噴吹顆粒鎂鐵水脫硫影響因素的數(shù)值模擬
2017-03-04 05:40:20劉斯文楊世山金文超朱珉逯偉張海濤
山東冶金 2017年1期
關(guān)鍵詞:深度
劉斯文,楊世山,金文超,朱珉,逯偉,張海濤
(1北京科技大學(xué)冶金與生態(tài)工程學(xué)院,北京 100083;2青島特鋼有限公司煉鋼廠,山東青島 260043)
試驗(yàn)研究
噴吹顆粒鎂鐵水脫硫影響因素的數(shù)值模擬
劉斯文1,楊世山1,金文超1,朱珉2,逯偉2,張海濤2
(1北京科技大學(xué)冶金與生態(tài)工程學(xué)院,北京 100083;2青島特鋼有限公司煉鋼廠,山東青島 260043)
在CFD軟件平臺(tái)上進(jìn)行了青鋼新區(qū)噴吹顆粒鎂鐵水脫硫影響因素的數(shù)值模擬,研究了載氣流量、噴槍插入深度、噴嘴直徑、噴嘴夾角對(duì)脫硫過程鐵水罐內(nèi)流場(chǎng)以及混勻死區(qū)的影響。結(jié)果表明,在原有工藝參數(shù)下,隨載氣流量適當(dāng)減小、噴槍插入深度最大、噴嘴直徑稍微增大和噴嘴夾角適當(dāng)增大,均可改善鐵水罐內(nèi)速度場(chǎng)和湍動(dòng)能的分布,減小混勻死區(qū),增加停留時(shí)間。推薦的工藝參數(shù)為載氣流量90 Nm3/h、噴槍插入深度200 mm、噴嘴直徑8 mm、噴嘴夾角60°~90°。
鐵水脫硫;顆粒鎂;噴吹;CFD數(shù)值模擬
1 前言
現(xiàn)在的鋼鐵消費(fèi)市場(chǎng)需要低雜質(zhì)、機(jī)械性能優(yōu)越的產(chǎn)品。硫作為一種有害雜質(zhì)會(huì)造成鋼的脆性,產(chǎn)生鑄坯裂紋,從而影響鋼材的延展性和沖擊韌性等機(jī)械性能,對(duì)鋼的熱加工性能、抗腐蝕性能、焊接性能、力學(xué)性能都有較大影響。鐵水預(yù)處理被認(rèn)為是生產(chǎn)高質(zhì)量純凈鋼的最經(jīng)濟(jì)工藝,其中顆粒鎂脫硫工藝因具有脫硫效果好、脫硫劑消耗量少、脫硫渣量少、鐵損少、設(shè)備投資低等優(yōu)點(diǎn)而廣泛應(yīng)用。
