計算機輔助管材套料系統的開發
2017-03-15 12:13:10王炬成
造船技術 2017年1期
高 霆, 王炬成, 何 佳
(江蘇科技大學 船舶與海洋工程學院, 江蘇 鎮江 212003)
計算機輔助管材套料系統的開發
高 霆, 王炬成, 何 佳
(江蘇科技大學 船舶與海洋工程學院, 江蘇 鎮江 212003)
隨著船廠成本控制意識的不斷加強,船廠管加內場車間普遍采用對管材進行手工套料的方式來提高材料利用率。為提高套料的效率和質量,通過提取Tribon軟件中管系加工數據,以定長套料為前提,在綜合考慮加工工藝和余料管理的基礎上設計一套管材套料系統。該系統可以生成套料圖,實現管材的自動套料。本系統面向Tribon平臺,可以在生產設計階段進行管材套料,既提高套料的效率和準確性,又可以最大限度地使套料加工更加合理。
管材;套料;余料
1 管材內場管理的現狀
在船舶制造領域,大部分管理者在進行材料控制時較多地關注于鋼板,往往要求板材利用率要達到90%以上,而對于船舶管路制造的材料利用率則不太關心。目前,常規的管理方式是生產設計根據開工批次按托盤提供內場材料清單,然后倉庫根據清單上每種管材的所需長度出庫。然而,內場在加工時往往出現管材不足的情況,需要再次出單從倉庫申領。這部分材料是由于加工失誤所造成還是材料漏領,在實際生產過程中較難分清,因此,有的內場人員在初次領料時會根據個人經驗在生產設計提供的材料清單上乘以1.1的系數。但不論是補領還是按系數多領,這都造成了對管材實際利用率不可控的現象,也許一個批次的加工量不大,但一艘常規海運貨船的管路在1萬根左右,這并不是個小數目。在目前造船利潤被不斷壓縮的情況下,各大船廠越來越重視對管系材料利用率的控制[1]。
2 原因分析
通過對船廠的設計圖紙和生產過程分析后發現,造成管材利用率控制困難的原因有2個。
(1) 現有的生產設計信息無法進行準確的材料管理。管系內場車間從倉庫領料時依據的是生產設計提供的管材清冊,如表1所示。

表1 內場管材清冊
由表1可知每種規格的管材總長。對于定長采購的船廠來說,管子標準是1根6m,若從管材清冊中得知某種管子的需求總長度是12m時,就會出庫2根6m的管子。但是,如果這12m的管子是來源于4根管段,每根長分別為4m,4m,3m,1m時,實際出庫的管子會是3根,同時產生分別為1m,2m,3m的3段余料。可見,這種僅憑管材清冊領料的方式是無法對材料進行精確管理的[2]。
