單磨頭打磨鋼軌廓形的仿真分析
2017-03-09 07:10:15邱俊興許玉德沈堅鋒李鳳煜
華東交通大學(xué)學(xué)報 2017年1期
關(guān)鍵詞:深度
邱俊興,許玉德,盧 野,沈堅鋒,李鳳煜
(1.同濟大學(xué)道路與交通工程教育部重點實驗室,上海 201804;2.中鐵二院工程集團有限責任公司,四川 成都 610031)
單磨頭打磨鋼軌廓形的仿真分析
邱俊興1,許玉德1,盧 野2,沈堅鋒1,李鳳煜1
(1.同濟大學(xué)道路與交通工程教育部重點實驗室,上海 201804;2.中鐵二院工程集團有限責任公司,四川 成都 610031)
鋼軌打磨是鐵路線路重要的養(yǎng)護維修技術(shù),唯有高精度的打磨才能最大限度的延長鋼軌壽命,深入了解鋼軌廓形打磨的規(guī)律對提高打磨精度有重要意義。以PGM-96C型打磨車為例,基于跡線法求解砂輪與鋼軌接觸位置,提出單磨頭打磨量的計算方法,并通過現(xiàn)場試驗進行驗證,最后基于該計算方法對不同打磨角度下的單磨頭打磨鋼軌廓形進行仿真分析,結(jié)果表明,在17.6 kW的打磨功率下,砂輪擺角為0°時,鋼軌打磨深度為0.08 mm,打磨寬度為12.17 mm,隨著砂輪擺角增大,鋼軌打磨深度增大,而打磨寬度減小,砂輪擺角增大到20°以上時,打磨深度維持在0.22 mm左右,打磨寬度維持在4.70 mm左右。
鋼軌打磨;單磨頭;仿真分析;打磨角度
鋼軌打磨能夠消除軌頭的傷損和疲勞,延長鋼軌使用壽命,已成為線路養(yǎng)護維修的一種重要手段[1-2]。隨著打磨技術(shù)不斷發(fā)展,打磨精度越來越受到關(guān)注,研究發(fā)現(xiàn),鋼軌打磨廓形的精細化控制對輪軌接觸關(guān)系和鋼軌壽命有著重要的影響,唯有精確的廓形打磨才能最大限度延長鋼軌壽命[3],而要實現(xiàn)高精度的打磨,必須深入了解鋼軌廓形打磨的規(guī)律。在研究鋼軌廓形打磨規(guī)律方面,日本學(xué)者岡田祐樹提出在同一打磨功率下,打磨面積是一定的,且打磨深度與打磨寬度呈負相關(guān)關(guān)系[4];國內(nèi)學(xué)者智少丹通過建立標準鋼軌廓形的數(shù)學(xué)模型,提出鋼軌打磨砂輪擺角越小,相同打磨面積下的打磨深度越小,但他只是簡單的定性分析[5]。本文以PGM-96C型打磨車為例,對單磨頭打磨的鋼軌廓形進行仿真分析,將打磨砂輪與鋼軌空間接觸問題簡化為直、曲線相交問題,基于跡線法求解打磨砂輪與鋼軌的接觸位置,求出打磨深度和打磨面積的關(guān)系,提出單磨頭打磨量的計算方法,并通過現(xiàn)場試驗進行驗證,最后,基于岡田祐樹相同打磨功率下打磨面積相同的研究成果,定量分析當打磨功率一定時,不同打磨角度下打磨深度與打磨寬度的規(guī)律。