前人已有針對(duì)噴吹顆粒鎂脫硫的數(shù)值模擬研究,Jian Yang[1]通過熱態(tài)實(shí)驗(yàn)研究了噴槍浸入深度對(duì)顆粒鎂脫硫效率的影響;曹興平[2]研究了不同的喇叭型噴槍插入深度對(duì)鐵水罐內(nèi)壓力場(chǎng)、速度場(chǎng)和氣體體積分布的影響;黃群新[3]利用水模擬的方法研究了噴槍槍位、載氣流量等因素對(duì)100 t鐵水罐噴鎂脫硫時(shí)混勻時(shí)間及流場(chǎng)的影響;楊小光等[4]通過數(shù)值模擬研究了青鋼老廠區(qū)喇叭型噴槍插入深度與載氣流量對(duì)鐵水顆粒鎂脫硫的影響。本研究利用CFD系列軟件,通過數(shù)學(xué)方法建立模型,確定離散化方法,ICEM軟件進(jìn)行網(wǎng)格劃分,F(xiàn)luent軟件求解計(jì)算,Tecplot軟件后處理等一系列過程,對(duì)青鋼新區(qū)110 t鐵水罐倒“Y”字型噴槍噴吹顆粒鎂脫硫過程鐵水罐內(nèi)的氣液兩相流場(chǎng)混勻情況以及載氣停留時(shí)間進(jìn)行了數(shù)值模擬探討。
2 數(shù)值模擬條件
2.1 數(shù)值模擬方案
青鋼膠南新區(qū)110 t鐵水罐和倒“Y”字型噴槍尺寸如圖1所示。
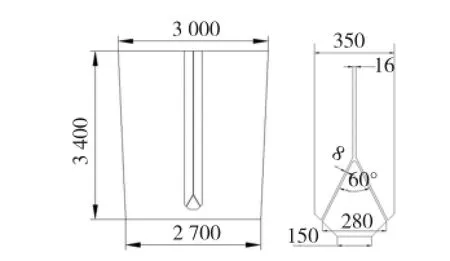
圖1 青鋼110 t鐵水罐及噴槍尺寸
根據(jù)鐵水罐與噴槍尺寸以及現(xiàn)場(chǎng)原有生產(chǎn)工藝參數(shù)(噴吹流量Q0=110 Nm3/h,插入深度H=200 mm,噴嘴直徑d=8 mm,兩噴嘴之間夾角α=60°),結(jié)合老區(qū)100 t鐵水罐“喇叭”型噴槍的數(shù)值模擬和生產(chǎn)經(jīng)驗(yàn)[4],設(shè)計(jì)模擬方案如下:噴吹流量Q0,70、90、110 Nm3/h;噴槍插入深度(離罐底)H,200、300、400 mm;噴槍直徑d,6、8、10mm;噴嘴夾角(兩噴嘴之間)α,30°、60°、90°、180°。
2.2 數(shù)學(xué)以及物理模型
模擬鐵水在靜止?fàn)顟B(tài)下從t=0時(shí)刻開始噴吹到鐵水流動(dòng)相對(duì)穩(wěn)定的過程,不考慮鎂脫硫化學(xué)反應(yīng),不考慮溫度變化對(duì)流動(dòng)的影響,將流場(chǎng)視為非穩(wěn)態(tài)氣液兩相流。
1)質(zhì)量守恒方程。流體流動(dòng)須滿足質(zhì)量守恒定律,在二維直角坐標(biāo)平面內(nèi):

2)動(dòng)量守恒方程(N-S方程):
3)湍流模型。標(biāo)準(zhǔn)k-ε方程,對(duì)于不可壓縮流體,湍流動(dòng)能方程(k方程):

耗散方程(ε方程):


