大面積納米壓印揭開式脫模機(jī)理和規(guī)律
2017-03-09 06:49:41李延強(qiáng)蘭紅波
中國機(jī)械工程 2017年4期
李延強(qiáng) 蘭紅波
青島理工大學(xué)納米制造與納光電子實(shí)驗(yàn)室,青島,266033
大面積納米壓印揭開式脫模機(jī)理和規(guī)律
李延強(qiáng) 蘭紅波
青島理工大學(xué)納米制造與納光電子實(shí)驗(yàn)室,青島,266033
針對(duì)大面積納米壓印脫模工藝,開展了揭開式脫模機(jī)理和規(guī)律的研究。基于界面黏附能理論,建立了氣體輔助揭開式脫模力預(yù)估模型;基于應(yīng)變能法和脫模過程中能量守恒定律,建立了氣體輔助揭開式脫模臨界脫模速度模型。利用ABAQUS工程數(shù)值模擬軟件,分析得到納米壓印工藝參數(shù)(脫模力、脫模角度、脫模速度)對(duì)揭開式脫模的影響規(guī)律。
大面積納米壓印;揭開式脫模;脫模力;脫模速度
0 引言
納米壓印光刻(nanoimprint lithography, NIL)是一種接觸式幾何約束流變成形方法,該方法包括兩個(gè)基本的工藝過程,即壓印過程和脫模過程。脫模對(duì)于壓印圖形的最終質(zhì)量、面積、缺陷控制以及模具使用壽命有著重要的影響[1-2],尤其是對(duì)于大面積納米壓印、晶圓級(jí)納米壓印以及高深寬比微納結(jié)構(gòu)壓印,脫模已經(jīng)成為最大的挑戰(zhàn)性難題,是制約大面積納米壓印廣泛工業(yè)化應(yīng)用的最大瓶頸。
根據(jù)壓印工藝和使用模具的不同,現(xiàn)有納米壓印光刻主要采用以下兩種脫模方法:①平行式脫模(parallel demolding),模具(硬模具)與固化后的壓印材料特征結(jié)構(gòu)整體平行分離;②“揭開”式脫模(peel-off demolding),模具(軟模具)與固化后的壓印材料特征結(jié)構(gòu)逐漸分離。對(duì)于大面積納米壓印,揭開式脫模已經(jīng)被看作是最為有效的一種脫模方法,特別是氣體輔助揭開式脫模是大面積納米壓印最理想的脫模方案。目前,國內(nèi)外學(xué)者對(duì)于整體平行式脫模已經(jīng)開展了深入的研究[3-5],但是,對(duì)于揭開式脫模的研究則較少,尤其是有關(guān)揭開式脫模機(jī)理、影響因素等方面的研究幾乎還是空白。針對(duì)揭開式脫模的機(jī)理和規(guī)律,本文開展了理論建模以及數(shù)值模擬的系統(tǒng)研究。
1 理論模型
1.1 脫模力
相比于整體平行式脫模,“揭開”式脫模采用線性逐漸分離的方法(圖1),依靠較小的脫模力就能實(shí)現(xiàn)大面積脫模。
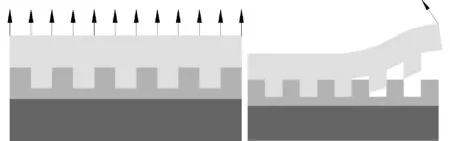
(a)整體平行式脫模 (b)揭開式脫模圖1 納米壓印兩種脫模方式示意圖Fig.1 Methods of demolding for NIL
整個(gè)納米壓印系統(tǒng)包括4個(gè)表面和2個(gè)界面:模具下表面、襯底上表面、壓印材料上表面和下表面;模具與壓印材料形成的界面以及襯底與壓印材料形成的界面,不同的表面和界面以及同一界面在壓印過程中的不同階段具有不同甚至完全相反的特性。例如,壓印過程中,為了實(shí)現(xiàn)壓印材料對(duì)于模具特征結(jié)構(gòu)腔體的快速和完全填充,壓印材料與模具界面應(yīng)該具有良好的浸潤性。然而,在脫模過程中,則要求固化后的壓印材料上表面與模具表面所形成的界面具有非浸潤特性,以利于脫模。同時(shí),固化后的壓印材料下表面與襯底之間應(yīng)呈現(xiàn)浸潤特性,以擁有良好的黏附性,避免脫模時(shí)固化后的壓印材料與襯底的分離和卷曲。
基于以上分析可知,成功地脫模需要滿足以下條件:即脫模力大于模具與壓印材料之間的界面黏附力,以實(shí)現(xiàn)模具與固化后壓印結(jié)構(gòu)的分離;同時(shí)脫模力小于壓印材料與襯底之間的界面黏附力,確保脫模過程中壓印材料與襯底不發(fā)生分離,即有