1 單磨頭鋼軌打磨量計算方法
1.1 砂輪與鋼軌接觸幾何計算
在研究輪軌接觸時廣泛采用跡線法求解[6-8],由于鋼軌在縱向上可以看作是連續(xù)和對稱的,本文對砂輪與鋼軌接觸幾何計算的基本思路是將砂輪與鋼軌的空間接觸問題簡化為橫截面問題,橫截面上砂輪為一條直線,鋼軌廓形為一條曲線;因此可以將砂輪與鋼軌的空間接觸問題簡化為直線與曲線的相交問題(如圖1所示),再基于跡線法來求解。下面介紹具體的求解方法。
本次討論的PGM-96C型打磨車,磨石直徑254 mm,遠大于鋼軌橫斷面的寬度,在與鋼軌接觸前,砂輪會按照設(shè)定的打磨角度傾斜;因此,在橫斷面上,可以將砂輪看作一條角度確定的直線。設(shè)其打磨角度為α,則直線的斜率k=tan α。初始狀態(tài)時,砂輪在鋼軌上方,假設(shè)該直線在y軸的截距是h,則砂輪可以用式(1)的直線方程表示。

而鋼軌由于在縱向是連續(xù)的,可以用橫斷面來表示,具體為式(2)所示的一個矩陣,由實測數(shù)據(jù)確定。

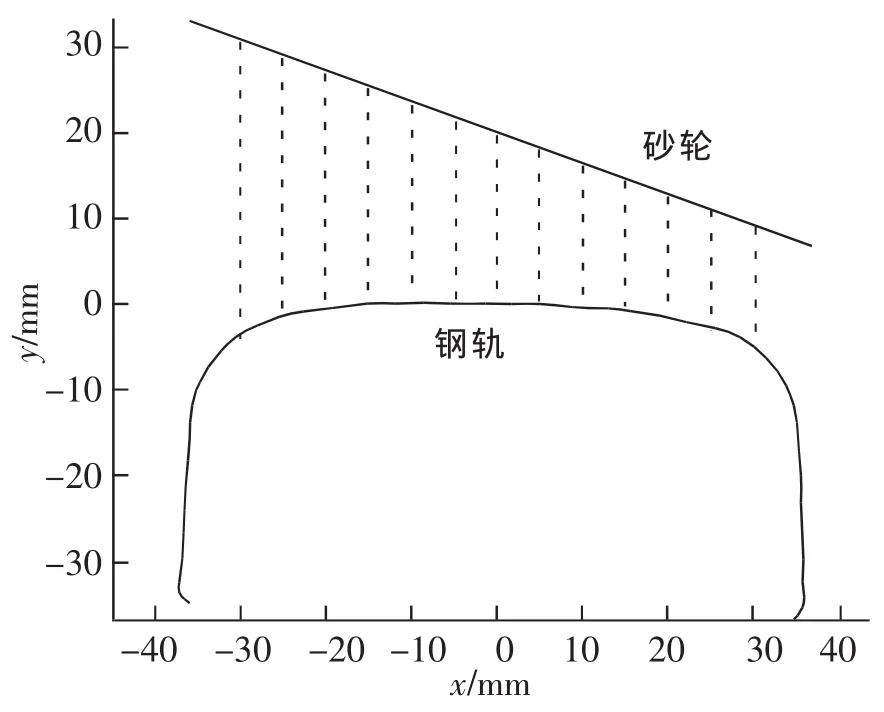
圖1 砂輪與鋼軌接觸示意圖Fig.1 Contact sketch of grinding wheel and rail
砂輪與鋼軌接觸時,意味著接觸點處的垂向距離為0,而其它位置的垂向距離大于0。由于砂輪存在初始抬起量;因此接觸點就是砂輪與鋼軌垂向距離最小的點。所以,本文在x軸上搜索每個x下對應(yīng)砂輪與鋼軌的間隔距離。
首先,在R鋼軌中找到x范圍上的最小值xmin和最大值xmax,二者的定義如式(3)和式(4)所示:

之后,記循環(huán)標量為i,i從1開始,x(i)按照式(5)求取。

即以xmin開始,步長為0.01 mm,一直循環(huán)到xmax;并對每一個x值按照式(6)求得砂輪與鋼軌間隔距離Δy。

當Δy取最小值時對應(yīng)的x(i)即為接觸點位置。
1.2 單磨頭鋼軌打磨量計算方法
砂輪打磨鋼軌的具體流程可以分解為以下4步。
1)砂輪按照打磨角度布置好,與鋼軌還沒有接觸。初始設(shè)定的h值較大,使得砂輪直線與鋼軌橫斷面處于相離的狀態(tài)。