2.3 網(wǎng)格結(jié)構(gòu)與計(jì)算預(yù)處理
模擬采用結(jié)構(gòu)化四邊形網(wǎng)格,在近壁面及邊界處進(jìn)行網(wǎng)格加密處理,如圖2所示。
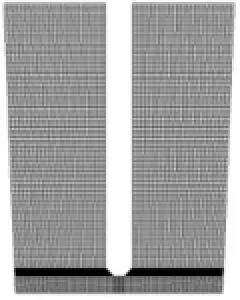
圖2 模擬網(wǎng)格結(jié)構(gòu)
將建立好的網(wǎng)格模型導(dǎo)入fluent軟件中進(jìn)行相關(guān)設(shè)置。鐵水液面按照青鋼新廠實(shí)際情況設(shè)置為距離罐口0.7 m,主要分析鐵水罐內(nèi)的氣液兩相的流動(dòng)過程,忽略顆粒鎂與鐵水的脫硫反應(yīng)以及顆粒鎂對(duì)流動(dòng)的影響,將重力影響因素考慮進(jìn)去。由于氮?dú)鈳缀醪蝗苡阼F水,選擇VOF多相流模型模擬氣液兩相流動(dòng)過程,選擇k-ε湍流模型計(jì)算流體的湍動(dòng)過程,選擇氮?dú)鉃榈?相,鐵水為第2相,其物質(zhì)性質(zhì)按照真實(shí)情況輸入。噴槍入口處選用速度入口,鐵水罐頂端設(shè)置為壓力出口,鐵水罐壁面和噴槍壁面均采用無滑移邊界,用PISO求解器求解,采用瞬態(tài)計(jì)算方法,計(jì)算時(shí)間步長(zhǎng)設(shè)置為0.000 1 s,總的求解時(shí)長(zhǎng)為20 s。
3 數(shù)值模擬結(jié)果及分析
3.1 載氣流量的影響
經(jīng)換算,在實(shí)際狀態(tài)下,不同載氣流量與噴槍出口實(shí)際速度的對(duì)應(yīng)關(guān)系如表1所示。

表1 d=8 mm時(shí),不同載氣量下的噴槍實(shí)際出口速度
在插入深度H=200 mm、噴嘴直徑d=8 mm、噴嘴夾角α=60o時(shí),將計(jì)算所得的速度作為速度入口,輸入到fluent軟件中進(jìn)行計(jì)算。不同載氣流量的氣液兩相圖見圖3。

圖3 H=200 mm、d=8 mm、α=60°時(shí),不同載氣流量的氣液兩相圖
由圖3可看出,在實(shí)際噴吹氣量范圍內(nèi),載氣流量為110 Nm3/h時(shí),鐵水產(chǎn)生了明顯的噴濺,致使鐵水損失。隨著載氣流量的降低,氣體對(duì)鐵水的擾動(dòng)作用逐漸減弱,噴濺減小。