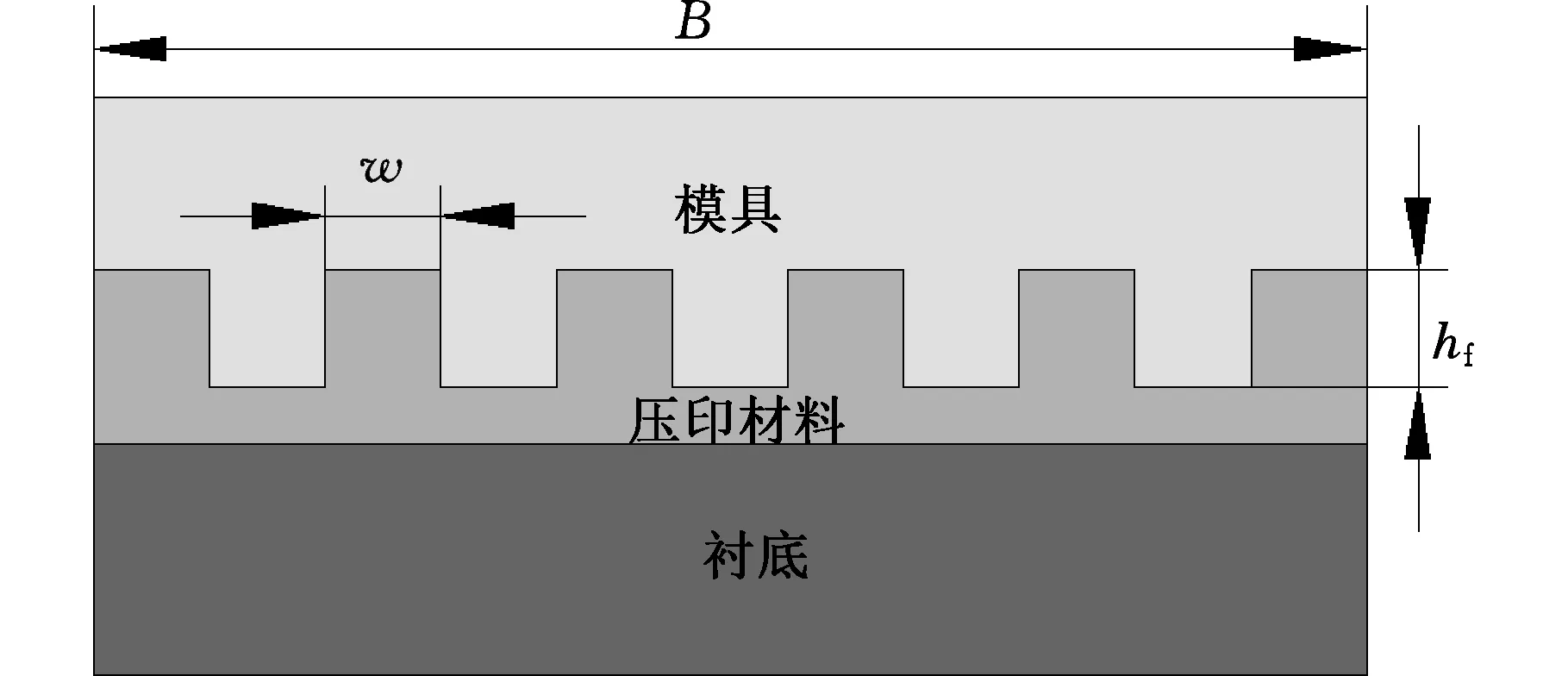
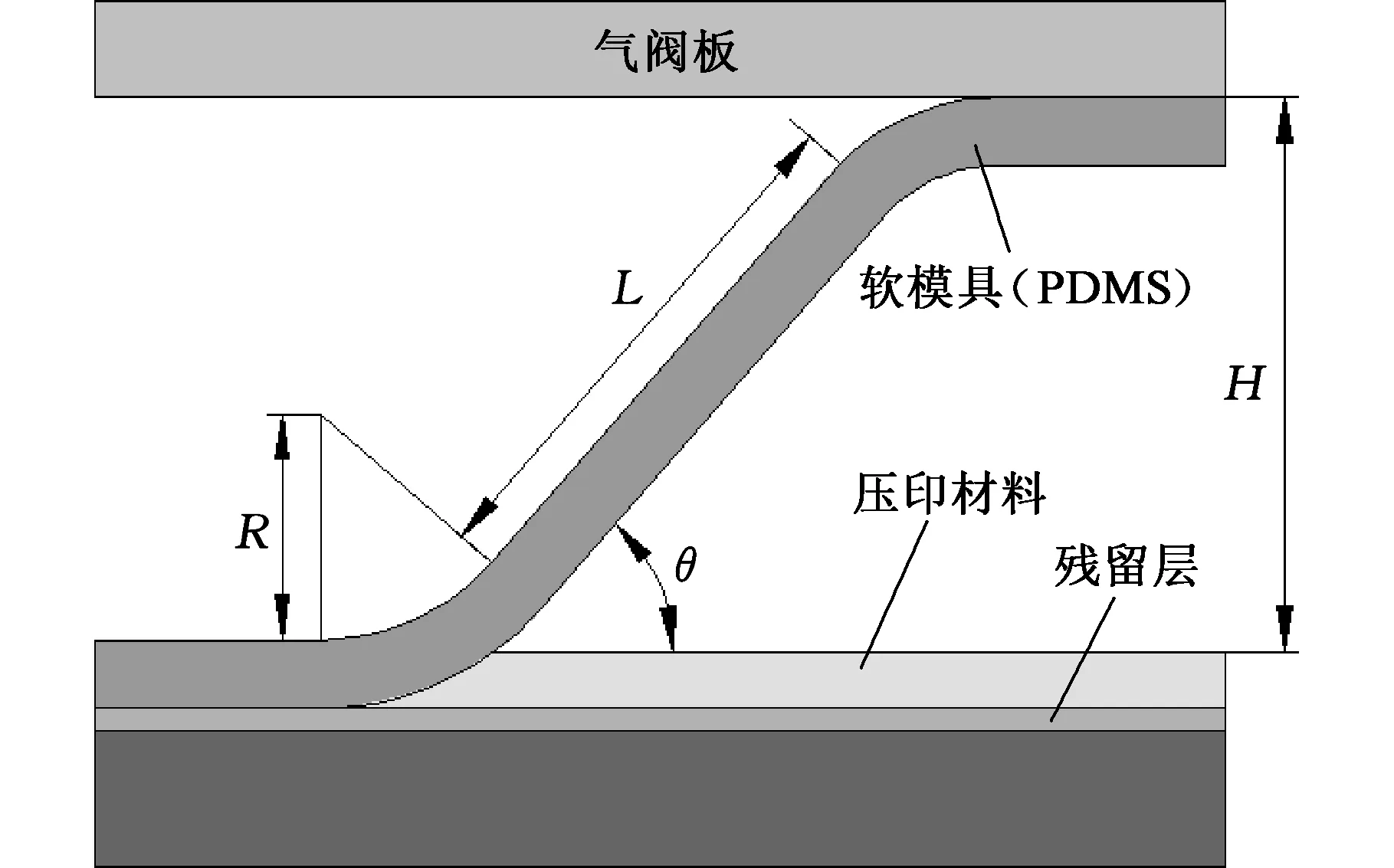
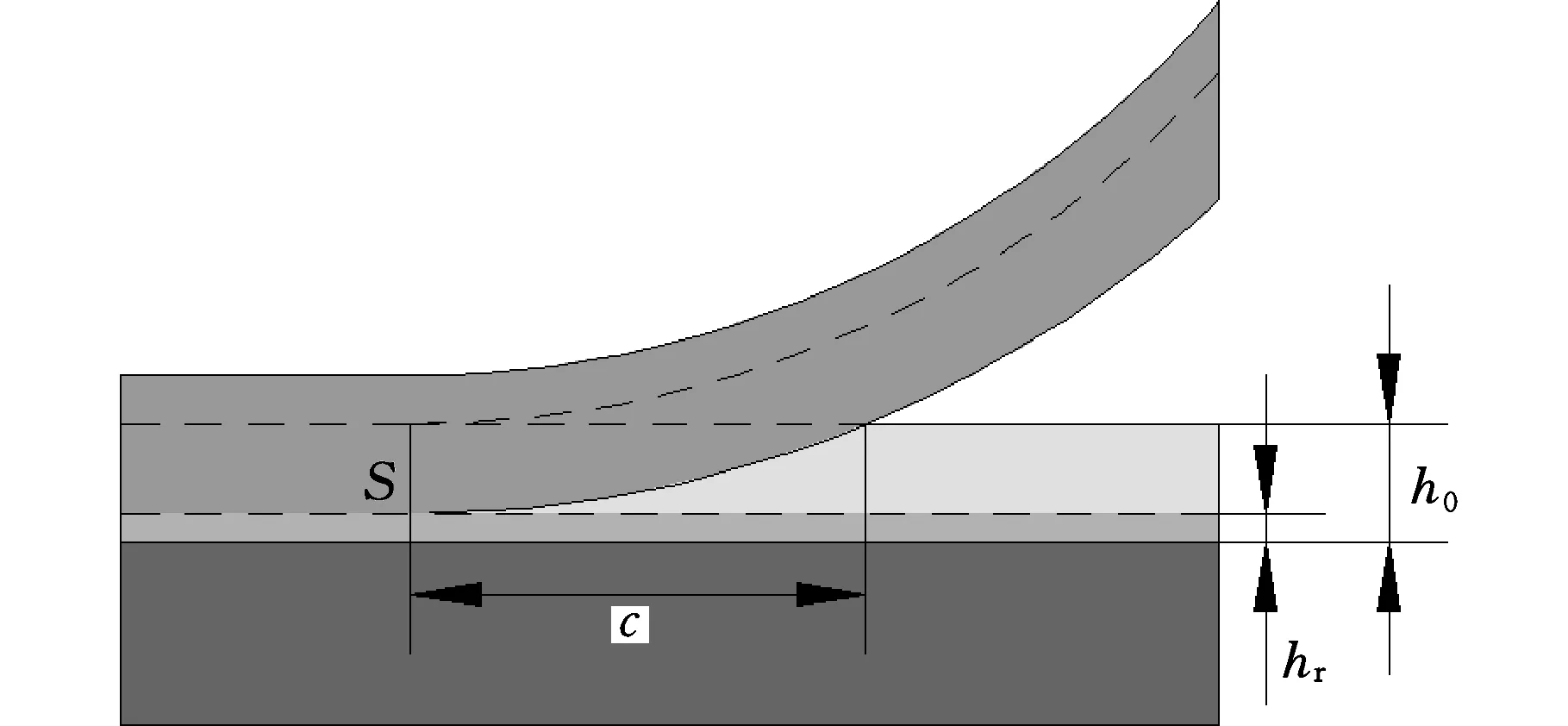
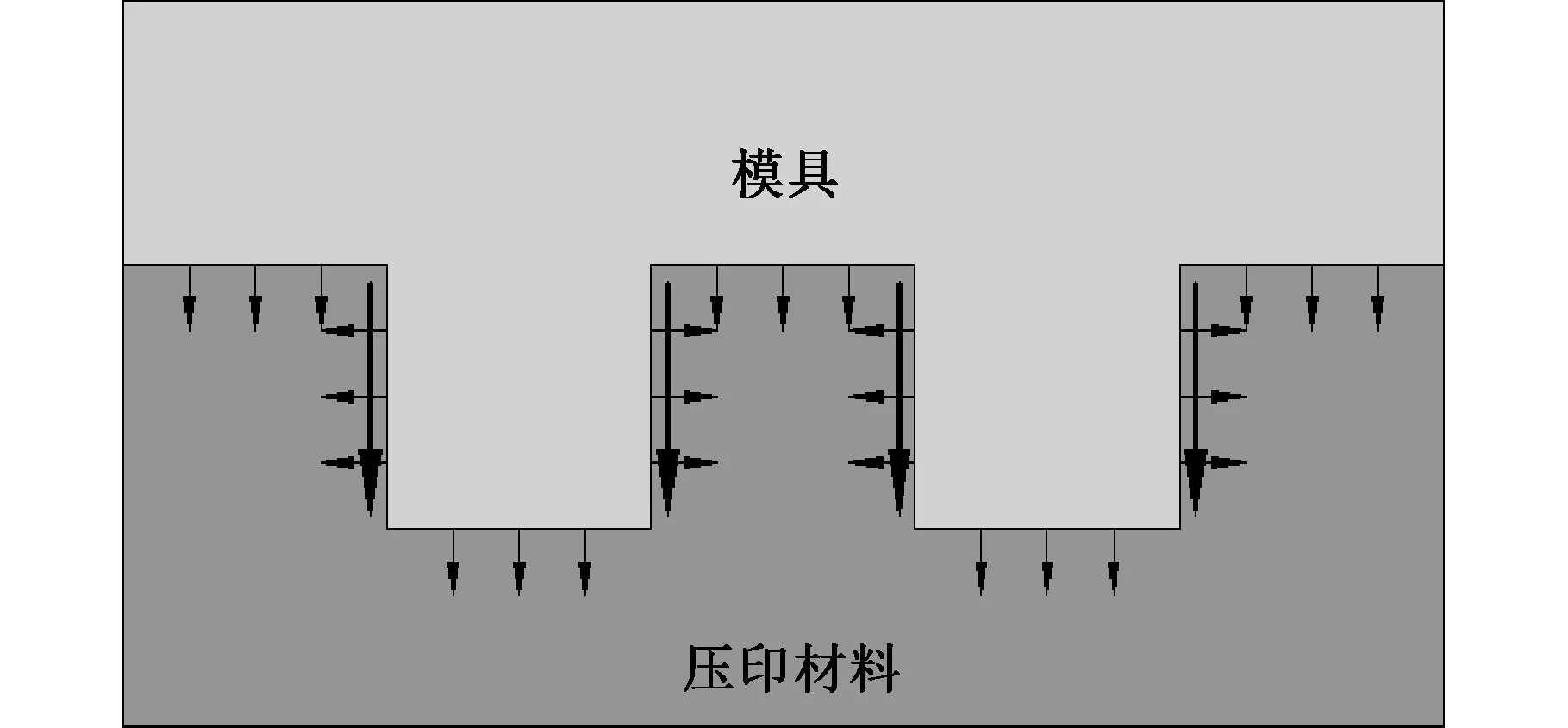
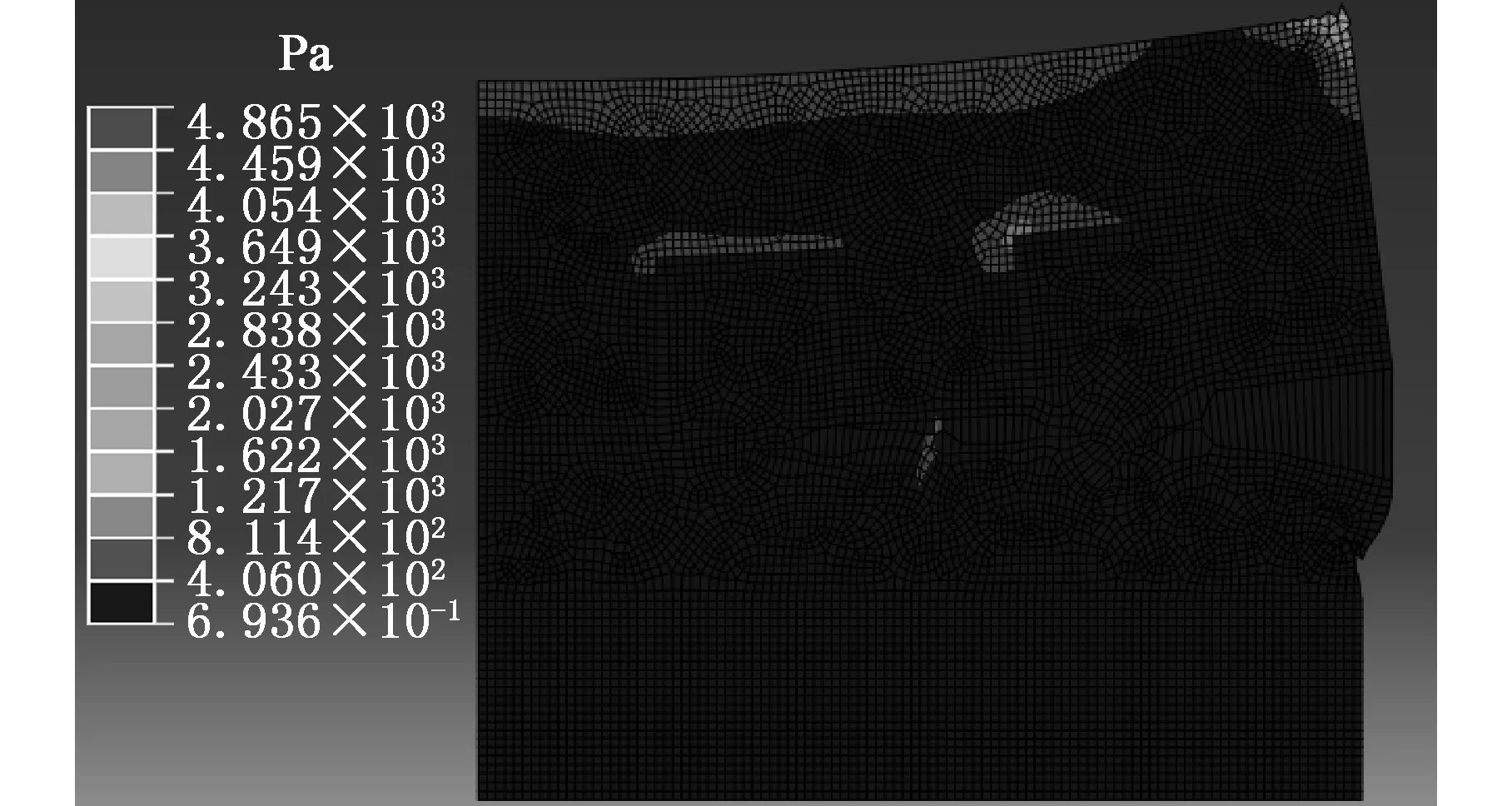
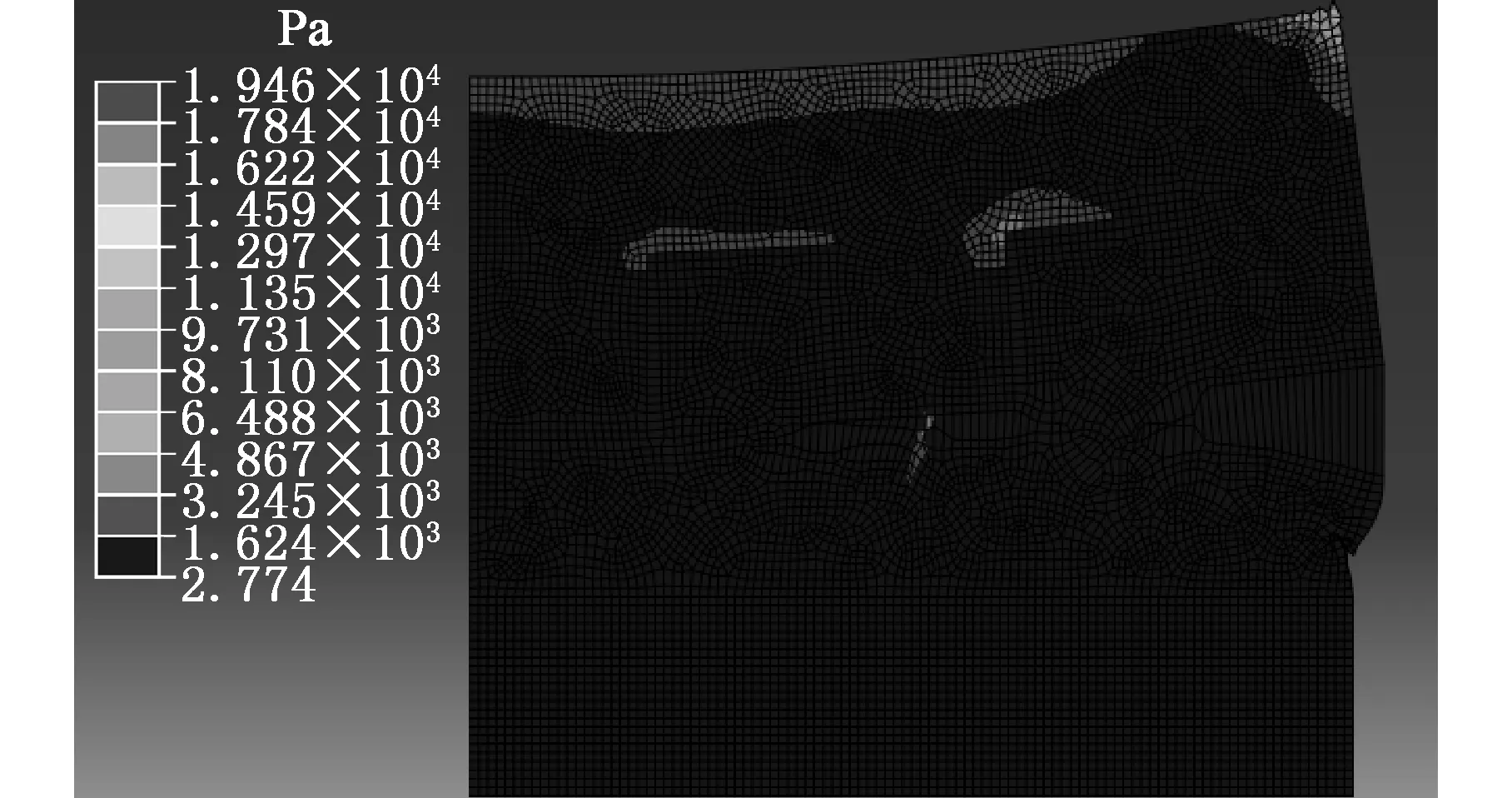
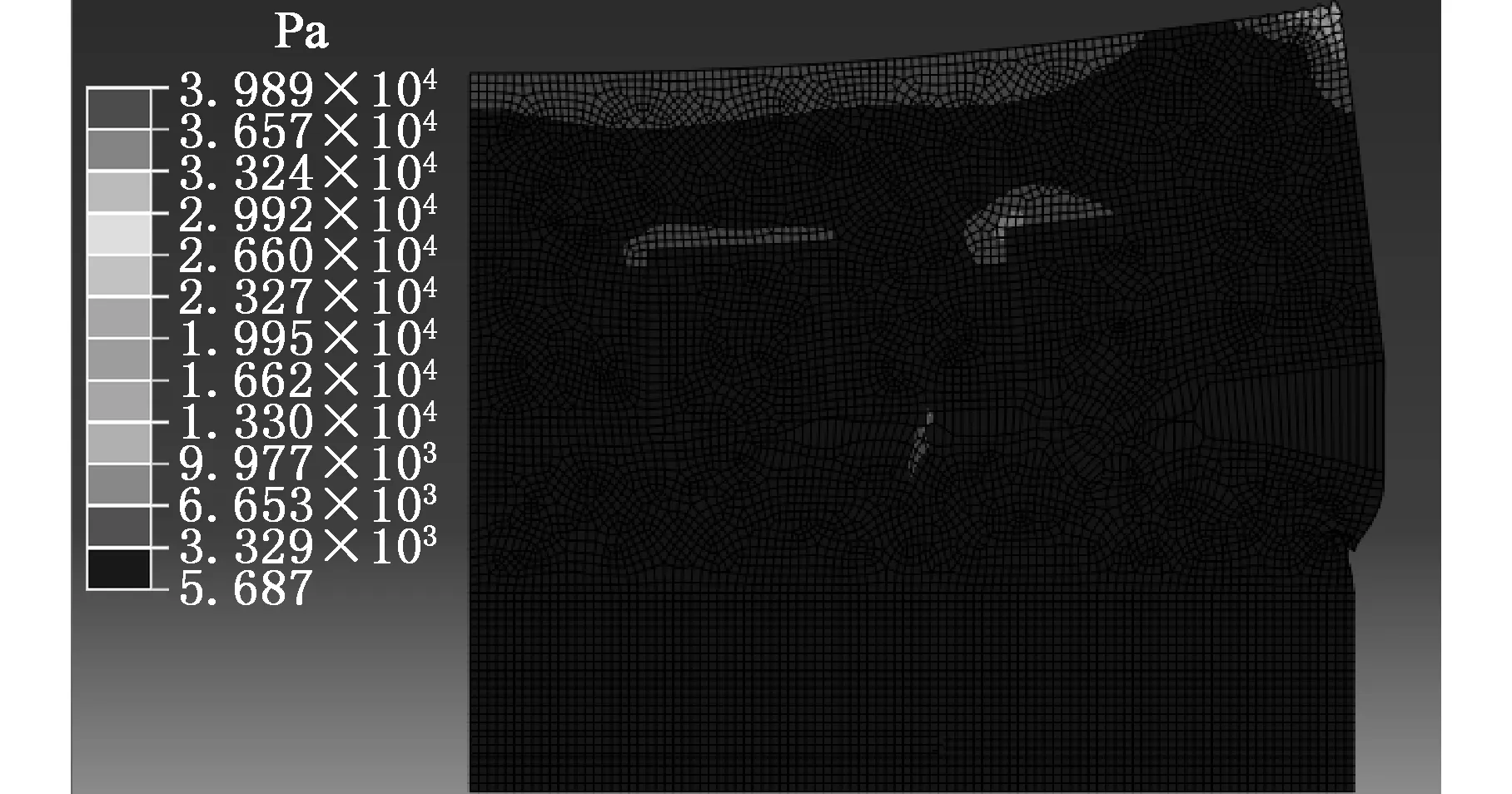
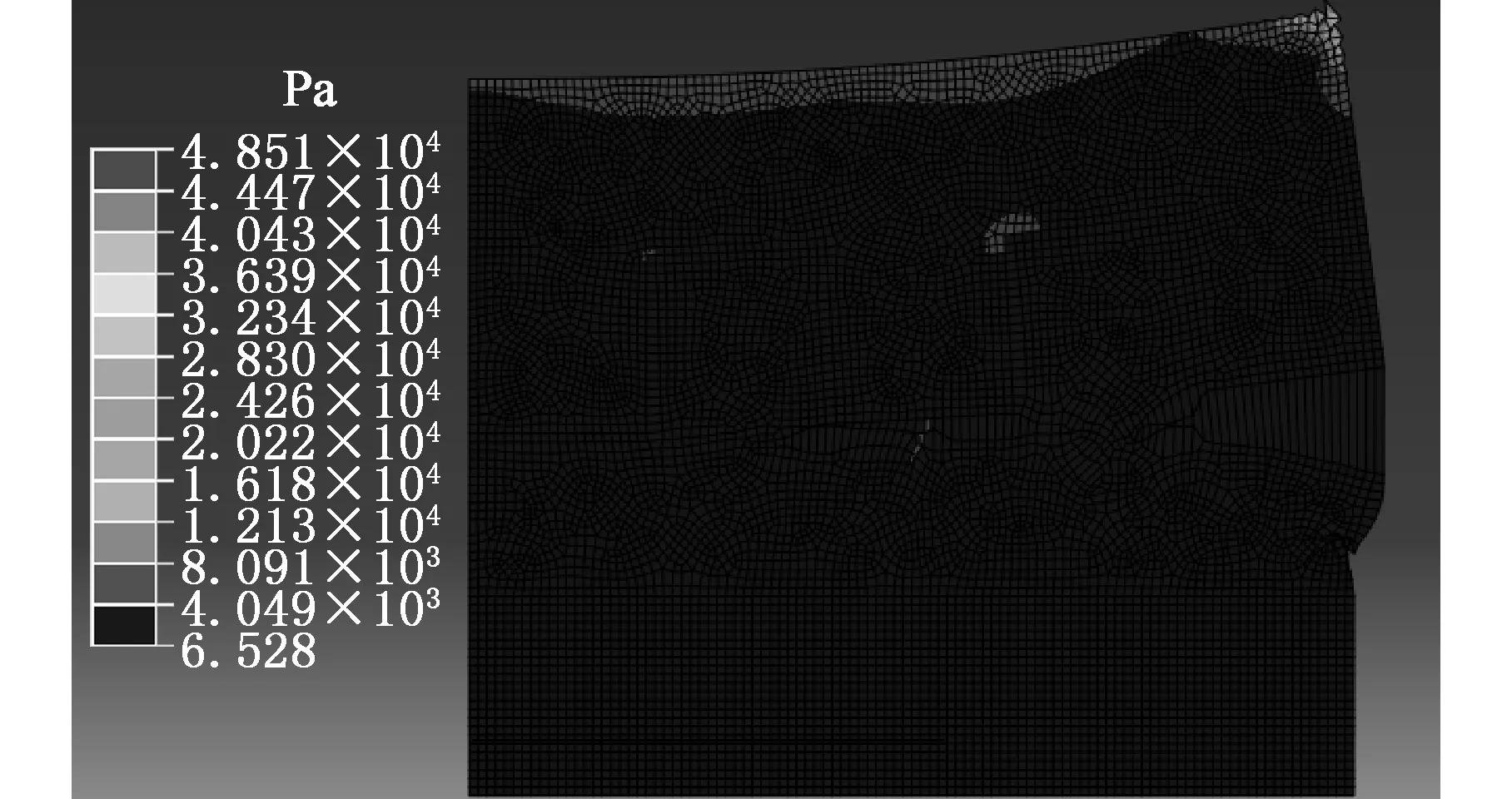
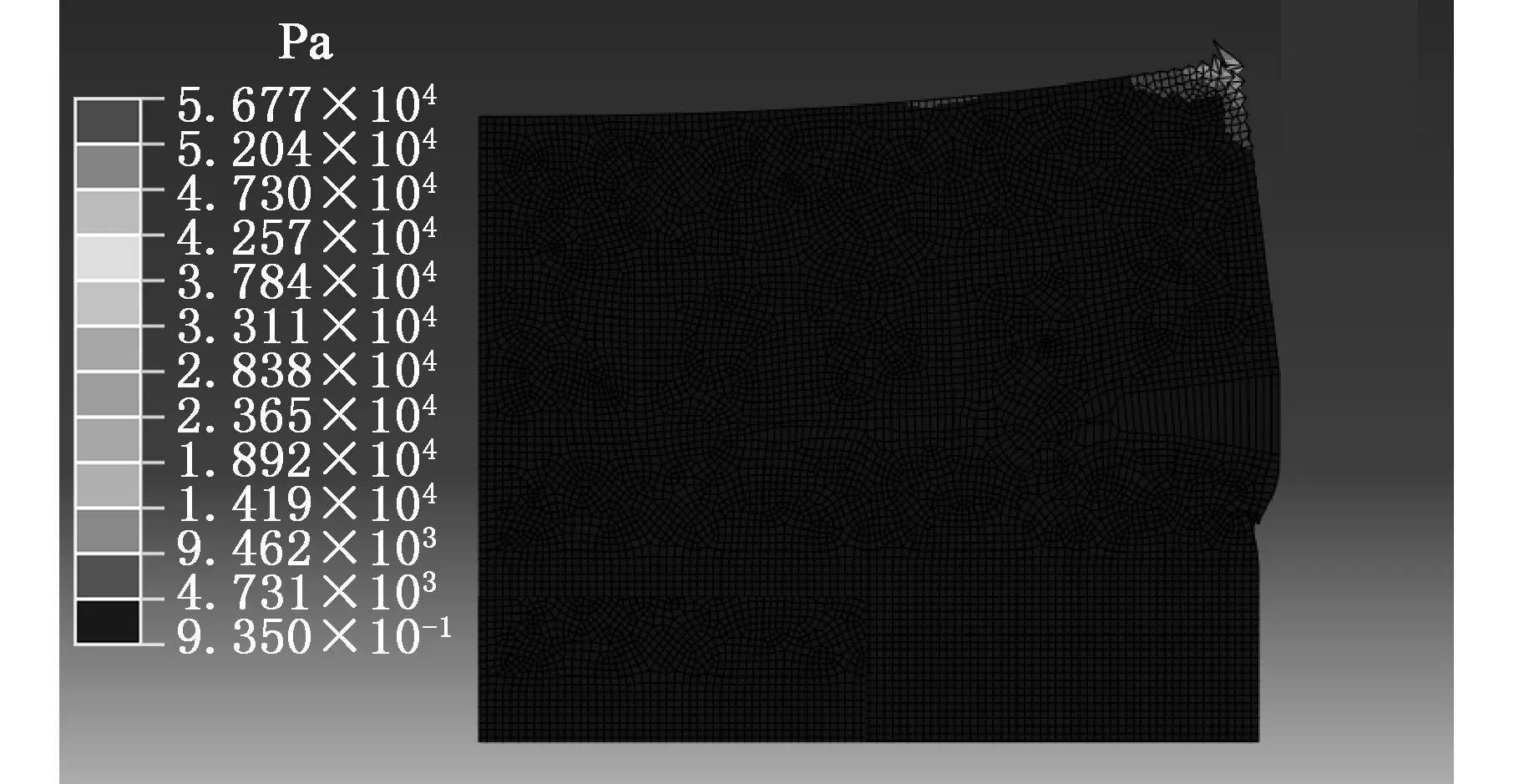
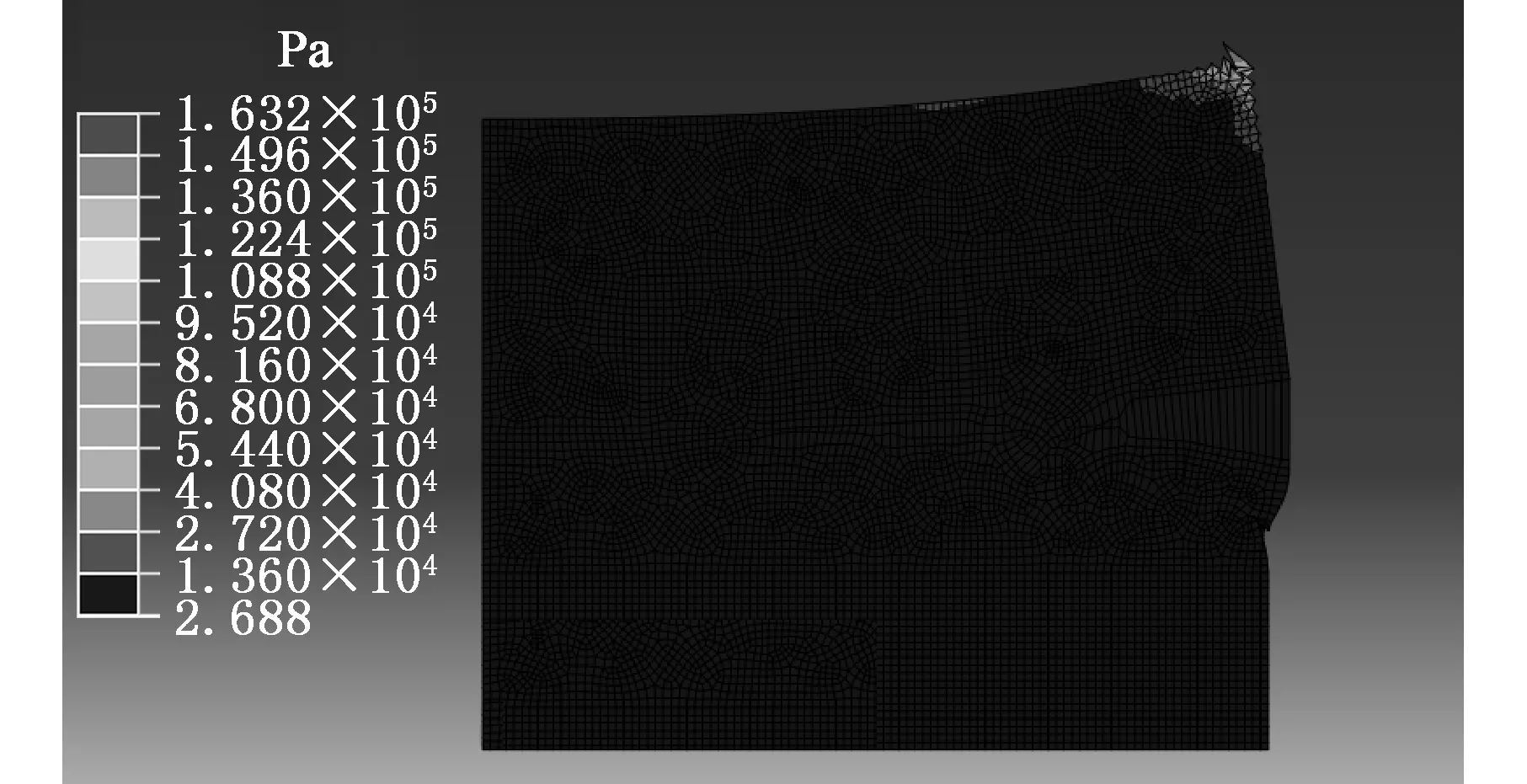
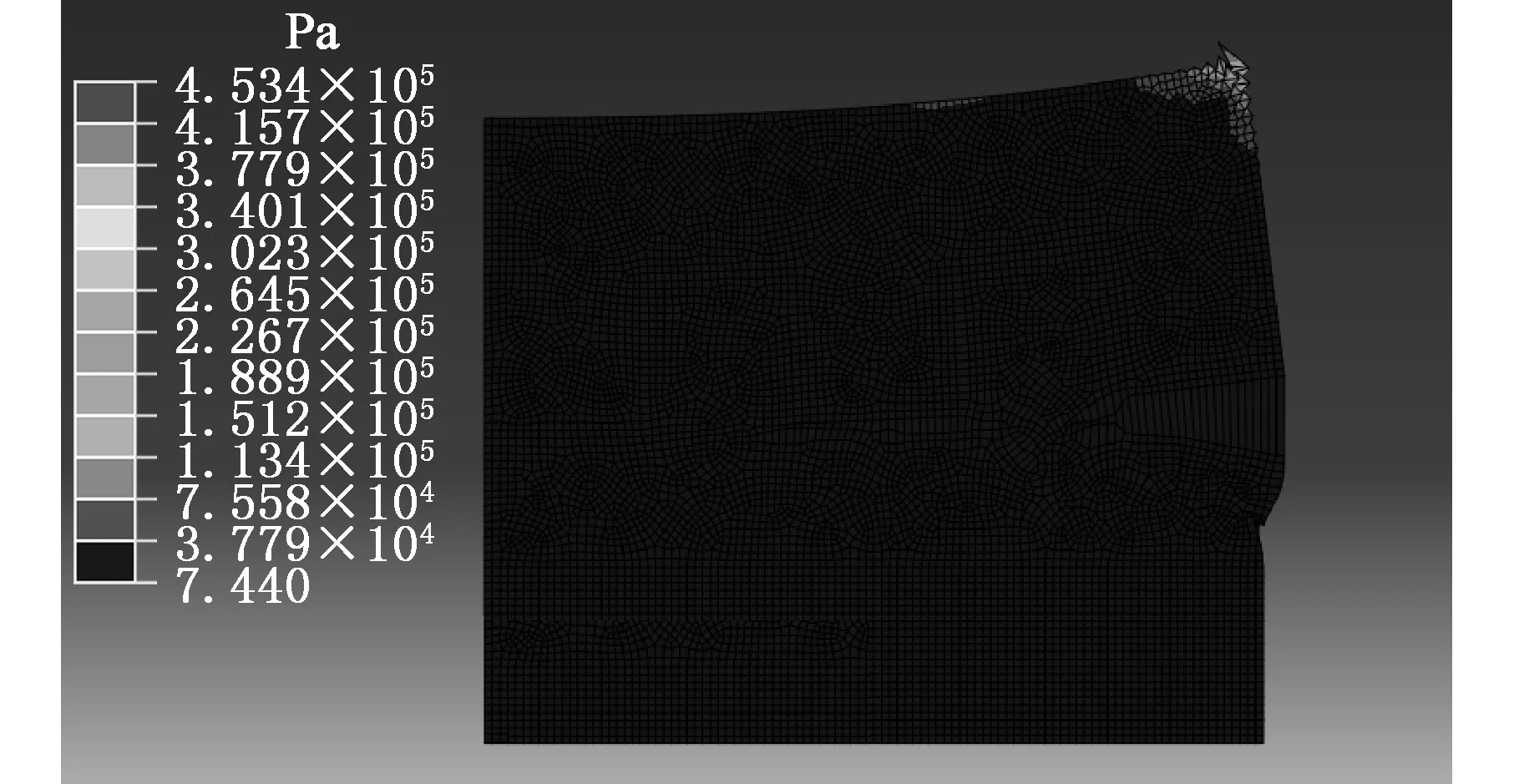
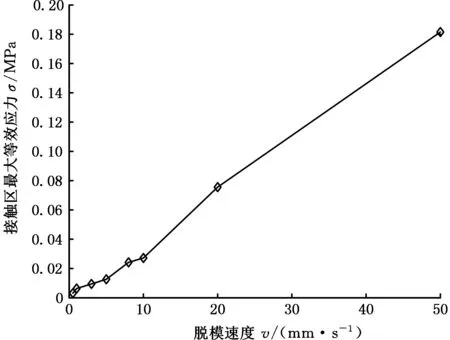
F1 (1) 其中,F(xiàn)1為模具與壓印材料之間的界面黏附力;F2為壓印材料與襯底之間的界面黏附力;F為施加在模具上的脫模力。 脫模實(shí)際上就是破壞模具與壓印材料之間的黏附力,因此首先討論界面黏附力。 1.1.1 界面黏附力 兩相互接觸物體的界面黏附能包含2個(gè)部分:色散分量(dispersioncomponents)和極性分量(polarcomponents),兩分量遵守界面間分子力線性相加原理[6],界面黏附能表示為 (2) 由于固體的表面能難以直接測定,兩接觸固體的界面黏附能一般借助于固液界面黏附能間接求得:即首先通過固液界面接觸角法求得兩固體表面能的極性分量和色散分量,然后再獲得兩固體界面黏附能[7]。具體過程如下: 固液界面黏附能的色散分量和極性分量可由液體表面張力的色散分量和極性分量表示[8],即 (3) 根據(jù)Young方程[9],固液界面黏附能為 Els=γl(1+cosθe) (4) 式中,θe為固液界面接觸角;γl為液體表面張力。 將式(3)、式(4)聯(lián)立方程組,得 (5) 對(duì)于某種確定的固液系統(tǒng),分別測量2種已知表面張力極性分量和色散分量的測試溶液在固體表面的接觸角,然后將其分別代入式(5),聯(lián)立方程組即可求得該固體表面能的色散分量和極性量。 對(duì)于兩固體界面黏附能Eab,根據(jù)SEO等[10]的研究結(jié)果,有下列關(guān)系: (6) 則黏附力與黏附能和接觸長度的關(guān)系為[11] Fab=EabD (7) 式中,F(xiàn)ab為兩固體界面黏附力;D為兩固體接觸線長度。 圖2 脫模微觀結(jié)構(gòu)示意圖Fig.2 The micro-structure of demolding 因此,模具與壓印材料界面黏附力F1以及壓印材料與襯底界面黏附力F2分別為 (8) F2=ErsB (9) 其中,Emr為模具與壓印材料的界面黏附能;Ers為壓印材料與襯底的界面黏附能;Emr和Ers可以用式(6)求出。 1.1.2 氣體輔助脫模力 納米壓印通常采用氣體輔助式脫模,脫模力即為負(fù)壓(真空吸力)所形成的氣壓力,因此為了與傳統(tǒng)機(jī)械式脫模力相區(qū)別,本文所述氣壓式脫模力用符號(hào)P表示。 圖3是揭開式脫模原理圖,圖中各部分及符號(hào)代表的含義如下:H為壓印材料與氣閥板之間的距離,L為脫模力施加長度,θ為脫模角度,R為脫模過程中的折彎半徑。 圖3 揭開式脫模原理圖Fig.3 The schematic diagram of peel-off demolding 圖4為揭開式脫模局部放大圖,其中各符號(hào)含義如下:h0為壓印材料初始厚度,hr為參與圖形轉(zhuǎn)移的壓印材料殘留層的厚度,c為脫模區(qū)間的長度,S為單個(gè)特征圖案側(cè)壁面積。 