2)電機將砂輪推向鋼軌,砂輪與鋼軌相接觸。電機將砂輪推向鋼軌的過程可以看作是砂輪直線平行著向鋼軌靠近。用跡線法求解出砂輪與鋼軌接觸點位置后,接觸點與砂輪初始位置的距離即是鋼軌與砂輪間的最小垂向距離dmin,則與鋼軌相切時,砂輪可以用式(7)所示的方程表示。

3)砂輪對鋼軌進行打磨。砂輪對鋼軌的打磨過程可以看作是砂輪直線從切點開始,沿著法線方向,向鋼軌內(nèi)側(cè)切割。
4)砂輪打磨完成。打磨完成時,砂輪直線與鋼軌橫斷面相交,與(2)狀態(tài)時的直線平行,且間隔距離為打磨深度d打磨。此時,砂輪直線可以用式(8)所示的方程表示。

采用這種幾何學(xué)等效處理方法所建立的打磨量計算模型,能通過幾何學(xué)原理確定打磨深度與打磨面積之間的相互關(guān)系,利用數(shù)值方法完成求解。如圖2所示,對于陰影部分的打磨面積,可以根據(jù)打磨完成后,砂輪直線與鋼軌的兩個交點jd1(x1,x1)和jd2(x2,x2)的坐標,再通過式(9)的積分來計算。

其中的y鋼軌(x)可以用線性內(nèi)插的方式求得。上述過程表明,給定了鋼軌廓形和砂輪的打磨角度之后,僅需要確定一個變量——打磨深度d打磨,就能夠模擬出打磨的效果,并求解砂輪與鋼軌的切點坐標,交點坐標以及打磨面積等參數(shù)。
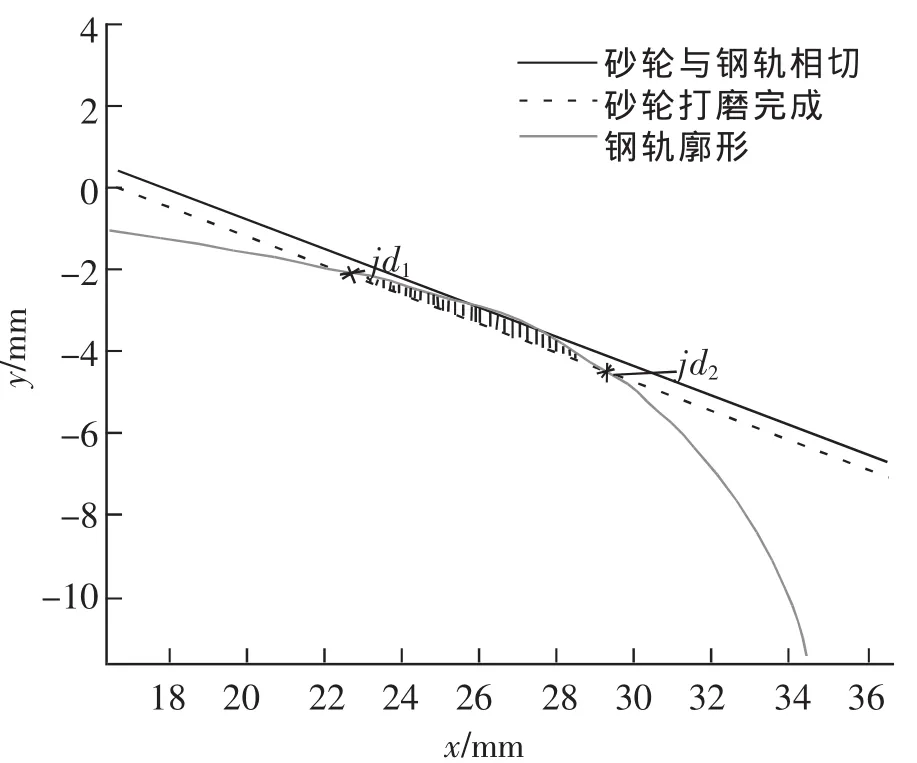
圖2 打磨面積示意圖Fig.2 Schematic diagram of grinding area
2 單磨頭鋼軌打磨量計算方法的驗證
為了驗證單磨頭鋼軌打磨量計算方法的有效性,課題組進行了現(xiàn)場試驗。試驗于2014年8月在滬昆線新橋站附近的一段直線軌道上進行,采用HTT公司的PGM-96C型96頭鋼軌打磨列車。試驗段的左右軌分別設(shè)置了5個測點,通過MiniProf鋼軌廓形檢測儀采集打磨前后的鋼軌廓形。
根據(jù)前期的資料調(diào)研已知,打磨角度、打磨功率和打磨速度是影響鋼軌打磨量的3個主要因素。本次試驗對變量進行了控制,設(shè)定打磨速度(10 km/h)和打磨功率(最大功率的80%)不變,僅研究單個砂輪條件下,打磨角度對打磨量的影響;因此,在試驗時,首先控制打磨列車將所有砂輪收起,再按照表1所示的參數(shù)左右軌分別放下一個砂輪,對試驗段鋼軌進行打磨。