(2) 管材管理混亂。在上述例子中出現了3段余料,這3段余料可在下一批次再次利用,但在實際生產過程中這部分材料通常被內場自行消化,沒有作為余料進行材料管理,這直接導致利用率的下降。此外,大多數船廠沒有對管材進行單船管理,易出現材料不夠需再次采購的情況發生。這種傳統的管材管理方法必然會導致材料上的失控。
(3) 人工套料的局限性。有部分船廠意識到了提高管材利用率的重要性,在實際生產過程中采用人工套料方法進行管子號料,但管子材料、規格、長度多樣化,使得套料的計算方法復雜,余料等參數還需人工考慮。隨著船廠生產任務不斷擴大,對生產效率的要求越來越高,人工套料必然要被淘汰。
因此,隨著船舶行業邁入精益造船的時代,推廣管材計算機輔助套料系統已經勢在必行。
3 套料系統的應用前提
管件號料是管子加工的第一道工序,它與管系放樣、生產計劃和材料供應等環節密切相關。管件是否可以進行套料主要取決于以下幾個條件:
(1) 管件應按批次加工。根據成組技術的原理,無論管件所屬的項目、區域和系統有何不同,只要管裝托盤的交付日期相似就可以組織同期加工,以形成較大的批量。因此,管件套料必須以管子加工周計劃為基礎,此計劃最好是以車間生產計劃為主的,而不應是單船計劃。
(2) 管材應盡量減少規格。在滿足性能的前提下管子壁厚應按SCH40、SCH80、SCH160選取,盡量減少壁厚等級,以增加同類管的數量,提高利用率。
(3) 管材應定長采購。由于定長采購的成本略高,因此有部分船廠從節約的角度出發采取了不定長采購的方式,但這增加了母材庫管理的難度,實際上采用套料系統后節約的成本遠大于定長采購增加的成本。
(4) 加強余料管理。提高利用率就需將余料再次利用,這需要船廠改變現有的管理方式,增加控制節點。
4 系統開發思路
套料系統的設計思路如圖1所示。
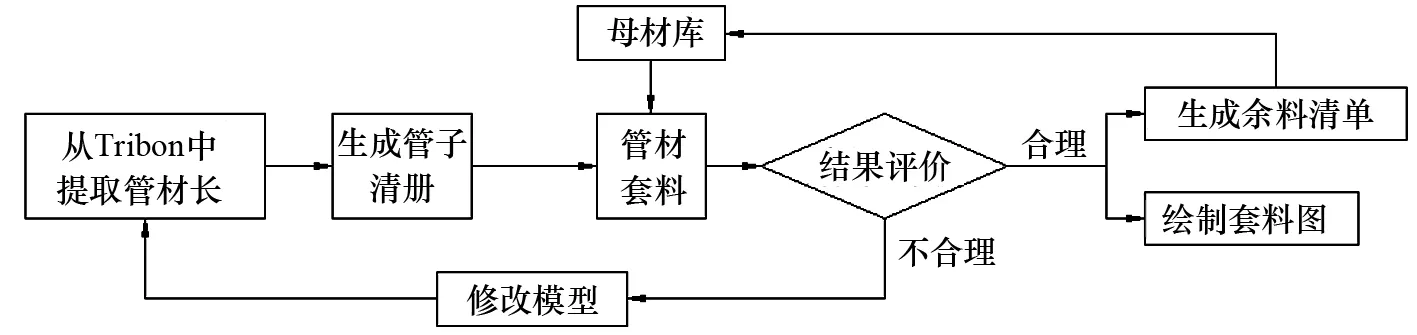
圖1 設計思路
系統首先應從管系設計軟件中逐段提取管段信息,包括長度、規格等,再將提取的結果以管段零件為單位統計成冊。在套料前還需要準備好母材庫,需特別注意的是前次套料后的余料也應屬于下次套料的母材。管材套料時主要考慮采用最合理的計算方法以提高材料利用率,由于套料結果通常不會一次成功,因此需要進行評價。如不合理時,可通過調整參數或者修改模型以進一步提高利用率,評價合理時就可以繪制套料圖,同時產生余料清單輸入母材庫。
