印制板組件上大型QFP器件灌封工藝研究
2017-02-06 00:55:06楊小健明立文
航天制造技術 2017年6期
關鍵詞:工藝
楊小健 明立文 沈 麗
?
印制板組件上大型QFP器件灌封工藝研究
楊小健 明立文 沈 麗
(北京計算機技術及應用研究所,北京 100854)
介紹了印制板組件上大型QFP器件的灌封工藝技術。針對灌封要求,選用了合適的灌封材料。通過開展優化試驗選擇了最佳的灌封工藝參數,通過改進原灌封工藝方法解決了相應的關鍵技術難題,最終確定了合理的灌封工藝流程。根據灌封樣品的試驗結果,該灌封工藝技術滿足印制板組件的設計要求。
印制板組件;大型QFP器件;灌封工藝

1 引言
在目前常用的電子封裝器件中,四邊扁平封裝(quad flat packaging,QFP)器件因其具有寄生參數小、適合高頻率使用、操作方便、可靠性高等優點,成為現代電子產品中重要的表面組裝元器件[1],其引腳間距有0.8mm、0.65mm、0.5mm、0.3mm。在印制板組件上貼裝、焊接QFP封裝器件,其焊點和引腳承擔著傳遞電信號、提供散熱途徑、結構保護與支撐等作用。然而對于大型28mm×28mm的QFP封裝器件,由于其重量大、引腳纖細柔軟,在隨機振動載荷的應力場條件下,引腳極易發生變形、斷裂,因此往往需要對大尺寸QFP封裝器件進行局部灌封加固處理, 以此提高器件抗沖擊振動、抗惡劣環境的能力。
2 大型QFP器件故障模式
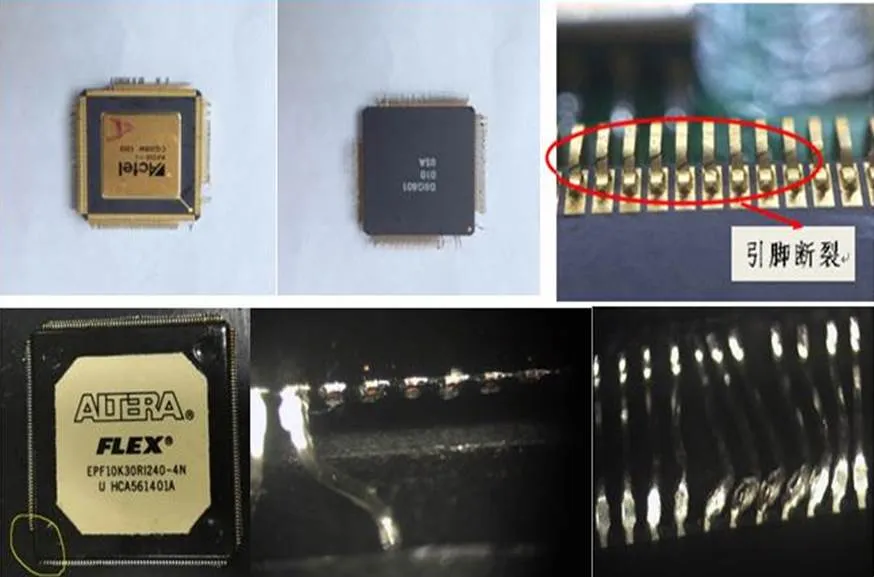
圖1 大型QFP器件引腳斷裂
某產品在隨機振動試驗后出現故障,經檢查發現,產品內部印制板組件上的大型QFP器件部分引腳斷裂,如圖1所示。經分析,印制板組件上大型QFP器件的布局位置在應力集中區域,在隨機振動載荷條件下,在斷裂處引腳的鍍層與內部制材保持完好的界面,屬于引腳材質脆性斷裂。以208個引腳的大型QFP器件(QFP208,其封裝尺寸為28mm×28mm,引腳間距0.5mm)為對象,開展灌封工藝研究。