表1 現(xiàn)場試驗打磨參數(shù)信息表Tab.1 Information table of grinding parameters in field test
對于檢測到的數(shù)據(jù),首先對齊打磨前后的鋼軌廓形,鋼軌廓形對齊之后可以得到實際的打磨量,打磨量分為正交坐標系下的打磨量和角度坐標系下的打磨量,二者的差別如圖3所示。本次試驗主要研究打磨角度對打磨量的影響;因此,選擇角度坐標系下的打磨量作為分析指標,這樣能更直觀地反映各個角度對應(yīng)的打磨深度大小。統(tǒng)計各個測點打磨深度超過0.05 mm的角度范圍,打磨深度的最大值及其發(fā)生的位置,結(jié)果如表2和表3所示。
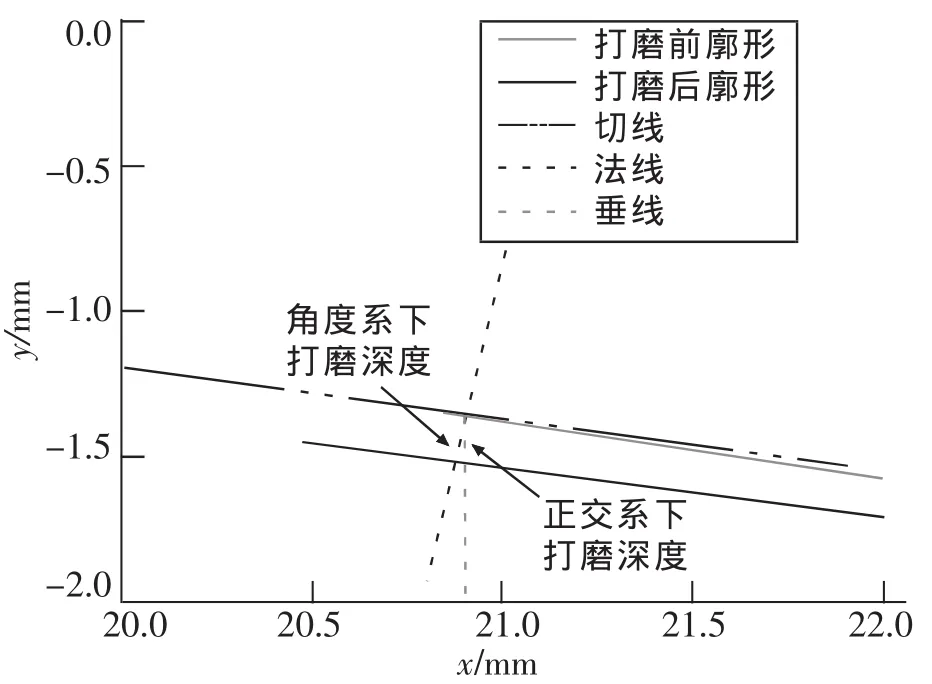
圖3 不同坐標系下打磨量對比圖Fig.3 Contrast of grinding quantity in different coordinate systems
結(jié)合試驗所采用的打磨參數(shù)可以看出:砂輪打磨后,打磨深度的最大值基本在打磨角度位置,左軌的平均最大打磨深度為0.25 mm,右軌為0.21 mm。
為驗證單磨頭打磨量計算方法的正確性,將程序計算結(jié)果與實測結(jié)果進行對比,按照現(xiàn)場試驗所采取的打磨參數(shù),輸入左軌的打磨角度為-60°,右軌為-53°,左軌的打磨深度為0.25 mm,右軌為0.21 mm。最后,將現(xiàn)場實測的10組打磨前鋼軌廓形(左右軌各5組)輸入程序,計算打磨量。部分測點程序計算與現(xiàn)場實測的打磨量曲線對比如圖4,圖5所示。
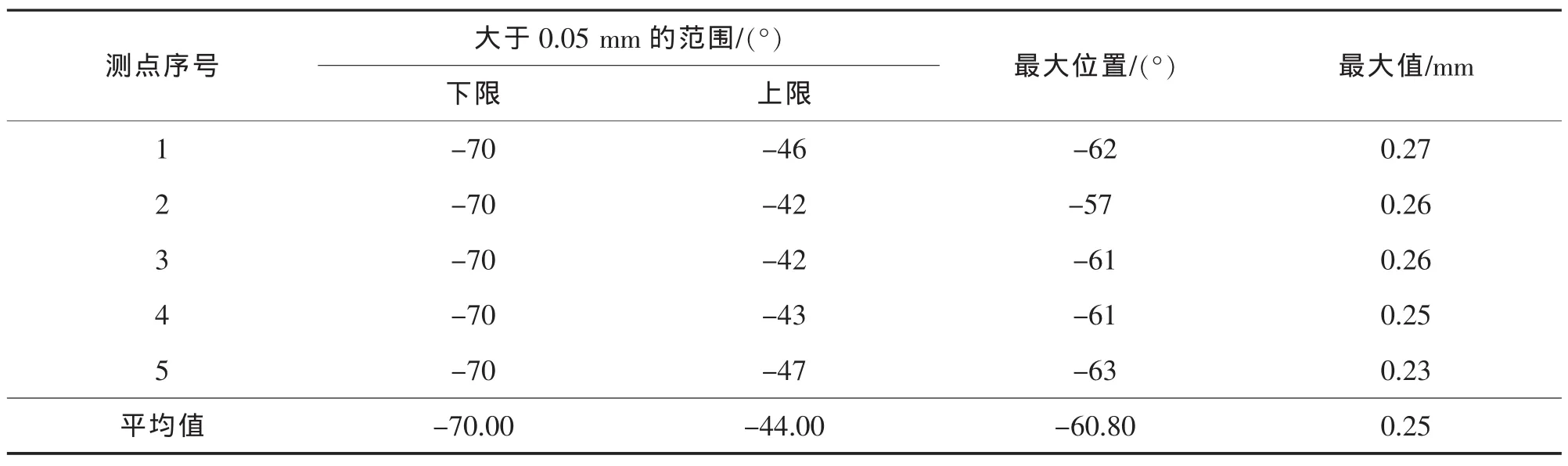
表2 左軌測點角度差異曲線特征統(tǒng)計表(打磨角度-60°)Tab.2 The characteristics of the rail profile in left rail(grinding angle was-60°)
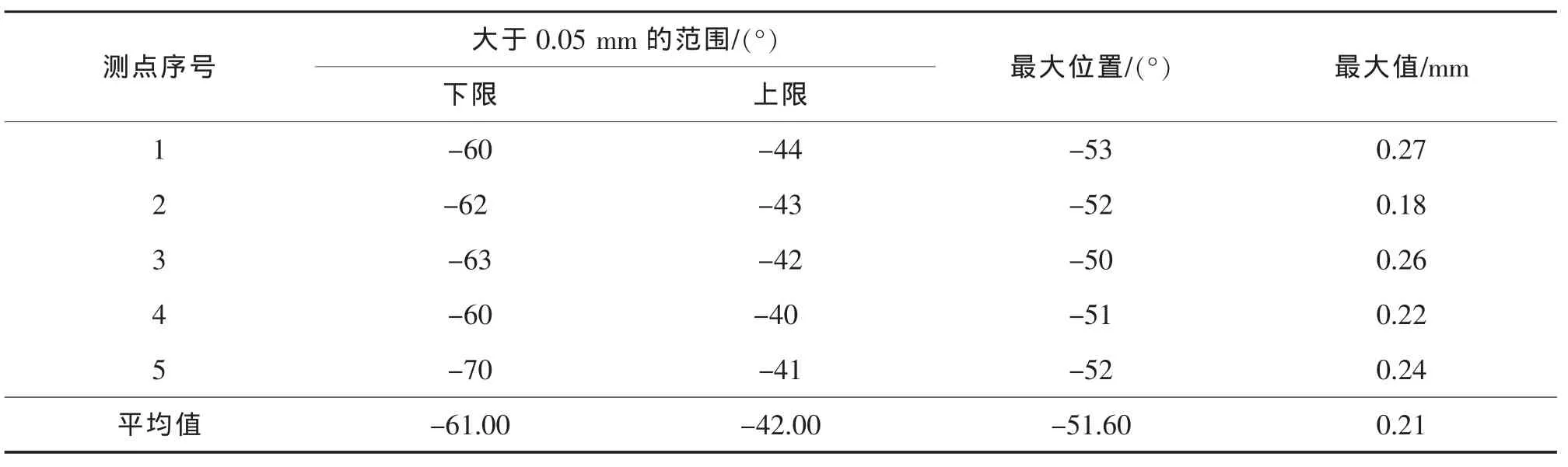
表3 右軌測點角度差異曲線特征統(tǒng)計表(打磨角度-53°)Tab.3 The characteristics of the rail profile in right rail(grinding angle was-53°)

圖4 左軌測點3模擬與實測角度打磨量曲線對比圖Fig.4 Contrast figure of grinding quantity curve at Point 3