5 系統實現
5.1Tribon軟件中數據的提取
管材套料時需要3種信息,即體現管段唯一性的零件號、體現管段特征的材質和規格以及反映管件用料情況的下料長度。零件號是管子的件號加上小票圖中的管段序號,如1625P-SH046-3-1;材質和規格是相關管材在附件庫中的定義內容;用料長度就是小票圖中的下料長度,其已經考慮了鋼管彎曲時的延展量、彎曲加工的工藝余量、支管加工的工藝余量。這些信息保存在Tribon軟件中的SB_PPDB數據庫里,可以通過Extract.DoDataExtractionDexStr直接提取。
接著進行一些簡單的字段處理即可獲得管材清冊,如表2所示。
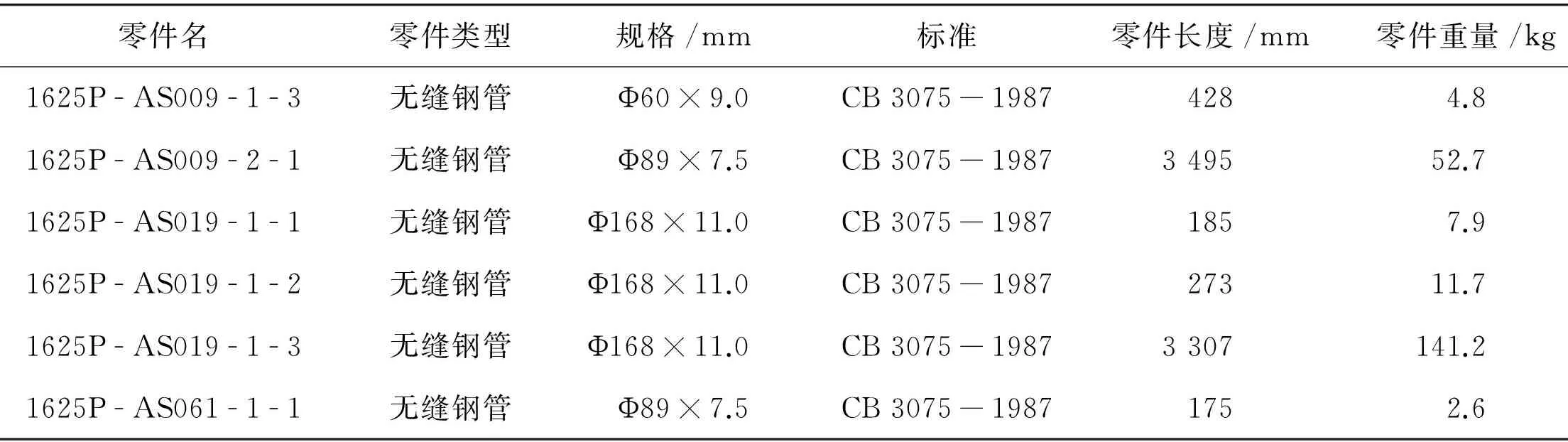
表2 提取的管材清冊
5.2 母材庫的建立
母材庫是系統的一個數據庫,主要內容是處理常規的母材類型、規格、數量外還有:余料判斷信息——辨別該母材是否是余料,如果是,即優先選用;長度信息——通常為采購長度,如果是余料時即為余料長度;損失量——管材切割時的損失長度,采用鋸床時為3mm,采用火焰切割時為5mm;備注——體現余料的名稱,由于要求實現余料的二次套料,因此必須要對余料進行編號,可以采用船號-批次號-序號的形式。母材表如表3所示。

表3 母材表
5.3 套料算法
為了提高結果的優化程度,首先應確立2條原則。
(1) 優先套料原則。如同型材號料一樣,管件套料應先考慮長管件,然后根據余料長度拼湊短管件。區分管件長短就必須對管件的號料長度進行排序,以便查找。
(2) 綜合利用原則。套料的真正目的是綜合利用材料,盡可能減少廢料。需確定合理的余料長度判斷標準,不能再次利用的余料即作為邊角料由管加工內場自由處理[3] 。
管件套料時首先考慮篩選單件管 (1根管子套1個管件);其次考慮2根管,此時需開始考慮切割損失量和余料;接著考慮多根的合套管,此時的算法應和前者有所區別;最后考慮零散管件。算法思路如圖2所示。
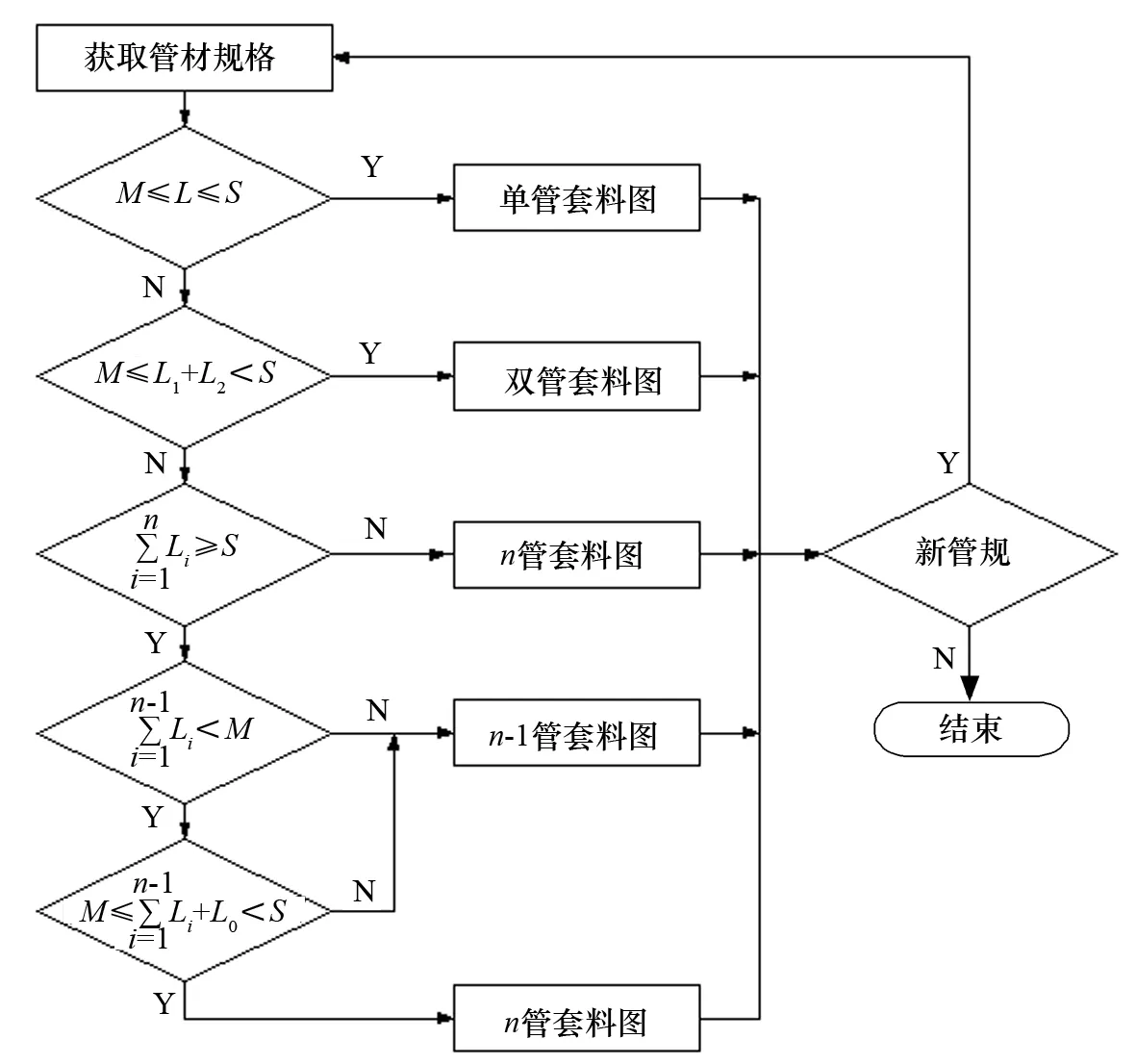
圖2 套料算法
設管子母材長度為S,余料標準長度為R,最小套料長度為M,則
M=S-R
據此,管件套料準則為
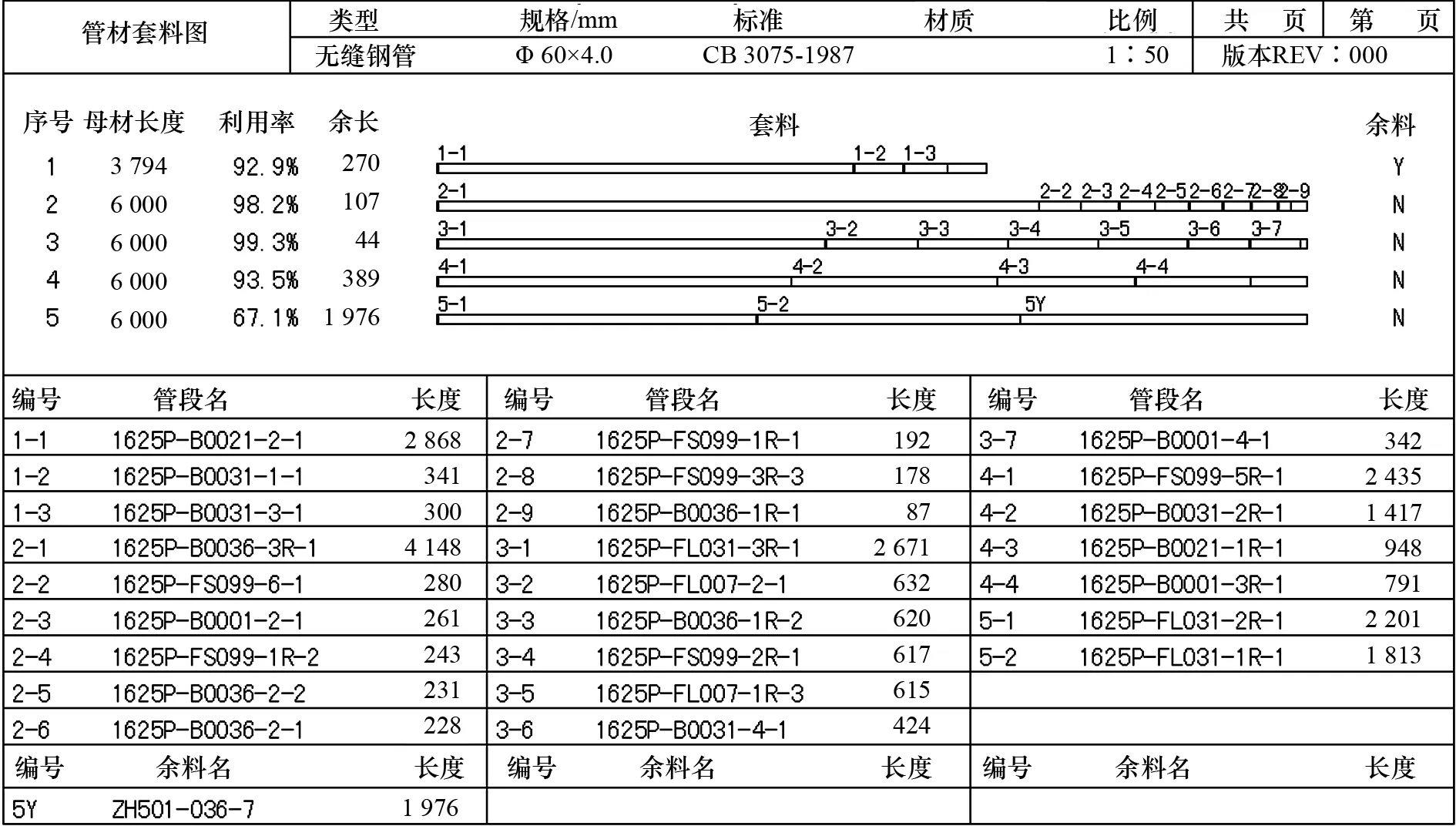