3 大型QFP器件灌封工藝
印制板組件上元器件加固方法一般采用機械加固和灌封膠加固兩種,其作用都是強化印制板組的整體性,降低器件引腳所承受應力,提高產品對外來沖擊、震動的抵抗力[2,3]。由于大型QFP器件引腳數量多,引腳細間距小、引腳極易發生變形,機械加固方式需要的加固空間大,并且容易引起引腳變形,難以實施。灌封加固工藝更加靈活,且具有良好的絕緣、防震和隔離作用,可以將外界因素的不良影響降低到最低,所以灌封工藝在電子產品的加固,尤其是大型元器件的加固應用更加廣泛,起著越來越重要的作用。
3.1 灌封材料
3.1.1 灌封材料的選擇
借鑒以往各類灌封膠使用經驗,對三種可能適宜的灌封膠開展了試驗,試驗情況見表1,最終選擇效果俱佳的GN-512有機硅凝膠。
表1 灌封膠選擇試驗
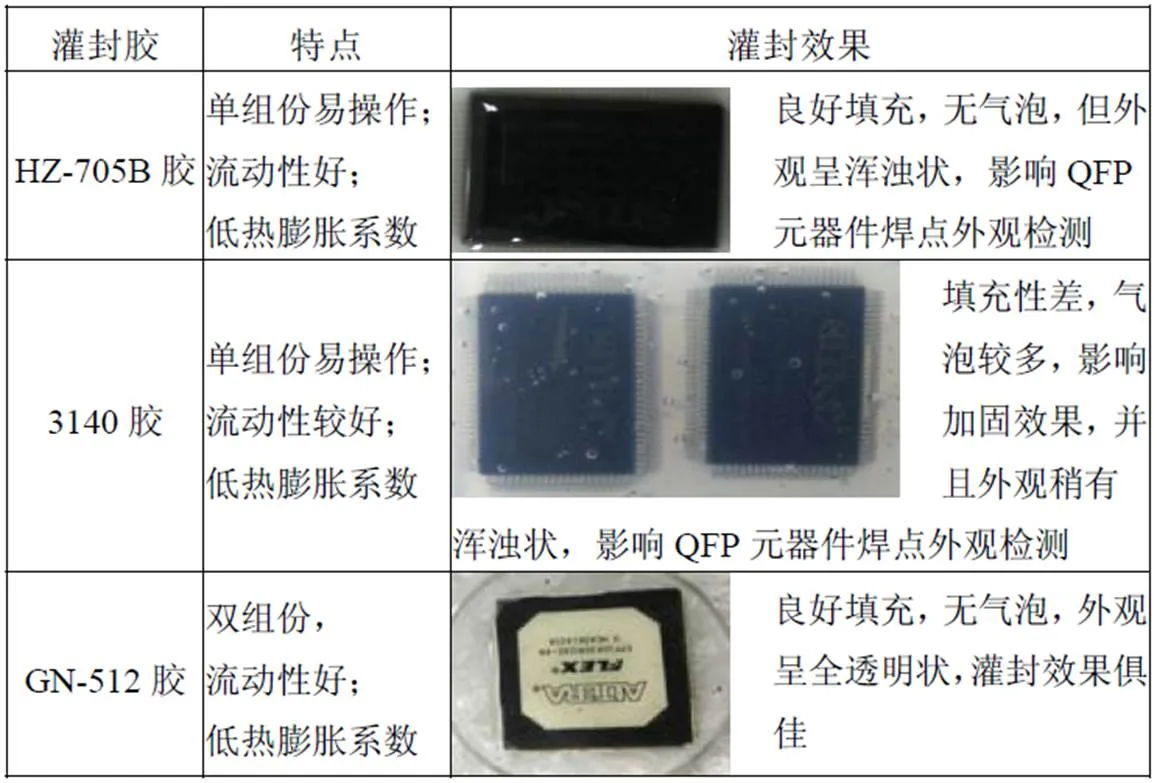
GN-512有機硅凝膠灌封有以下主要特點:耐高低溫性能好,可在-60~180℃范圍內長期使用;電性能好,抗電暈性和耐電弧性好;防潮、耐腐蝕、耐老化;彈性好,能吸收震動和抗沖擊;固化后收縮率小,全透明,易于觀察和維修。
3.1.2 灌封膠固化機理
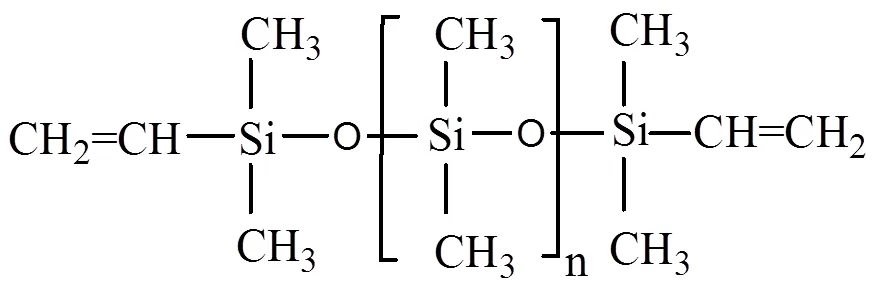
GN-512有機硅凝膠主要由甲基含氫硅油(M組分)和含有催化劑的甲基乙烯基硅油(N組分)組成。N組分的甲基乙烯基硅油是硅凝膠的主材,分子結構如下:
M組分的甲基含氫硅油是硅凝膠的交聯劑,分子結構如下:
在催化劑的催化下,氫向乙烯基加成而變成高分子質量、透明的彈性體,反應如下:

3.1.3 灌封膠參數優化
依據固化反應機理,對配膠質量比、固化溫度、固化時間、抽真空時間等影響GN-512硅凝膠固化性能的參數開展正交試驗,建立4因素3水平表(表2),利用L9(34)正交表確定試驗方案(表3、表4)。