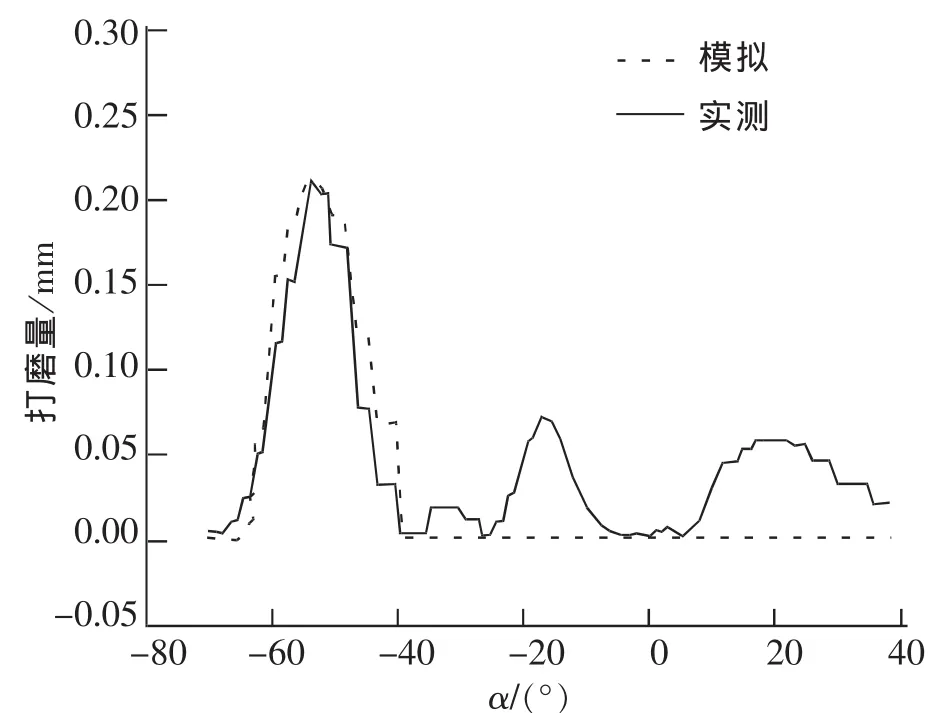
圖5 右軌測點1模擬與實測角度打磨量曲線對比圖Fig.5 Contrast figure of grinding quantity curve at Point 1
可以看出,程序計算的結(jié)果只在打磨角度附近有打磨量,而在其它位置打磨深度為0。而實測的打磨量曲線雖然在其它角度有打磨量,但數(shù)值很小,大多小于0.05 mm,可以看作是由檢測儀器的誤差造成的,程序計算和實測打磨量曲線具有較高的相似性,為分析鋼軌打磨量曲線的計算結(jié)果與實測結(jié)果是否有相同的規(guī)律,對各個測點由程序計算的角度打磨量曲線進行深入分析,將程序計算的結(jié)果與實測數(shù)據(jù)進行對比,得到的結(jié)果如表4和表5所示。

表4 左軌角度打磨量曲線特征參數(shù)對比表Tab.4 Contrast of the characteristics of rail profile in left rail

表5 右軌角度打磨量曲線特征參數(shù)對比表Tab.5 Contrast of the characteristics of rail profile in right rail
可以看出,程序計算得到角度打磨量曲線平均的最大值與實測的相同,最大值發(fā)生位置也相近;除此之外,二者在打磨量大于0.05 mm的角度范圍上較為接近,這說明程序計算和實測的角度打磨量曲線具有相似的規(guī)律。上述分析表明:本程序計算得到的單磨頭打磨量基本可以與現(xiàn)場實測數(shù)據(jù)相吻合,說明本文提出的單磨頭鋼軌打磨量計算方法是可行的。
由于打磨面積就是打磨前后鋼軌廓形之間的面積,可以通過積分的方法來求取。輸入打磨參數(shù),經(jīng)程序處理,積分計算得到2次打磨的面積分別為0.693 mm2和0.641 mm2。
3 不同打磨角度下單磨頭鋼軌打磨廓形的仿真分析
現(xiàn)場試驗總結(jié)出了打磨角度為-60°與-53°時的單磨頭鋼軌打磨量規(guī)律,并驗證了單磨頭鋼軌打磨量計算方法的準確性,為分析不同打磨角度下的單磨頭鋼軌打磨量規(guī)律,現(xiàn)通過單磨頭打磨量計算方法對不同打磨角度下的鋼軌打磨廓形進行仿真分析。