圖4 揭開式脫模局部放大示意圖Fig.4 The partial enlargement of peel-off demolding 圖5 揭開式脫模微觀示意圖Fig.5 The micro-structure of peel-off demolding 對(duì)于揭開式脫模,主要克服上下表面和側(cè)壁的黏附力以及側(cè)壁的摩擦力(圖5);下面分別討論上下表面和側(cè)壁在脫模過程的能量關(guān)系。 對(duì)于上下表面,能量守恒有下列關(guān)系: (10) 其中,Wp為脫模力對(duì)系統(tǒng)所做的功,Up為儲(chǔ)存的彈性應(yīng)變能,Tp為模具的動(dòng)能,Ep為脫模過程中上下表面不可恢復(fù)消耗功,Ap為水平面接觸總面積。上下表面所需的脫模力P1為 (11) 與上下表面作用機(jī)理不同,側(cè)壁不可恢復(fù)的耗散功Es是由作用在側(cè)壁摩擦耗散的功Ef和克服接觸面黏附作用的功Ea兩部分構(gòu)成,As表示側(cè)壁的總面積。此時(shí)側(cè)壁的能量守恒式為 (12) 側(cè)壁所需的脫模力為 (13) 式中,σ為表面接觸應(yīng)力;μ為摩擦因數(shù)。 式(11)、式(13)中的Wn表示脫模過程中壓印材料與模具的界面黏附能。為了實(shí)現(xiàn)模具與壓印材料的脫離, 脫模過程中不可耗散功E的平均能量釋放率要大于Wn,即有 (14) 其中,E為脫模過程中總的不可恢復(fù)耗散功,E=Ep+Ea;A為脫模過程中模具與壓印材料總的接觸面積,A=Ap+As。 則揭開式脫模所需脫模力P為 (15) 1.2 脫模臨界速度 MEITL等[12]通過研究發(fā)現(xiàn):在脫模過程中,當(dāng)脫模速度較大時(shí),模具與壓印材料有可能作為一個(gè)整體從襯底上被分離,導(dǎo)致脫模失敗。當(dāng)脫模速度降低到某一閾值時(shí),才能確保模具與壓印材料分離,并且壓印材料與襯底之間不分離,實(shí)現(xiàn)成功脫模。為了獲得高的脫模效率,希望脫模速度越快越好;但是,為了確保成功、高質(zhì)量脫模,則脫模速度越慢越好。因此,對(duì)于一個(gè)確定的壓印系統(tǒng)(模具、壓印材料、襯底),存在一個(gè)臨界脫模速度vc,既能保證成功脫模,又能獲得最大的脫模效率。 不同的脫模速度對(duì)脫模結(jié)果的影響可以從能量釋放率的角度進(jìn)行解釋,脫模力與能量釋放率有以下關(guān)系: (16) 其中,G為壓印材料與模具脫離時(shí),不可恢復(fù)消耗功的平均能量釋放速率,K為模具已脫離壓印材料表面的寬度。能量釋放速率G與脫模速度v的表達(dá)式為 (17) 式中,G0為初始能量釋放速率;v0為初始脫模速度;n為換算因子。 臨界速度vc表達(dá)式如下: (18) 脫模初始時(shí),脫模速度趨于0,則動(dòng)能為0;此時(shí)作用在模具上的脫模力沒有使壓印材料與模具產(chǎn)生分離,也沒有發(fā)生彈性變形,故彈性應(yīng)變能U為零。因而外力所做的功全部轉(zhuǎn)化為不可恢復(fù)的耗散功E。因此對(duì)于上下表面,有下列關(guān)系: (19) (20) 和上下表面相同,壓印材料與模具的側(cè)面在初始脫模時(shí)彈性應(yīng)變能U為零,外力所做的功全部轉(zhuǎn)化為不可恢復(fù)的耗散功E,此時(shí)的能量守恒式為 (21) (22) 故脫模初始時(shí),模具與壓印材料分離所需脫模力P0為 (23) 則G0表達(dá)式為 (24) 在式(20)和式(22)~式(24)中,En為壓印材料與模具間的黏附能;由于在速度趨于零時(shí),壓印材料與模具沒有發(fā)生分離,此時(shí)的黏附能En可由式(6)進(jìn)行計(jì)算。 對(duì)于脫模的任意階段,釋放速率G為 (25) 將式(24)、式(25)代入式(18),則臨界速度vc為 (26) 為了進(jìn)一步揭示揭開式脫模的機(jī)理和規(guī)律,下面采用ABAQUS通過數(shù)值模擬的方法研究脫模工藝參數(shù)對(duì)揭開式脫模的影響。 (1)幾何建模。模具材料為PDMS,壓印材料為PUA,兩種材料的基本屬性[13]見表1。襯底材料為藍(lán)寶石。模具特征結(jié)構(gòu)高度hf和寬度w均為2μm。 表1 模具圖形層PDMS和壓印材料PUA主要參數(shù)Tab.1 The main parameters of PDMS and PUA (2)載荷和邊界條件。藍(lán)寶石襯底兩側(cè)施加完全約束,壓印材料與模具兩側(cè)施加X向約束;在模具上表面右上角施加脫模力。 (3)網(wǎng)格劃分。對(duì)于模具與襯底,網(wǎng)格類型由平面應(yīng)變族的四邊形與三角形網(wǎng)格組合構(gòu)成;對(duì)于壓印材料,網(wǎng)格類型由黏性族的四邊形網(wǎng)格構(gòu)成。 2.1 脫模力 在模具右上角分別施加5 N、10 N、15 N、20 N、25 N、30 N 6個(gè)不同數(shù)值的脫模力。不同脫模力作用下脫模系統(tǒng)應(yīng)力云圖見圖6~圖11;模具與壓印材料接觸區(qū)域最大等效應(yīng)力折線圖見圖12。 圖6 脫模力為5 N時(shí)脫模系統(tǒng)應(yīng)力云圖(最大等效應(yīng)力為1.622 kPa)Fig.6 The stress equivalent under 5 N demolding force(the max equivalent stress is 1.622 kPa) 圖7 脫模力為10 N時(shí)脫模系統(tǒng)應(yīng)力云圖(最大等效應(yīng)力為2.920 kPa)Fig.7 The stress equivalent under 10 N demolding force(the max equivalent stress is 2.920 kPa) 圖8 脫模力為15 N時(shí)脫模系統(tǒng)應(yīng)力云圖(最大等效應(yīng)力為4.542 kPa)Fig.8 The stress equivalent under 15 N demolding force(the max equivalent stress is 4.542 kPa) 圖9 脫模力為20 N時(shí)脫模系統(tǒng)應(yīng)力云圖(最大等效應(yīng)力為6.488 kPa)Fig.9 The stress equivalent under 20 N demolding force(the max equivalent stress is 6.488 kPa) 圖10 脫模力為25 N時(shí)脫模系統(tǒng)應(yīng)力云圖(最大等效應(yīng)力為9.083 kPa)Fig.10 The stress equivalent under 25 N demolding force(the max equivalent stress is 9.083 kPa) 圖11 脫模力為30 N時(shí)脫模系統(tǒng)應(yīng)力云圖(最大等效應(yīng)力為13.30 kPa)Fig.11 The stress equivalent under 30 Ndemolding force(the max equivalent stress is 13.30 kPa) 基于以上結(jié)果,得到以下結(jié)論:隨著脫模力增大,模具與壓印材料接觸區(qū)域最大等效應(yīng)力近似呈線性增長。當(dāng)脫模力小于20 N時(shí),接觸區(qū)域最大等效應(yīng)力增長較為緩慢;當(dāng)脫模力大于20 N時(shí),接觸區(qū)域最大等效應(yīng)力增長迅速。因此,脫模力以20 N左右最宜。 2.2 脫模角度 在模具右上角施加大小為20 N的脫模力,脫模角度分別選取0°、30°、45°、60°、90° 5個(gè)角度;不同脫模角度下脫模系統(tǒng)應(yīng)力云圖如圖13~圖17所示;圖18為模具與壓印材料接觸區(qū)域最大等效應(yīng)力折線圖。 