M≤L 式中:L為套料管件的總下料長度。按照這一套料準則,運用正、逆向查找法就很容易確定2件套料管和3件套料管。多件套料較為復雜,其具體做法是先用正向查找法,使 如果 則用逆向查找法選取一根長為L0的管件,使 經過上述4步套料后,剩下的則為零散管 ,它們的總下料長度不會超過最小套料長度。 5.4 結果的體現 套料的結果分兩步顯示,首先是界面在程序中體現,供設計人員查看,如圖3所示。 圖3 套料結果顯示 選擇相應的管材后可以看到該種管材在本次套料中使用的管子根數和每根的利用率,如需進一步提高利用率,就可找到相應的管段在模型中適當修改連接件位置即可。 當認可系統套料結果后可將套料結果輸出,套料圖比套料表更有直觀性,套料圖如圖4所示。 圖4 套料結果 圖4中體現了每根管上所套管段的名稱,方便管加工內場人員按圖套料,經過判斷后,滿足二次套料條件的余料將編號后入庫。 從軟件的實際應用效果來看,有以下幾點需注意。 (1) 余料標準長度的影響。套料結果受余料標準長度的影響較大,當該批次管件中用作支管的管段較多時,應選取較小的余料標準值。反之,當作用支管的管段太少時,則可選較大值。 (2) 切割損失的影響。管件在下料時對于中小管徑一般采用鋸床,對于大管徑會用火焰切割,不同的切割方式會造成不同的損失量。 (3) 母材長度的影響。就實際應用分析,隨著母材長度的增加整管利用率在提升。船舶的貨艙區一般較平直,在這個區域內的管子母材可以適當增加,如采用10m、12m定長的管子[4] 。 套料系統的使用雖然增加了一些設計時的工作量,但可以幫助船廠實現對管材的精確管理并提高管材利用率、節約成本。就程序的算法而言,雖然不是最優化的,但在實際應用時已經能夠滿足現場的需要。系統的不足之處在于目前還不能實現交互式套料。由于管件的數量較大,程序在設計時必然會在計算時間和結果優化上進行取舍,因此在評價階段通過人工優化方式修改套料結果是一種補償手段,這是系統需要進一步完善的地方。 [1] 徐宏偉, 王娟. 新模式下的船舶管件生產方法研究[J]. 船海工程,2012(3):33-36. [2] 呂波,唐承統,寧汝新,等. 數控彎管加工過程的計算機模擬[J].系統仿真學報,2006(10): 2936-2939. [3] 李進安. 船體零件套料算法及應用研究[D].大連:大連理工大學,2006. [4] 王進,徐建,張新波,等. 