根據(jù)岡田祐樹的現(xiàn)場總結(jié),打磨面積由打磨功率確定。在這種情況下,當打磨功率一定時,打磨面積是固定,而打磨的角度決定了砂輪與鋼軌的接觸位置,通過打磨面積及砂輪與鋼軌的接觸位置可以反推出打磨深度,基本思路如圖6所示。
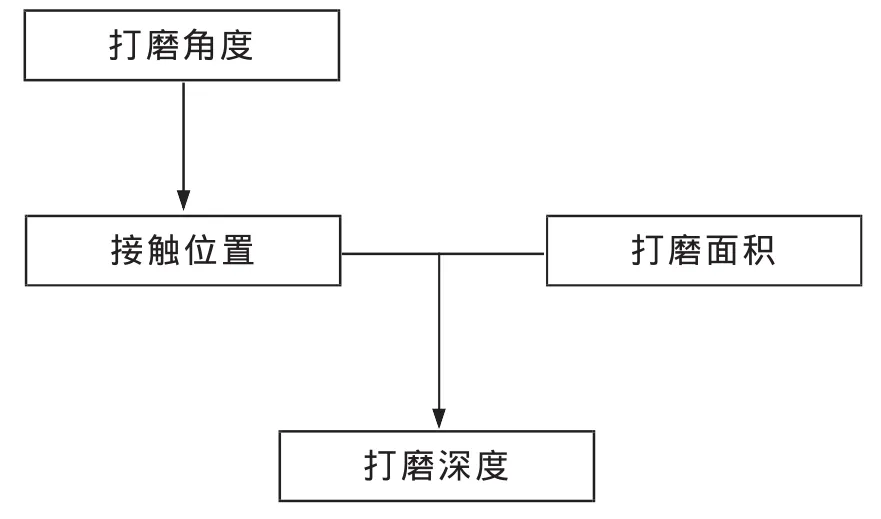
圖6 打磨面積與接觸位置反推打磨深度思路圖Fig.6 Design of calculating grinding depth through grinding area and the contact position
現(xiàn)場試驗的打磨功率為最大功率的80%(即17.6 kW),定義此時的打磨面積為基本打磨面積,記為S0。由現(xiàn)場試驗結(jié)合程序計算的結(jié)果可知,打磨功率為最大功率的80%時,當打磨角度為-60°,打磨面積為0.693 mm2,當打磨角度為-53°,打磨面積為0.641 mm2,兩值非常相近,與打磨功率決定打磨面積相符,取其平均值0.667 mm2作為基本打磨面積S0,要計算出某一打磨角度下的打磨深度,需綜合考慮打磨面積與打磨位置,而打磨位置可通過跡線法根據(jù)打磨角度確定。
為計算出一定打磨角度下的打磨深度,引入打磨面積、接觸位置反推打磨深度機制,通過循環(huán)計算某一打磨角度下一定范圍內(nèi)打磨深度對應(yīng)的打磨面積,并與S0匹配得到其對應(yīng)的打磨深度dα,完成打磨量的計算。首先,模型可以根據(jù)打磨角度和打磨前廓形,通過跡線法確定砂輪與鋼軌的接觸位置;之后,選擇打磨面積作為計算指標,以打磨深度d為基本變量,在一定的范圍內(nèi)遞增,并不斷計算對應(yīng)打磨面積的大小。記循環(huán)序號為j,則可以根據(jù)打磨深度d(j)求得砂輪打磨后與鋼軌廓形的2個交點坐標jd1(x1,x1)和jd2(x2,x2),通過式(10)積分求得打磨面積。

最后,將每次模擬得到的Sj與基本打磨面積S0進行對比,當二者的差異最小時,即可匹配求得打磨角度為α?xí)r對應(yīng)的打磨深度dα,其流程如圖7所示。
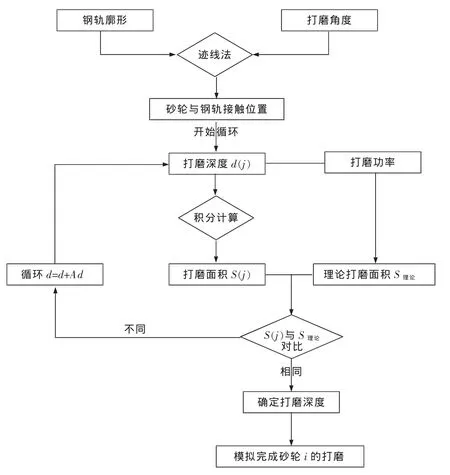
圖7 打磨面積反推打磨深度流程圖Fig.7 The flow chart of calculating grinding depth through grinding area