圖13 角度為0°時(shí)脫模系統(tǒng)應(yīng)力云圖(最大等效應(yīng)力為12.98 kPa)Fig.13 The stress nephogram under angle 0°demolding angle(the max equivalent stress is 12.98 kPa) 圖14 角度為30°時(shí)脫模系統(tǒng)應(yīng)力云圖(最大等效應(yīng)力為11.84 kPa)Fig.14 The stress nephogram under angle 30°demoldingangle(the max equivalent stress is 11.84 kPa) 圖15 角度為45°時(shí)脫模系統(tǒng)應(yīng)力云圖(最大等效應(yīng)力為8.091 kPa)Fig.15 The stress nephogram under angle 45°demoldingangle(the max equivalent stress is 8.091 kPa) 圖16 角度為60°時(shí)脫模系統(tǒng)應(yīng)力云圖(最大等效應(yīng)力為7.895 kPa)Fig.16 The stress nephogram under angle 60°demoldingangle(the max equivalent stress is 7.895 kPa) 圖17 角度為90°時(shí)脫模系統(tǒng)應(yīng)力云圖(最大等效應(yīng)力為3.242 kPa)Fig.17 The stress nephogram under angle 90°demoldingangle(the max equivalent stress is 3.242 kPa) 基于以上結(jié)果,得到以下結(jié)論:①隨著脫模角度增大,模具與壓印材料接觸區(qū)域最大等效應(yīng)力逐漸減小。②脫模角度由0°增大到30°以及由45°增加大60°時(shí),最大等效應(yīng)力減小較為緩慢;脫模角度由30°增大到45°以及由60°增大到90°時(shí),最大等效應(yīng)力減小較為迅速。③脫模角度為30°時(shí),能夠保證氣閥板與模具有較大的接觸面積(脫模氣壓力源于作用在模具與氣閥板接觸面上的壓強(qiáng))從而使接觸區(qū)域產(chǎn)生較大的等效應(yīng)力;因此,脫模角度以30°最為合適。 2.3 脫模速度 模具右上角施加大小為20 N的脫模力,脫模角度為30°。分別施加0.5 mm/s,1 mm/s,3 mm/s,5 mm/s,8 mm/s,10 mm/s,20 mm/s,50 mm/s不同的脫模速度,不同脫模速度下脫模系統(tǒng)應(yīng)力云圖見圖19~圖26,模具與壓印材料接觸區(qū)域最大等效應(yīng)力折線圖見圖27。 圖19 脫模速度為0.5 mm/s時(shí)脫模系統(tǒng)應(yīng)力云圖(最大等效應(yīng)力為3.154 kPa)Fig.19 The stress nephogram under 0.5 mm/s demoldingvelocity(the max equivalent stress is 3.154 kPa) 圖20 脫模速度為1 mm/s時(shí)脫模系統(tǒng)應(yīng)力云圖(最大等效應(yīng)力為6.308 kPa)Fig.20 The stress nephogram under 1 mm/s demolding velocity(the max equivalent stress is 6.308 kPa) 圖21 脫模速度為3 mm/s時(shí)脫模系統(tǒng)應(yīng)力云圖(最大等效應(yīng)力為9.462 kPa)Fig.21 The stress nephogram under 3 mm/s demolding velocity(the max equivalent stress is 9.462 kPa) 圖22 脫模速度為5 mm/s時(shí)脫模系統(tǒng)應(yīng)力云圖(最大等效應(yīng)力為12.62 