優化套料方法提高系列船建造材料利用率[J]. 黑龍江科技信息,2011(36):34. DevelopmentofComputerAidedPipeMaterialNestingSystem GAOTing,WANGJucheng,HEJia (CollegeofNavalArchitectureandOceanEngineering,JiangsuUniversityofScienceandTechnology,Zhenjiang212003,Jiangsu,China) Astheprogressivelystrengtheningofshipyard'ssenseofcostcontrol,shipyard'spipeprocessingshopsgenerallyadoptpipematerialmanualnestingsoastoimprovematerialutilizationrate.Inordertoimprovenestingefficiencyandquality,onthepremiseoffixed-lengthnestingandonthebasisofcomprehensiveconsiderationofprocessingworkmanshipandexcessmaterialmanagement,asetofpipematerialnestingalgorithmiscreatedwhichisdisplayedinthetypeofnestingdiagrambyextractingthepipingprocessingdatainTribon,realizingtheautomaticnestingofpipematerial.Tribon-oriented,thissystemcanbeappliedtopipematerialnestingduringproductiondesignstage,maximizingthenestingrationality,andimprovingnestingefficiency. pipematerial;nesting;excessmaterial 高 霆(1979-),男,講師,碩士,研究方向為船舶與海洋工程。 1000-3878(2017)01-0048-05 U A
6 應用分析
7 小結