H=200 mm、d=8 mm、α=60°時(shí),不同載氣流量的速度云圖及湍動(dòng)能云圖見圖4、圖5。由圖4、圖5可看出,噴吹流量由110 Nm3/h時(shí)降低到90 Nm3/h,鐵水罐內(nèi)速度<0.5 m/s、湍動(dòng)能<0.3 m2/s2的區(qū)域改變不明顯;噴吹流量從90 Nm3/h降低到70 Nm3/h時(shí),鐵水罐內(nèi)速度<0.5 m/s,湍動(dòng)能<0.3 m2/s2的區(qū)域變大,改變顯著。速度和湍動(dòng)能較大的區(qū)域都在噴槍出口處和噴槍壁附近,隨著噴吹流量的降低,噴槍出口處區(qū)域和噴槍壁附近的速度以及湍動(dòng)能均有所減小。
進(jìn)行數(shù)值量化分析,將鐵水罐內(nèi)速度<0.5 m/s、湍動(dòng)能<0.3 m2/s2定義為混勻死區(qū)。在fulent軟件中計(jì)算混勻死區(qū)的比例。
將VOF模型改為3項(xiàng),添加1相與N2的物理性質(zhì)完全一樣的第3相,在噴吹N2之前,先噴吹第3相物質(zhì)0.1 s,然后停止噴吹第3相物質(zhì),改噴N2,在鐵水罐出口處測(cè)量每10個(gè)時(shí)間步長(zhǎng)間隔,即0.001 s的第3相的濃度。然后導(dǎo)入到Excel中。如果ti時(shí)刻測(cè)得第3相物質(zhì)的濃度為ci,則停留時(shí)間計(jì)算公式為

根據(jù)軟件計(jì)算結(jié)果所得數(shù)據(jù),得到H=200 mm、d=8 mm、α=60°時(shí),鐵水罐內(nèi)死區(qū)比例和氣體停留時(shí)間與載氣流量的關(guān)系見圖6。
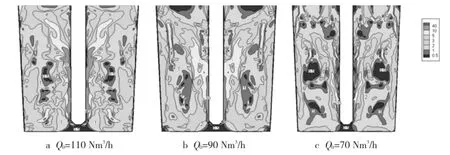
圖4 H=200 mm、d=8 mm、α=60°時(shí),不同載氣流量的速度云圖
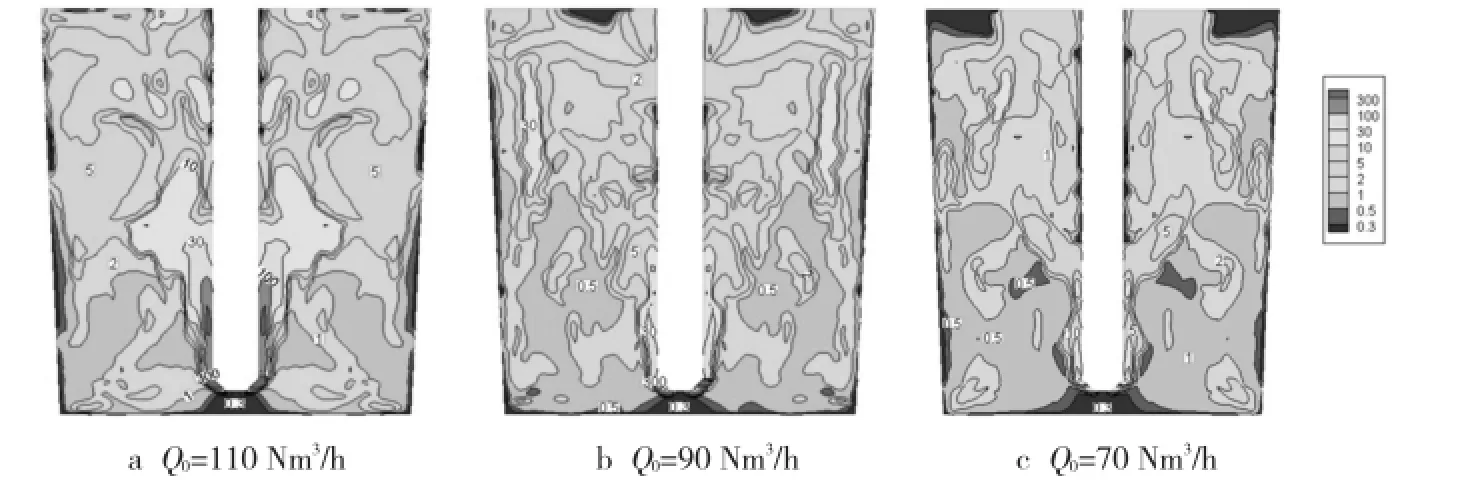
圖5 H=200 mm、d=8 mm、α=60°時(shí),不同載氣流量的湍動(dòng)能云圖

圖6 鐵水罐內(nèi)死區(qū)比例及氣體停留時(shí)間與載氣流量的關(guān)系
由圖6可看出,在標(biāo)準(zhǔn)載氣流量從90 Nm3/h變化到110 Nm3/h的過程中,混勻死區(qū)變化不大,表明在這個(gè)載氣流量的范圍內(nèi),對(duì)整個(gè)鐵水罐內(nèi)流場(chǎng)的混勻死區(qū)的影響并不大。當(dāng)載氣流量降低到70 Nm3/h時(shí),死區(qū)比例明顯增大;隨著載氣流量的增大,氣體的停留時(shí)間變短。