通過單磨頭鋼軌打磨量的計算程序,可以分析出不同打磨角度對應(yīng)的打磨量規(guī)律。采用標準60軌廓形,針對目前常用的打磨角度范圍-60°至30°,通過程序計算不同打磨角度下的打磨量,得到的砂輪與鋼軌接觸位置如圖8所示,而打磨量規(guī)律如表6所示。
可以看出,隨著打磨角度的增大,砂輪與鋼軌的接觸點以及打磨完成后砂輪與鋼軌的交點坐標均逐漸由軌距角向非工作邊移動,可見,打磨角度決定了砂輪與鋼軌的接觸點位置。相同打磨功率下,砂輪擺角越小,打磨深度越小,打磨寬度越大,即當砂輪與鋼軌的接觸點在軌頂時,打磨深度最小,打磨寬度最大,隨著接觸點向兩側(cè)移動,打磨深度逐漸增大,打磨寬度逐漸減小。
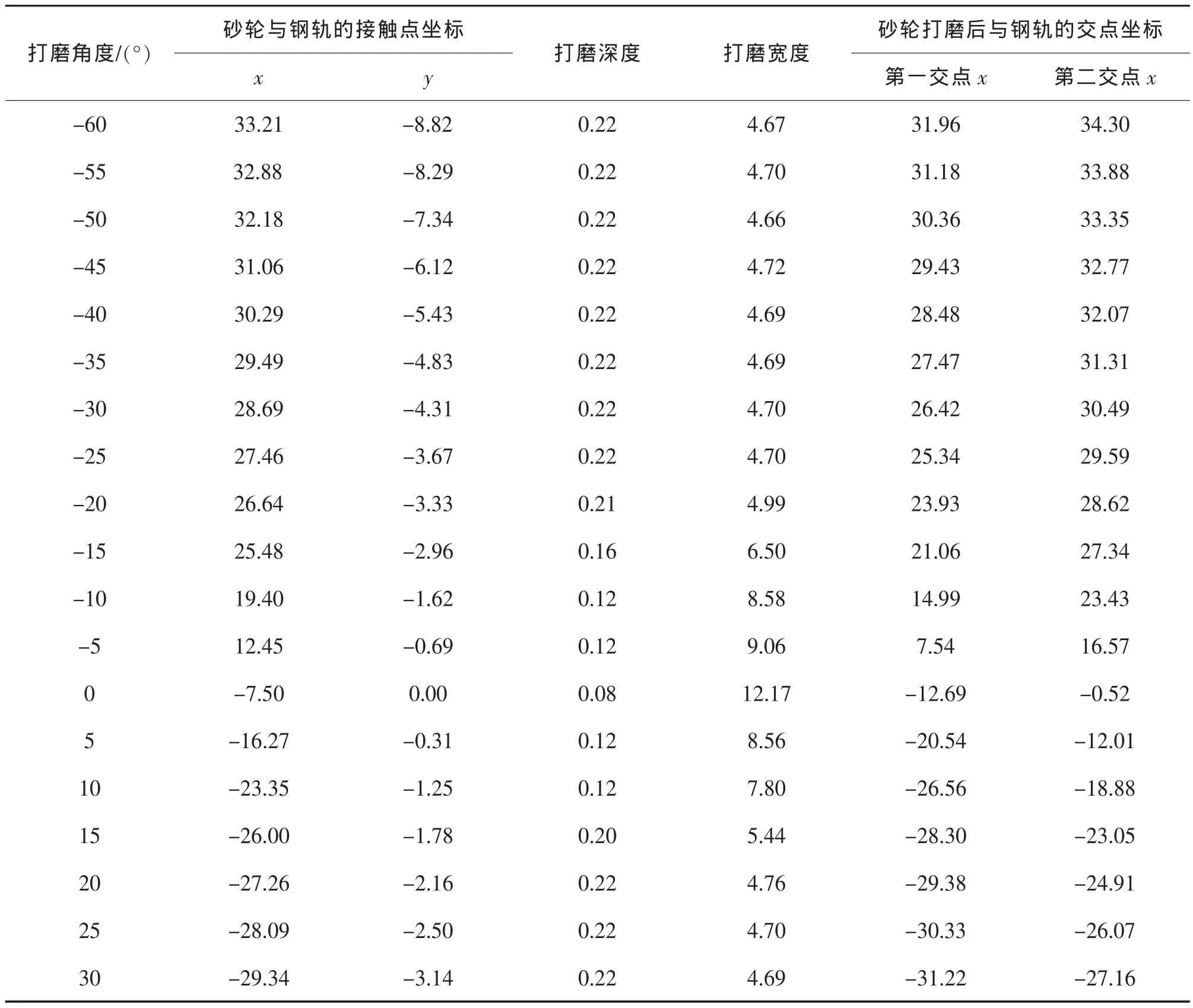
表6 單磨頭不同角度打磨量規(guī)律統(tǒng)計表Tab.6 Information of rail profiles in different grinding angles mm
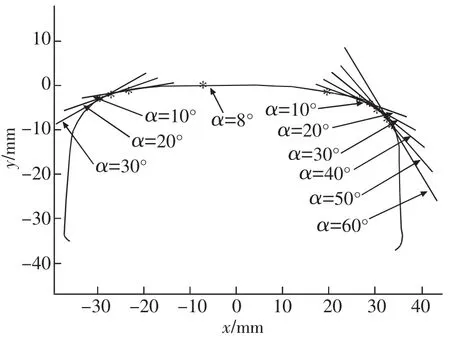
圖8 不同角度砂輪與鋼軌接觸位置示意圖Fig.8 Schematic diagram of the contact position between grinding wheel and rail in different angles
4 結(jié)論
提出單磨頭打磨量的計算方法,并通過現(xiàn)場試驗進行驗證,通過該計算方法對不同打磨角度下單磨頭打磨鋼軌廓形進行仿真分析,得出的結(jié)論如下。
1)基于跡線法求解砂輪與鋼軌的接觸位置,通過打磨深度積分計算打磨面積,提出單磨頭打磨量的計算方法,并通過現(xiàn)場試驗進行驗證,得到的結(jié)果與現(xiàn)場實測數(shù)據(jù)較為吻合,通過該計算方法進行的單磨頭打磨鋼軌廓形仿真分析,可以滿足現(xiàn)場需求。
2)通過對PGM-96C型打磨車不同打磨角度下的單磨頭打磨鋼軌廓形的仿真分析發(fā)現(xiàn),在17.6 kW的打磨功率下,砂輪擺角為0°時,鋼軌打磨深度為0.08 mm,打磨寬度為12.17 mm,隨著砂輪擺角增大,鋼軌打磨深度增大,而打磨寬度減小,砂輪擺角增大到20°以上時,打磨深度維持在0.22 mm左右,打磨寬度維持在4.70 mm左右。
[1]金學(xué)松,杜星,郭俊,等.鋼軌打磨技術(shù)研究進展[J].西南交通大學(xué)學(xué)報,2010,45(1):1-11.
