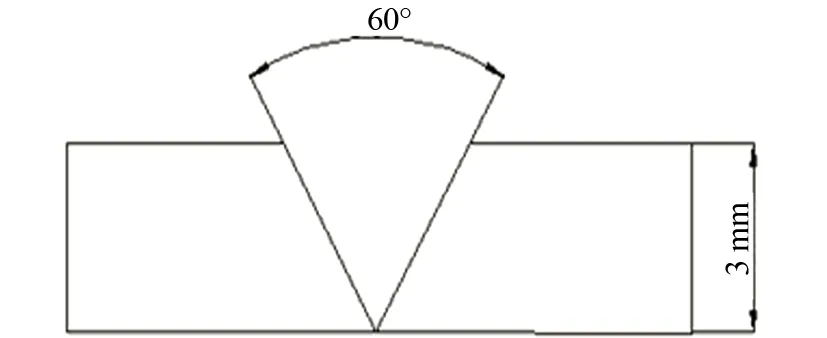
圖1 焊縫坡口形式
1.2.3 焊接保護
焊接過程中采用3種保護方式,分別為焊槍保護、保護拖罩保護、背氣保護。由3路保護氣分別供氣,背氣保護采用整體充氣的方式進行保護,管子兩端采用海綿封堵的方式焊接。
中國加入WTO后,真正意義上融入了國際社會,不僅經濟得到極大發展,思想又一次得到解放。當時一位年輕的中國經濟學博士寫道:“既然我們已經下定決心選擇了開放與競爭,就沒有理由對加入WTO后中國的經濟發展與社會進步滿懷憂慮,因為WTO對于我們的最終價值在于,它能夠對國人較長時間處于相對凝固和禁閉狀態的思想觀念產生根深蒂固的影響。”
制作鈦合金管焊接用的保護氣罩,實物如圖2所示。保護氣罩設計采用獨立式的氣罩設計,為減輕保護氣罩重量,材料選用不銹鋼。為達到良好的保護效果,縮減保護氣罩高度,并在氬氣入口下方,放置多層的細密銅網,分散保護氣,這樣能對焊縫起到良好的保護作用。

圖2 鈦管焊接保護氣罩
2 焊接試驗
焊接過程采用手工加絲的方式進行焊接,焊道布置順序如圖3所示。鈦管焊接時,分為5段焊縫進行焊接,示意圖如圖4所示。打底焊采用自熔的方式進行焊接,蓋面層采用手工加絲的方式進行焊接,焊接工藝參數如表2所示。
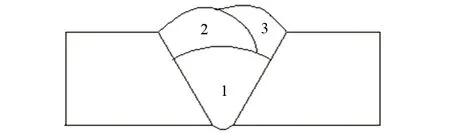
圖3 焊道布置順序
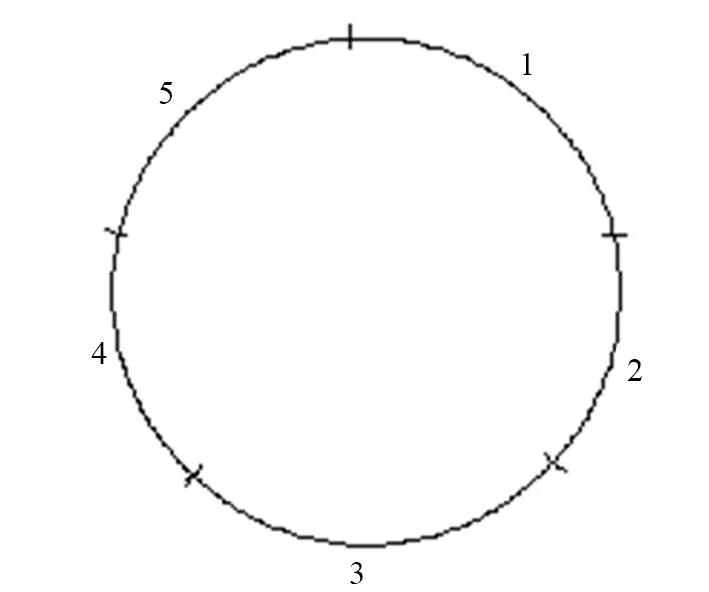
圖4 焊縫位置示意圖
焊接過程中須注意:
(1) 焊縫表面顏色,銀白色及淡黃色為合格,如出現金黃色或藍色則為不合格。
(2) 在進行后續焊道焊接時,焊縫需充分冷卻,層間溫度控制在80 ℃以下;焊接前,清理表面出現的氧化色,并使用丙酮擦拭焊縫表面。