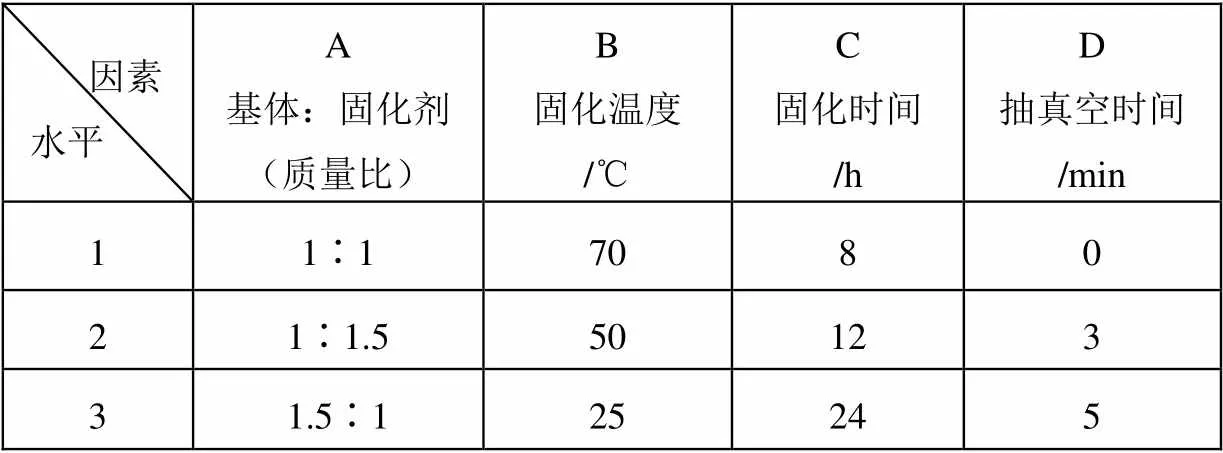
表2 正交試驗因素水平表
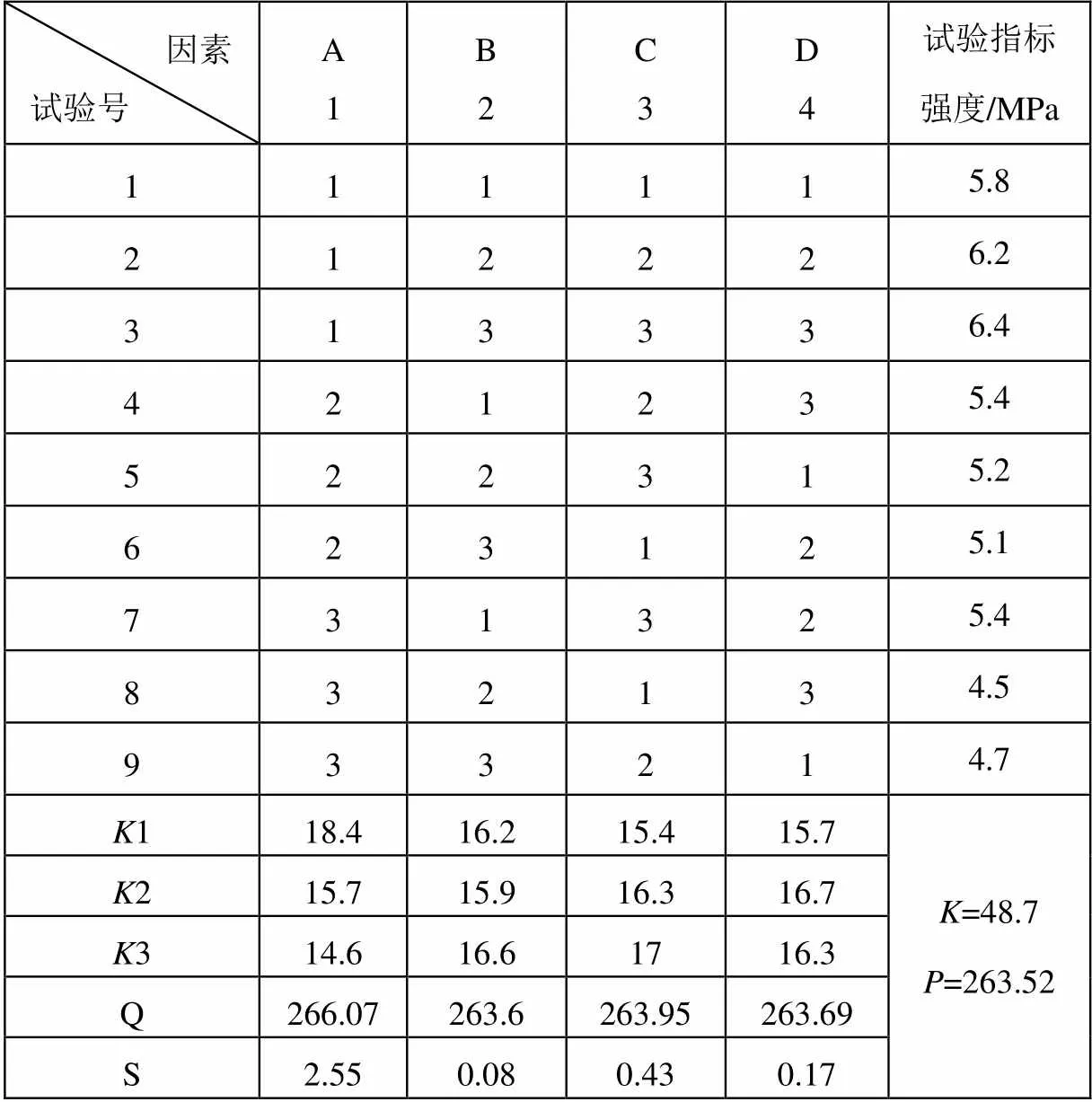
表3 L9(34)正交表試驗方案及結果
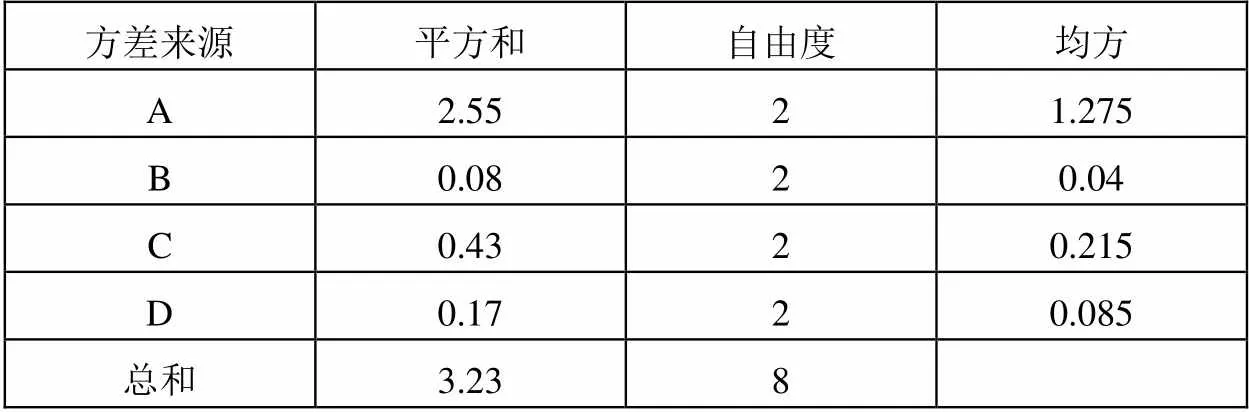
表4 方差分析表
判斷因素影響的主次是根據方差分析的均方大小,均方大的為主要因素,均方小的是次要因素。因此影響GN-512硅凝膠固化性能的因素主次是:因素A膠的配比是最主要因素,其次是固化時間和抽真空時間,而固化溫度影響最小,選擇每個因素K1、K2、K3、K4中最大的水平,即:A1B3C3D2,A1固化劑(質量比1∶1) B3固化溫度(25℃)C3固化時間(24h)D2抽真空時間(3min)。可以看出,在確定質量配比和固化時間之后,固化溫度對硅凝膠固化性能的影響減弱,由于加熱固化對印制板組件上各類元器件可靠性會產生影響,因此選擇室溫條件固化GN-512硅凝膠更切合實際,操作性強。
對A1B3C3D2組合進行了3次驗證試驗,試驗結果如表5所示。

表5 驗證試驗結果
依據試驗結果,最終確定GN-512硅凝膠技術條件:基體∶固化劑=1∶1,固化溫度室溫25℃,固化時間24h,抽真空時間3min。
3.2 灌封關鍵工藝技術
結合我單位對電子器件灌封工藝技術的研究,探索出了一條行之有效的工藝方法,取得了較好的應用效果,確定了大型QFP器件局部灌封工藝流程為灌封準備→鑄模→配膠→灌封→真空脫泡→凝膠固化→整修。
3.2.1 灌封準備
QFP器件采用回流焊接后,焊點表面經常會吸附著一層助焊劑,含有機和無機的污染物,不清洗會降低GN-512硅凝膠的粘接強度,嚴重的會導致膠體在粘結面無法完全固化。因此在QFP回流焊接時使用免清洗焊料,灌封前采用半水清洗印制板組件清洗。