[2]李再幃,練松良,李秋玲,等.城市軌道交通軌道不平順譜分析[J].華東交通大學(xué)學(xué)報,2011,28(5):83-87.
[3]杜星,基于輪軌幾何特征的鋼軌打磨應(yīng)用研究[D].成都:西南交通大學(xué),2011.
[4]MAGEL EE,KALOUSEK J.The application of contact mechanics of rail profile design and rail grinding[J].Wear,2002,253(1/2):308-316.
[5]羅文俊,雷曉燕,練松良.車輛-高架橋耦合系統(tǒng)豎向振動分析車輛軌道新模型[J].華東交通大學(xué)學(xué)報,2013,30(2):1-8.
[6]岡田祐樹,武井昭洋.山陽新干線軌道削正作業(yè)的驗證[C]//土木學(xué)會第60次學(xué)術(shù)研討會,2005.
[7]智少丹,李建勇,蔡永林,等.基于標準廓形鋼軌的打磨模式機理[J].中南大學(xué)學(xué)報:自然科學(xué)版,2015(6):2027-2035.
[8]王璐穎.鋼軌打磨車抗脫軌穩(wěn)定性研究[D].成都:西南交通大學(xué),2012.
[9]SATOH Y,IWAFUCHI K.Effect of rail grinding on rolling contact fatigue in railway rail used in conventional line in Japan[J]. Wear,2008,265(9/10):1342-1348.
[10]GRASSIE SL.Rolling contact fatigue on the British railway system:treatment[J].Wear,2005,258(7/8):1310-1318.
Simulation Analysis of the Rail Profile after Grinding by Single Grinding Wheel
Qiu Junxing1,Xu Yude1,Lu Ye2,Sheng Jianfeng1,Li Fengyu1
(1.Key Laboratory of Road and Traffic Engineering of the Ministry of Education,Tongji University,Shanghai 201804,China;2.China Railway Eryuan Engineering Group CO.,LTD.,Chengdu 610031,China)
Rail grinding is an important means for railway maintenance,and only grinding with high precision can further prolong the service life of rail.Hence,it is significant to research the rail profile after grinding for improving the grinding accuracy.This paper,taking the PGM-96C grinding car as an example,proposed a grind ing quantity calculation method of single grinding wheel,then verified the calculation method by field test,and finally made the simulation analysis of rail profiles in different grinding angles.Results show:when the grinding power is 17.6 kW and the angle of grinding wheel 0°,the grinding depth is 0.08 mm and the grinding width is 12.17 mm;with the increase of the angle,the grinding depth is also increasing,but the grinding width is decreasing;when the angle of grinding wheel is more than 20°,the grinding depth remains around 0.22 mm with the grinding width around 4.70 mm.
rail grinding;single grinding wheel;simulation analysis;grinding angle
U216
:A
1005-0523(2017)01-0099-08
(責任編輯 劉棉玲)
2016-09-16
國家自然科學(xué)基金項目(50908179);上海市自然科學(xué)基金項目(11ZR1439200)
邱俊興(1993—),男,碩士研究生,研究方向為鐵道工程。
許玉德(1965—),男,教授,工學(xué)博士,博士生導(dǎo)師,主要研究方向為軌道管理,軌道養(yǎng)修技術(shù)。
猜你喜歡
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2022年6期)2022-06-05 06:50:50
快樂學(xué)習(xí)報·教育周刊(2022年16期)2022-05-01 21:25:05
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年11期)2020-12-14 06:59:52
藝術(shù)品鑒證.中國藝術(shù)金融(2018年8期)2019-01-14 01:14:28
藝術(shù)品鑒證.中國藝術(shù)金融(2018年10期)2019-01-08 02:44:26
藝術(shù)品鑒證.中國藝術(shù)金融(2018年6期)2019-01-08 02:43:04
藝術(shù)品鑒證.中國藝術(shù)金融(2018年12期)2018-08-26 06:03:48
新聞傳播(2016年10期)2016-09-26 12:14:59
新聞傳播(2015年10期)2015-07-18 11:05:40
交通建設(shè)與管理(2015年15期)2015-03-20 15:18:57