(3) 焊槍擺動幅度較小,保持與焊縫垂直,蓋面層采用兩道焊道焊接,采用大的焊接參數進行焊接。
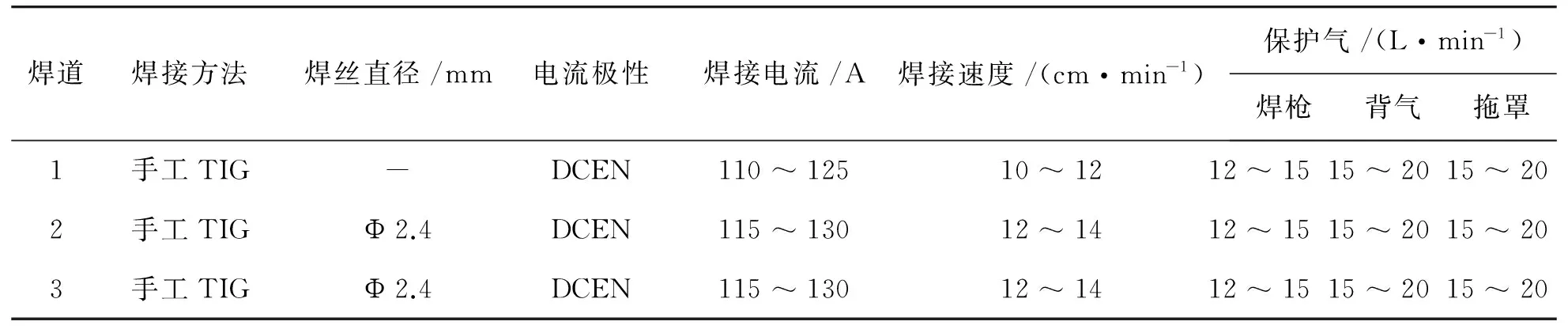
表2 鈦管手工氬弧焊工藝參數
3 試驗結果與分析
3.1 焊縫表面外觀
焊接后鈦管表面均為銀白色,表面未見氧化色,焊縫成形良好,如圖5所示。

圖5 鈦管照片
3.2 焊接管無損檢測
無損檢測按照標準NB/T 47013《承壓設備無損檢測》執行。檢測項目包括著色滲透探傷和射線探傷檢測。著色滲透探傷照片如圖6所示,焊縫表面沒有裂紋、氣孔等缺陷,經檢驗評定,著色探傷為Ⅰ級,焊縫表面沒有缺陷。X射線探傷為Ⅱ級,焊縫內部無裂紋、未熔合等缺陷,焊縫內有極個別氣孔存在,但能滿足標準要求。

圖6 鈦管焊縫著色滲透探傷
3.3 焊接鈦管力學性能檢測
鈦管力學試驗試樣取樣位置如圖7所示。在0°,180°兩個位置加工2個拉伸試樣;45°,135°,225°,315°加工4個拉伸試樣,2正彎,2背彎,如圖8所示。按照鈦合金焊接工藝評定標準,彎曲直徑選定為10倍的管壁厚,彎曲角度為90°。
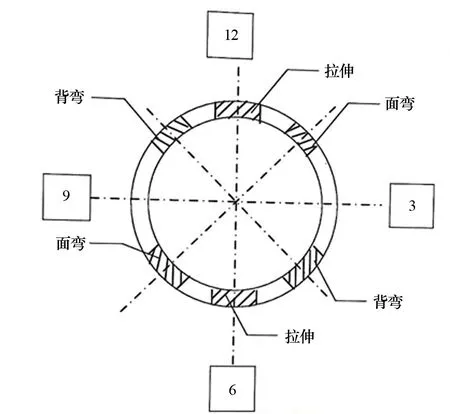
圖7 鈦管力學性能試樣取樣位置
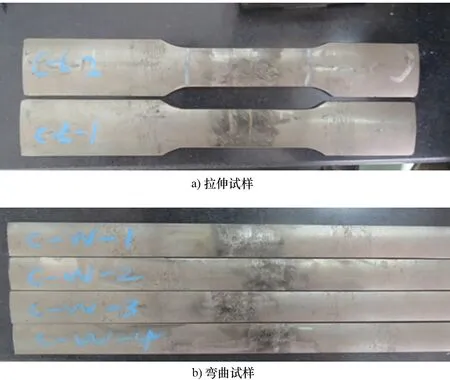
圖8 鈦管力學性能試驗試樣
鈦管力學試驗結果如圖9所示。結果顯示:兩拉伸試樣抗拉強度分別為415 MPa和423 MPa,達到母材拉伸強度0.9倍,斷裂位置均為焊縫位置;4個彎曲試樣受拉面均未發現裂紋。彎曲試驗結果符合要求。
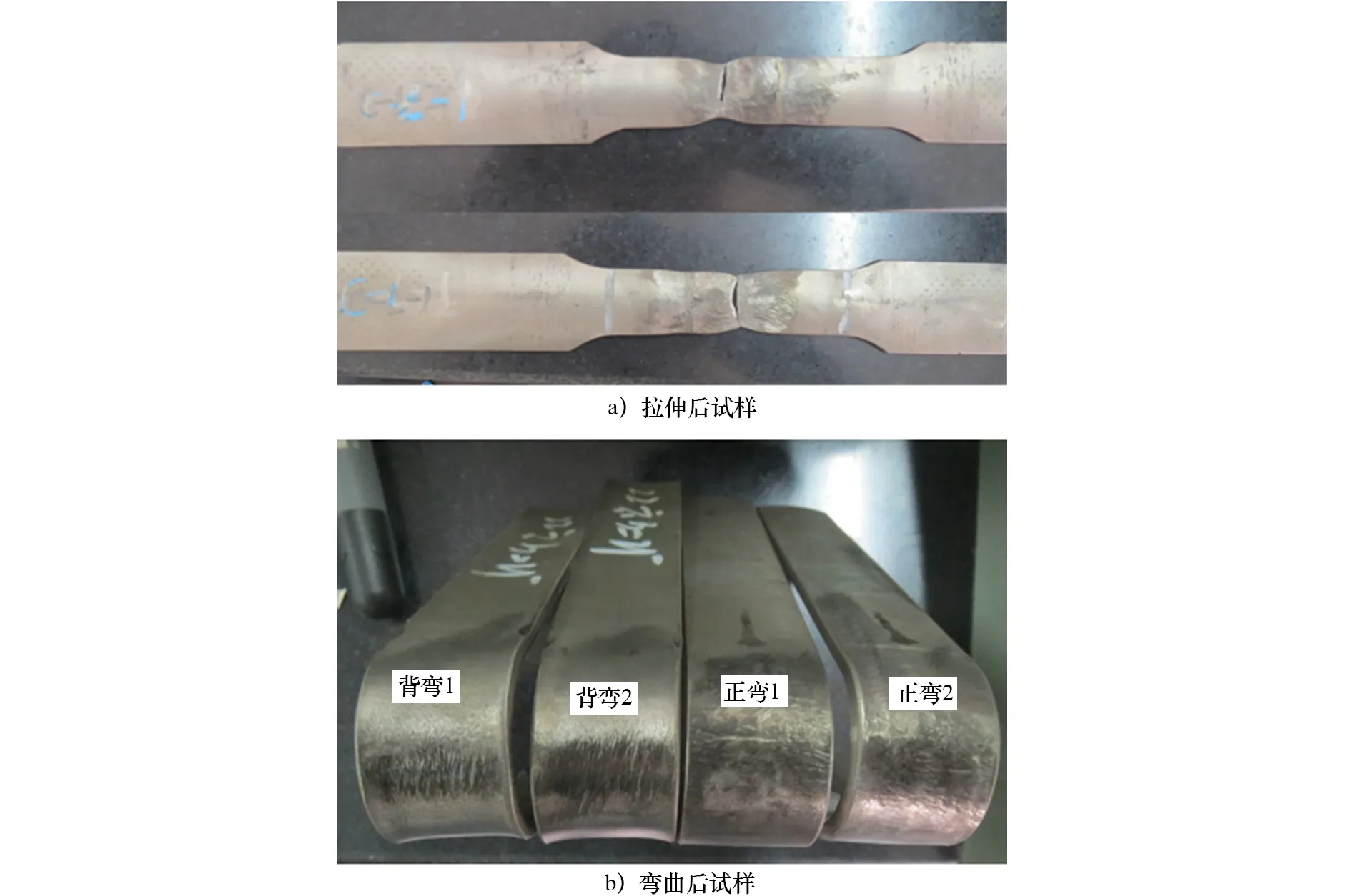
圖9 鈦管力學性能試驗結果示意圖