3.2.2 鑄模
GN-512灌封膠具有優越的流動性,對QFP器件局部灌封前必須圈定灌封區域。傳統方法是利用工裝制作專用樣條,樣條高度滿足灌封覆蓋器件的高度要求,然后按灌封區域對樣條進行手工折彎成形,將樣條先用灌封膠粘固到印制板組件板面上,待樣條粘固固定后再進行區域內部的灌封,如圖2所示,這種手工搭建灌封區域的過程復雜,并且灌封后外觀質量差,一致性差。
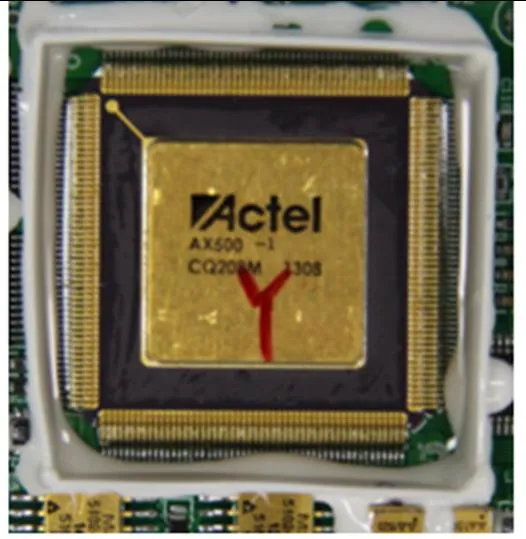
圖2 手工搭建灌封區域的方法
改進鑄模圍墻方法,采用點膠機設備精確鑄模圍墻,這種方法是利用點膠機程序控制鑄模圍墻的路徑和高度,自動化鑄模,通過設定程序循環次數達到精確控制鑄模高度,使鑄模膠在鑄模路徑上一層一層地累加高度,循環一次高度增加一層,直至滿足QFP器件灌封高度要求。選擇不流動的塑性膠,其特點是點膠后形狀不會發生變化和流動變形。鑄模效果如圖3所示,點膠機精確鑄模示例如圖4所示。
圖3 鑄模效果圖

圖4 點膠機精確鑄模示例
3.2.3 配膠
將GN-512硅凝膠的A組份和B組份按質量比1∶1用天平稱取,放置于干凈的燒杯內混合,用玻璃攪棒攪拌均勻,至不應存在淺色條紋或斑紋,混合膠液呈灰色。攪拌均勻的膠液置于真空干燥箱內在真空表讀數0.1MPa的條件下抽出氣泡,反復進行,直至無氣泡。
3.2.4 灌封及真空脫泡
由于GN-512硅凝膠具有優越的流動性,可使用注射器手工灌注,灌封樣件按注膠口位置傾斜放置,然后將配制好的灌封膠沿鑄模圍墻一側內壁緩緩連續灌注,避免裹進氣泡,膠液流速均勻,并且緩慢減小樣件傾斜角度,直至滿足灌封高度。
氣泡的存在除了影響美觀,還嚴重影響灌封組件的使用可靠性。灌封后將組件置于真空干燥箱內在真空表讀數0.1MPa的條件下抽出氣泡,反復進行“抽-放-再抽”操作2~3次,表面的氣泡可用大頭針挑掉。