kPa)Fig.22 The stress nephogram under 5 mm/s demolding velocity(the max equivalent stress is 12.62 kPa) 圖23 脫模速度為8 mm/s時(shí)脫模系統(tǒng)應(yīng)力云圖(最大等效應(yīng)力為24.18 kPa)Fig.23 The stress nephogram under 8 mm/s demolding velocity(the max equivalent stress is 24.18 kPa) 圖24 脫模速度為10 mm/s時(shí)脫模系統(tǒng)應(yīng)力云圖(最大等效應(yīng)力為27.20 kPa)Fig.24 The stress nephogram under 10 mm/s demolding velocity(the max equivalent stress is 27.20 kPa) 圖25 脫模速度為20 mm/s時(shí)脫模系統(tǒng)應(yīng)力云圖(最大等效應(yīng)力為75.58 kPa)Fig.25 The stress nephogram under 20 mm/s demolding velocity(the max equivalent stress is 75.58 kPa) 圖26 脫模速度為50 mm/s時(shí)脫模系統(tǒng)應(yīng)力云圖(最大等效應(yīng)力為181.5 kPa)Fig.26 The stress nephogram under 50 mm/s demolding velocity(the max equivalent stress is 181.5 kPa) 圖27 不同速度下接觸區(qū)域最大等效應(yīng)力折線圖Fig.27 The max stress line chart under different demolding velocity 基于以上結(jié)果,得到以下結(jié)論:當(dāng)脫模速度小于10 mm/s時(shí),模具與壓印材料接觸區(qū)域最大等效應(yīng)力整體較小且增大比較緩慢;當(dāng)速度大于10 mm/s時(shí),最大等效應(yīng)力整體較大且增大迅速。因此,對(duì)于該脫模系統(tǒng)當(dāng)脫模速度為10 mm/s時(shí),脫模效率最高同時(shí)脫模效果也最好,即脫模臨界速度為10 mm/s。 (1)基于界面黏附能理論,建立了氣體輔助揭開式脫模力預(yù)估模型。基于應(yīng)變能法和脫模過程中能量守恒定律,建立了氣體輔助揭開式脫模臨界脫模速度理論模型。 (2)隨著脫模力的增大,模具與襯底接觸區(qū)域最大等效應(yīng)力近似呈線性增長,本文所述脫模系統(tǒng)的最佳脫模力為20 N。隨著脫模角度增大,接觸區(qū)域最大等效應(yīng)力逐漸減小,本文所述脫模系統(tǒng)中,脫模角度為30°時(shí),能夠保證氣閥板與模具有較大的接觸面積,從而使接觸區(qū)域產(chǎn)生較大的等效應(yīng)力,因此脫模角度以30°最為合適。合適的脫模速度既能保證成功脫模,又能獲得最大的脫模效率,在本文所述脫模系統(tǒng)中,脫模速度為10 mm/s時(shí),能夠同時(shí)保證脫模效率以及脫模質(zhì)量,即脫模臨界速度為10 mm/s。 [1] DIRCKX M E, HARDT D E. Analysis and Characterization of Demolding of Hot Embossed Polymer Microstructures[J]. Journal of Micromechanics and Microengineering. 