因此,在插入深度為200 mm、噴嘴直徑為8 mm、噴嘴夾角為60°時(shí),隨著載氣量的降低,靠近噴槍壁的區(qū)域速度和湍動(dòng)能逐漸減小,氣體在鐵水罐內(nèi)停留時(shí)間也增長(zhǎng),噴濺減小,但太小的載氣流量則不利于載氣對(duì)鐵水罐內(nèi)流場(chǎng)的攪動(dòng),適宜的載氣流量以90 Nm3/h為宜。實(shí)際生產(chǎn)中應(yīng)在保證不堵槍且噴吹平穩(wěn)的情況下,從目前110 Nm3/h的載氣流量逐漸減少至最佳效果。
3.2 噴槍插入深度的影響
在選取載氣流量為90 Nm3/h、噴嘴直徑8 mm、噴嘴夾角為60°的前提下,通過模擬青鋼新區(qū)的噴槍插入深度分別為距離鐵水罐底200 mm、300 mm、400 mm時(shí)鐵水罐內(nèi)氣液兩相混勻狀況以及速度與湍動(dòng)能分布情況,并通過比較不同插入深度條件下,混勻死區(qū)比例和載氣在鐵水中的停留時(shí)間得到噴槍最優(yōu)插入深度。不同插入深度的速度云圖和湍動(dòng)能云圖見圖7、圖8。
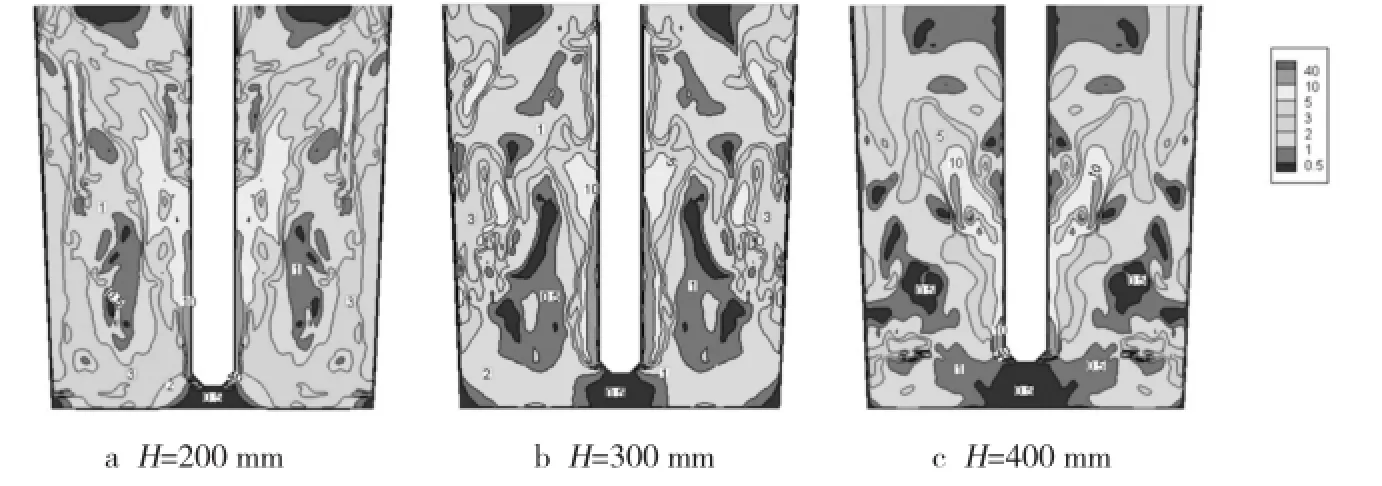
圖7 Q0=90 Nm3/h、d=8 mm、α=60°時(shí),不同插入深度的速度云圖
由圖7、圖8可看出,隨著插入深度變淺,噴槍底部與鐵水罐底部之間的混勻死區(qū)比例逐漸增大,鐵水罐內(nèi)混勻效果變差,載氣對(duì)鐵水的攪拌作用減弱。根據(jù)軟件計(jì)算結(jié)果所得數(shù)據(jù),鐵水罐內(nèi)死區(qū)比例和氣體停留時(shí)間與噴槍插入深度的關(guān)系見圖9,隨著噴槍插入深度的增加,混勻死區(qū)比例減小,氣體停留時(shí)間變長(zhǎng)。因此,推薦最佳的噴槍插入深度為噴槍底部距離鐵水罐底200 mm。
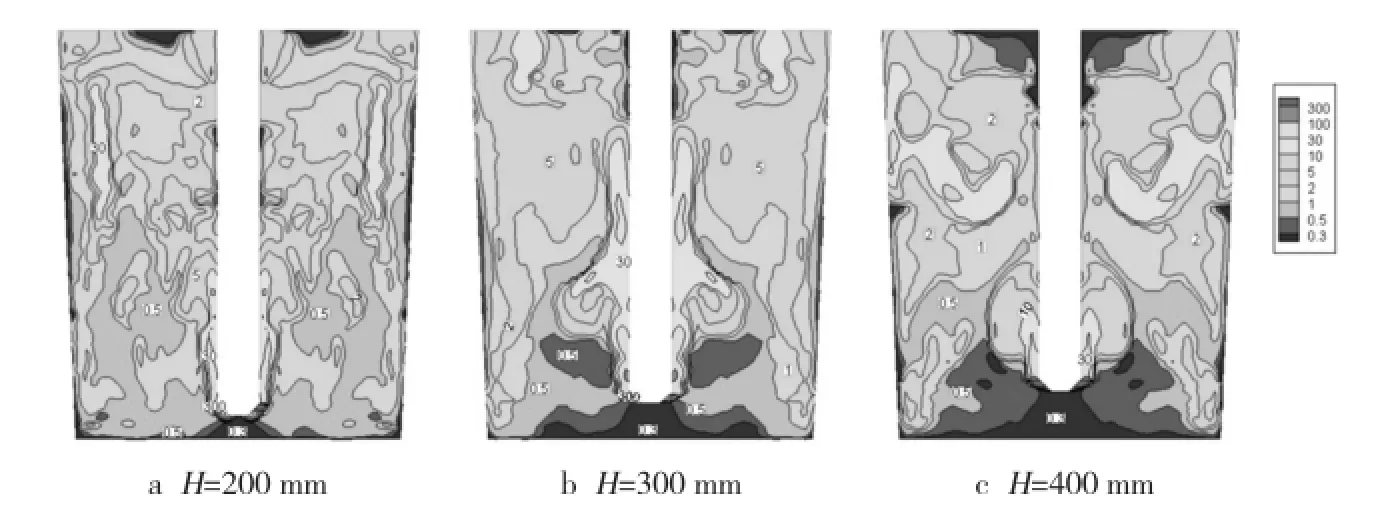
圖8 Q0=90 Nm3/h、d=8 mm、α=60°時(shí),不同插入深度的湍動(dòng)能云圖

圖9 鐵水罐內(nèi)死區(qū)比例及氣體停留時(shí)間與H的關(guān)系
3.3 噴槍噴嘴直徑的影響
通過在CFD軟件平臺(tái)上模擬不同噴槍噴嘴直徑(6 mm、8 mm、10 mm)下,鐵水罐內(nèi)速度與湍動(dòng)能分布情況,并通過混勻死區(qū)比例和氣體在鐵水中的停留時(shí)間研究噴嘴直徑的影響。