4 灌封驗證結果
大型QFP器件采用GN-512硅凝膠灌封后,外形美觀,一致性非常好,灌封區域全透明狀態,不影響焊點外觀檢測,極易適合大批量生產加工,如圖6所示。樣件按表6振動試驗條件進行了隨機振動試驗,引腳焊點合格,經X光判查引腳狀態良好,無斷裂情況出現,如圖7所示。有效提高印制板組件在復雜和惡劣環境下的可靠性,進一步保障了電子整機的質量。
圖6 半自動灌封效果

表6 隨機振動試驗條件
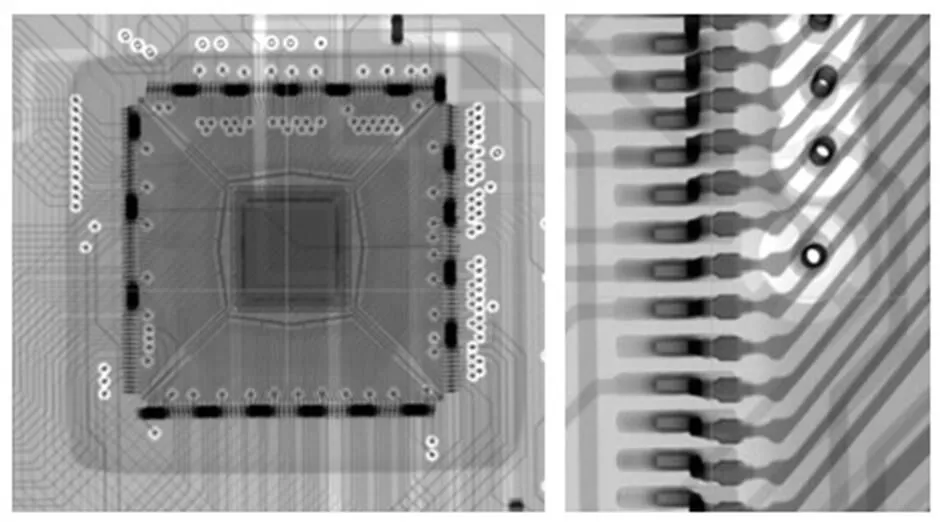
圖7 振動試驗后焊點情況
5 結束語
在印制板組件上裝焊QFP封裝器件,其焊點和引腳主要承擔著傳遞電信號、提供散熱途徑、結構保護與支撐等作用。然而尺寸較大的QFP封裝器件由于其重量大、引腳纖細柔軟,在隨機振動載荷下的應力場條件下,引腳極易發生變形、斷裂。本文采用灌封技術進行印制板組件上大型QFP封裝器件的加固處理,通過實驗選擇了合適的灌封膠和灌封工藝參數,并采用的灌封工藝操作簡單,外形美觀,產品一致性非常好,極適合大批量生產加工,有效提高印制板組件在復雜和惡劣環境下的可靠性,進一步保障了電子整機的質量。
1 崔海坡,恩清. 不同結構參數下QFP封裝的隨機振動分析[J]. 焊接學報,2015,36(11):21~24
2 羅剛. 電子器件灌封材料的現狀及發展趨勢[J]. 實驗科學與技術,2010,8(3):20~22
3 馮傳均,王傳偉,戴文峰,等. 高壓模塊的有機硅凝膠灌封工藝設計與改進[J]. 電子工藝技術,2015,36(1):51~53
Study on Potting Technology of Large-sized QFP Device on Printed Circuit Board Assembly
Yang Xiaojian Ming Liwen Shen Li
(Beijing Institute of Computer Technology and Application,Beijing 100854)
The potting technology of large-sized QFP device is described in details. The silicone gel was selected as potting material according to the characteristics of large-sized QFP device. The potting process parameters were selected by optimization test, the potting method was improved to solve the corresponding key technical problems of the potting process, and the reasonable potting process was determined. The experimental results of potting samples show that the potting technology is able to meet the design requirements for printed circuit board assembly.
printed circuit board assembly;large-sized QFP device;potting technology
楊小健(1986),工程師,應用化學專業;研究方向:電氣互聯工藝技術。
2017-11-07
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