2011, 21, 085024. [2] SCHICHFT H. Nanoimprint Lithography: an Old Story in Modern Times a Review[J]. Journal of Vacuum Science & Technology B, 2008, 26: 458-480. [3] TRABADELO V, SCHIFT H, MERINO S, et al. Measurement of Demolding Forces in Full Wafer Thermal Nanoimprint[J]. Microelectronic Engineering, 2008, 85: 907-909. [4] ALBORZ A, LEE J J, SUNGGOOK P. Surface Adhesion and Demolding Force Dependence on Resist Composition in Ultraviolet Nanoimprint Lithography[J]. Applied Surface Science, 2011, 258: 1272-1278. [5] DIRCKX M E. Demolding of Hot Embossed Polymer Microstructures[D]. Cambridge: Massachusetts Institute of Technology, 2010. [6] WANG Z, ZHANG J, XING R, et al. Micropatterning of and Organic Semiconductor Microcrystalline Materials OFET Fabrication by “Hot Lift Off”[J]. Journal of the American Chemical Society, 2003, 125:15278-15279. [7] HUNG Y L, CHANG Y Y, WANG M J, et al . A Simple Method for Measuring the Superhydrophobic Contact Angle with High Accuracy[J]. Review of Scientific Instruments, 2010,81(6):65-105. [8] WU S. Polymer Interface and Adhesion[M]. New York: Marcel Dekker Inc., 1982:6-104. [9] 胡福增. 材料表面與界面[M]. 上海:華東理工大學(xué)出版社, 2007: 15-18. HU Fuzeng. The Surface and Interface of Materials[M]. Shanghai: East China University of Science and Technology Press, 2007: 15-18. [10] SEO S M, PARK J J, LEE H H. Micropatterning of Metal Substrate by Adhesive Force Lithography [J]. Applied Physics Letters, 2009, 86 (13):133-114. [11] JIANG W, LIU H, DING Y, et al. Investigation of Ink Transfer in a Roller-reversal Imprint Process [J]. Journal of Micromechanics and Microengineering, 2009,19:015-033. [12] MEITL M A, ZHU Z T, KUMAR V, et al. Transfer Printing by Kinetic Control of Adhesion to an Elastomeric Stamp [J]. Nature Materials, 2006,5:33-38. [13] LAN H, LIU H. UV-nanoimprint Lithography: Structure, Materials and Fabrication of Flexible