選取噴吹流量為90 Nm3/h,插入深度為200 mm,噴嘴夾角為60°。通過實(shí)際狀態(tài)流量與標(biāo)準(zhǔn)狀態(tài)下流量的換算,得出在此條件下不同噴槍噴嘴直徑的實(shí)際出口速度如表2所示。不同噴嘴直徑的速度云圖及湍動(dòng)能云圖見圖10、圖11。

表2 Q0=90 Nm3/h時(shí),不同噴嘴直徑噴槍實(shí)際出口速度
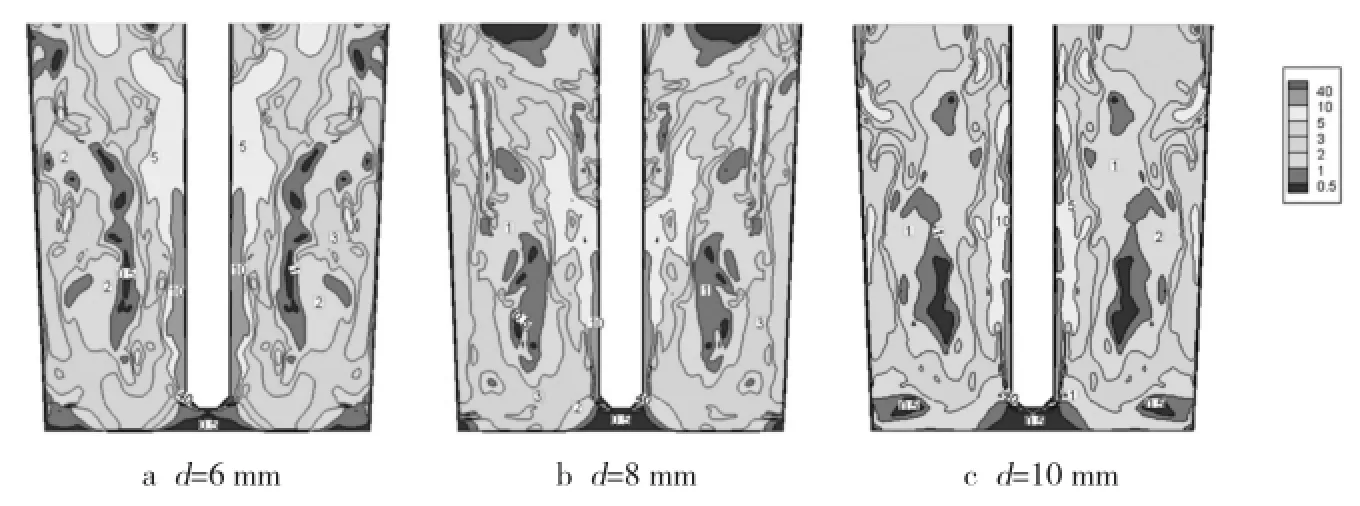
圖10 Q0=90 Nm3/h、H=200 mm、α=60°時(shí),不同噴嘴直徑的速度云圖
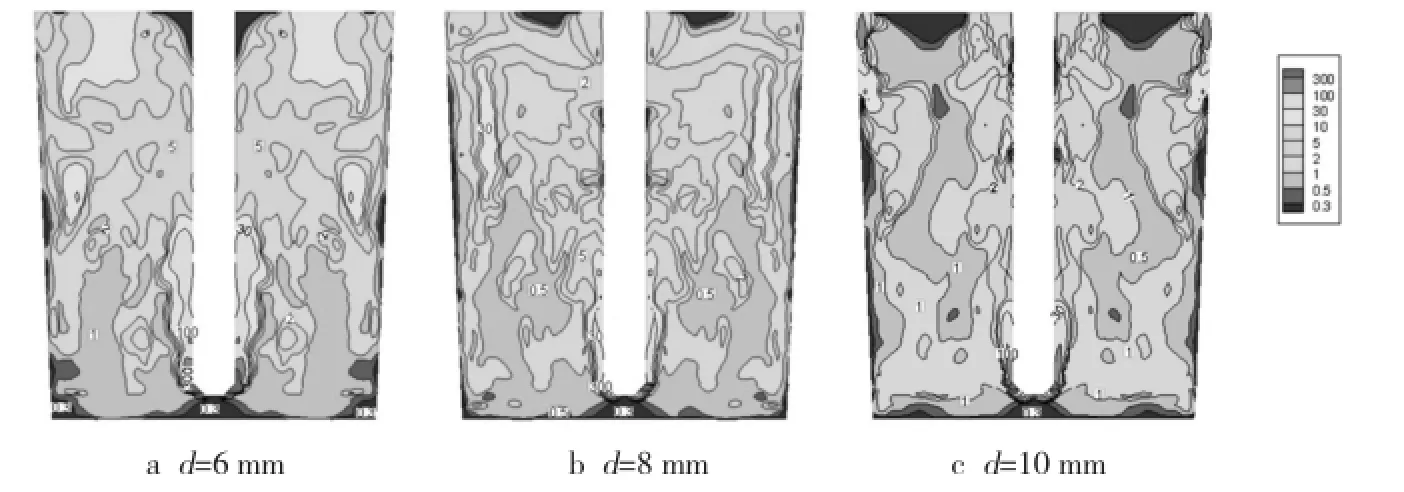
圖11 Q0=90 Nm3/h、H=200 mm、α=60°時(shí),不同噴嘴直徑的湍動(dòng)能云圖
由圖10、圖11可看出,當(dāng)噴嘴直徑為6 mm時(shí),噴槍壁附近的速度和湍動(dòng)能明顯高于噴嘴直徑為8 mm和10 mm時(shí)。d為8 mm和10 mm時(shí),噴槍壁速度等值線和湍動(dòng)能等值線差別不大,但d為10 mm時(shí),噴槍底部的死區(qū)比例有增大的趨勢(shì)。
根據(jù)軟件計(jì)算結(jié)果所得數(shù)據(jù),鐵水罐內(nèi)死區(qū)比例及氣體停留時(shí)間與噴槍噴嘴直徑的關(guān)系見圖12,可以看出,隨著噴嘴直徑的增大,死區(qū)比例有增大的趨勢(shì),但增大的趨勢(shì)不明顯,而氣體停留時(shí)間逐漸延長(zhǎng)。因而在原有的噴槍直徑的基礎(chǔ)上,若載氣量維持不變,則可適當(dāng)增大噴嘴直徑。推薦最佳噴嘴直徑為8 mm。

圖12 鐵水罐內(nèi)死區(qū)比例、氣體停留時(shí)間與d的關(guān)系
3.4 噴槍噴嘴夾角的影響
在載氣流量為90 Nm3/h、噴嘴插入深度為200 mm、噴嘴直徑為8 mm的前提條件下,通過模擬青鋼新區(qū)的倒“Y”型噴槍不同噴嘴夾角α(30°、60°、 90°、180°)下鐵水罐內(nèi)速度與湍動(dòng)能分布情況,見圖13、圖14。并通過比較不同噴槍噴嘴夾角條件下,流場(chǎng)混勻死區(qū)比例和載氣在鐵水中停留時(shí)間(見圖15)來探究噴槍最佳噴嘴夾角。

圖13 Q0=90 Nm3/h、H=200 mm、d=8 mm時(shí),不同噴嘴夾角時(shí)的速度云圖

圖14 Q0=90 Nm3/h、H=200 mm、d=8 mm時(shí),不同噴嘴夾角時(shí)的湍動(dòng)能云圖