[][]
4 結論
通過開展鈦合金管手工焊接技術研究,制作完成了鈦合金管焊接用保護氣罩,獲得了表面質量優異的焊縫,經檢測焊縫各項性能滿足要求,最終形成了適用鈦合金管焊接的手工焊焊接工藝。此焊接工藝能夠為鈦合金管實際生產應用提供參考,提高鈦合金管的焊接質量。
[1] 陳家本,華永成,馬玉江.造船業應用先進焊接技術的幾點思考[J].造船技術,2002(1):29-31.
[2] 張喜燕,趙永慶,白晨光.鈦合金及其應用[M].北京:化學工業出版社,2005.
[3] CHRISTOPH L,MANFRED P. Titanium and Titanium Alloys:Fundamentals and Applications[EB/OL]. 2005.
[4] Myers J R,林永新. 鈦及鈦合金的腐蝕特性和應用[J].稀有金屬材料與工程,1985(5):51-59.
[5] 劉會杰.焊接冶金與焊接性[M].北京:機械工業出版社,2007.
TIG Technology of TA2Titanium Pipe
HE Lei1, WANG Gaofei2, LAN Ling2
(1.Navy Representatives Office of Hudong-Zhonghua Shipbuilding Co., Ltd., Shanghai 200129, China;2.Shanghai Shipbilding Technology Research Institute, Shanghai 200032, China)
The TIG welding technology has been researched at the titanium pipe used in the ship. Through the manufacture of the gas shielding tank and experiment of TIG welding, the wielding performance of the pipe has been analyzed. The result of non-destructive test and mechanical property test of the welding beam provides that the welding beam has no defect and the beam tensile strength value is above 0.9 of the value of the pipe. The test result meets the requirement of the standard.
titanium pipe; TIG welding; welding technology
何 磊(1982-),男,工程師,主要從事艦船機電工程工作。
1000-3878(2017)01-0067-04
U671
A
猜你喜歡
云南化工(2021年11期)2022-01-12 06:06:14
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年3期)2019-07-10 00:54:00
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
焊接(2015年9期)2015-07-18 11:03:53
設備管理與維修(2015年12期)2015-04-09 06:57:24