Molds[J]. Journal of Nanoscience and Nanotechnology, 2013, 13: 3145-3172. (編輯 王艷麗) Mechanism and Laws of Peel-off Demolding for Large-area Nanoimprint Lithography LI Yanqiang LAN Hongbo Nanomanufacturing and Nano-optoelectronics Lab,Qingdao Technological University,Qingdao,Shandong,266033 This paper investigated the mechanism and influencing factors of peel demolding for large-area nanoimprint lithography. A model estimating the air pressure-assisted peel-off demolding forces was established based on the interfacial adhesion energy. A model of predicting the critical speed of air pressure-assisted peel-off demolding was derived by the combination of the strain energy method and the conservation of energy in demolding stage. Furthermore, the influences and laws of the demolding process parameters(demolding force, demolding angle, demolding speed) were revealed by numerical simulation using ABAQUS software. large-area nanoimprint lithography; peel-off demolding; demolding force; demolding speed 2016-04-28 國家自然科學(xué)基金資助項(xiàng)目(91023023,51375250);青島市創(chuàng)業(yè)創(chuàng)新領(lǐng)軍人才計(jì)劃資助項(xiàng)目(13-CX-18) TN305 10.3969/j.issn.1004-132X.2017.04.016 李延強(qiáng),男,1992年生。青島理工大學(xué)機(jī)械工程學(xué)院碩士研究生。主要研究方向?yàn)槲⒓{米制造、納米壓印。蘭紅波(通信作者),男,1970年生。青島理工大學(xué)機(jī)械工程學(xué)院教授、博士研究生導(dǎo)師。E-mail:hblan99@126.com。




2 數(shù)值模擬





3 結(jié)論
猜你喜歡
核科學(xué)與工程(2021年4期)2022-01-12 06:30:26
今日農(nóng)業(yè)(2020年19期)2020-12-14 14:16:52
小學(xué)生必讀(中年級(jí)版)(2020年9期)2020-12-04 02:07:22
當(dāng)代陜西(2020年13期)2020-08-24 08:22:02
制造技術(shù)與機(jī)床(2017年5期)2018-01-19 02:49:17
金秋(2017年4期)2017-06-07 08:22:16
中學(xué)物理·高中(2016年12期)2017-04-22 11:53:03
中國材料進(jìn)展(2016年10期)2016-12-26 06:50:20
濰坊學(xué)院學(xué)報(bào)(2016年2期)2016-12-01 13:00:11
新聞傳播(2015年11期)2015-07-18 11:15:04