圖15 鐵水罐內(nèi)死區(qū)比例、氣體停留時(shí)間與α的關(guān)系
由圖13、圖14可看出,隨著噴嘴夾角的逐漸增大,鐵水噴濺情況有減小的趨勢(shì),噴槍壁附近的氣流強(qiáng)度也逐漸減小。從湍動(dòng)能云圖可看出,在噴嘴夾角為90°和180°時(shí),噴槍底部速度<0.5 m/s、湍動(dòng)能<0.3 m2/s2的區(qū)域比例增大。進(jìn)行數(shù)值量化分析,從圖15可看出,隨著α的增大,混勻死區(qū)的比例有增大的趨勢(shì),特別是從90°增大到180°時(shí),混勻死區(qū)比例增大趨勢(shì)明顯;氣體的停留時(shí)間逐漸變長(zhǎng)。綜合考慮,α以60°~90°為宜。
4.2隨噴槍插入深度增大,鐵水罐內(nèi)混勻死區(qū)減小,氣體停留時(shí)間變長(zhǎng)。建議脫硫噴槍的插入深度為距罐底200 mm。
4.3隨著噴嘴直徑的增大,死區(qū)比例有增大的趨勢(shì);氣體停留的時(shí)間逐漸變長(zhǎng)。因而在原有的噴槍直徑的基礎(chǔ)上,若載氣量維持不變,則可適當(dāng)增大噴嘴直徑。
4.4隨著噴槍噴嘴夾角的增大,鐵水罐整體噴濺減小;混勻死區(qū)的比例有增大趨勢(shì);氣體的停留時(shí)間逐漸變長(zhǎng)。噴槍噴嘴夾角以60°~90°為宜。
4 結(jié)論
4.1噴吹流量110 Nm3/h偏大,噴濺嚴(yán)重。隨著載氣流量的降低,靠近噴槍壁的區(qū)域速度和湍動(dòng)能逐漸減小,氣體在鐵水罐內(nèi)停留時(shí)間也增長(zhǎng),噴濺減小。但過小的載氣流量不利于載氣對(duì)鐵水罐內(nèi)流場(chǎng)的攪動(dòng)。實(shí)際生產(chǎn)中應(yīng)在保證不堵槍且噴吹平穩(wěn)的情況下,從目前的110 Nm3/h逐漸減少載氣流量直至90 Nm3/h。
[1]Jian Yang,Keiji Okumura,Mamoru Kuwabara,etal.Improvement of Desulfurization Efficiency of Molten Iron with Magnesium Vapor Produced In Situ by Aluminothermic Reduction of Magnesium Oxide[J].Metallurgical and Materials Transactions B,2003,34B(5):619-629.
[2]曹興平,王長(zhǎng)勇,杜海濤.噴吹鐵水脫硫過程中氣液兩相數(shù)值模擬研究[J].冶金設(shè)備,2014(特刊1):5-9.
[3]黃群新,倪紅衛(wèi),張華,等.鐵水噴鎂脫硫工藝優(yōu)化[J].煉鋼,2007,23(1):21-23,52.
[4]楊小光,楊世山,李志杰,等.插入深度與載氣流量對(duì)鐵水顆粒鎂脫硫影響的數(shù)值模擬[J].山東冶金,2016,38(2):29-32.
[5]Spalding.D.B.Lectures in Mathematical Models of Turbulence[M].Oxford,London:Academic Press,1972:60-63.
[6]Shao P,Zhang T A,Zhang Z,et al.Numerical simulation on gasliquid flow in mechanical-gas injection coupled stirred system[J].ISIJ International,2014,54(7):1 507-1 516.
Numerical Simulations on the Influence Factors in the Hot Metal Desulfurization by Injecting Granular Magnesium in Qingdao Steel
LIU Siwen1,YANG Shishan1,JIN Wenchao1,ZHU Min2,LU Wei2,ZHANG Haitao2
(1 School of Metallurgical and Ecological Engineering,University of Science and Technology Beijing,Beijing 10083,China; 2 The Steelmaking Plant of Qingdao Special Steel Group,Co.,Ltd.,Qingdao 260043,China)
Computational fluid dynamics(CFD)are carried out to study the Qingdao Steel’s hot metal desulfurization by injecting granular magnesium.Experimental examinations of the influence of lance immersion depth,carrier gas flow rate,Y-style nozzle diameter and Y-style nozzle structure have been conducted to explore the effect of these process parameters on the flow field inside the iron ladle and blending dead zone.The results showed that under the conditions have been given,the dynamics condition,velocity distribution,turbulent kinetic energy and the mean carrier gas residence time of granular magnesium could be improved by increasing insertion depth of injection lance,properly lowering carrier gas flow rate,properly increasing the nozzle diameter and the angel of nozzle.The carrier gas flow rate is suggested to 90 Nm3/h,the desulfurization lance insertion depth is suggested to keep 200 mm from the bottom,Y-style nozzle diameter is suggested to 8 mm,and the optimum angel of nozzle is 60°-90°.
hot metal desulfurization;granular magnesium;injection;CFD simulation
TF704.3
A
1004-4620(2017)01-0027-05
學(xué)會(huì)動(dòng)態(tài)
2016-12-14
劉斯文,男,1992年生,北京科技大學(xué)冶金與生態(tài)工程學(xué)院冶金工程專業(yè)2014級(jí)碩士研究生,研究方向?yàn)闋t渣與高溫反應(yīng)、鐵水預(yù)處理、冶金數(shù)值模擬與過程控制。
猜你喜歡
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2022年6期)2022-06-05 06:50:50
快樂學(xué)習(xí)報(bào)·教育周刊(2022年16期)2022-05-01 21:25:05
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年11期)2020-12-14 06:59:52
藝術(shù)品鑒證.中國(guó)藝術(shù)金融(2018年8期)2019-01-14 01:14:28
藝術(shù)品鑒證.中國(guó)藝術(shù)金融(2018年10期)2019-01-08 02:44:26
藝術(shù)品鑒證.中國(guó)藝術(shù)金融(2018年6期)2019-01-08 02:43:04
藝術(shù)品鑒證.中國(guó)藝術(shù)金融(2018年12期)2018-08-26 06:03:48
新聞傳播(2016年10期)2016-09-26 12:14:59
新聞傳播(2015年10期)2015-07-18 11:05:40
交通建設(shè)與管理(2015年15期)2015-03-20 15:18:57