航天典型殼段加工智能生產線總體方案探索
2017-02-05 12:53:18董建濤
航天制造技術 2017年6期
王 慶 陳 寧 劉 輝 董建濤 謝 辰 高 晶
?
航天典型殼段加工智能生產線總體方案探索
王 慶 陳 寧 劉 輝 董建濤 謝 辰 高 晶
(首都航天機械公司,北京 100076)
根據《中國制造2025》對航天裝備智能制造的發展要求,基于航天典型殼段產品的生產加工過程特點,探討了典型殼段加工智能生產線的建設思路以及部分關鍵技術,并提出了典型殼段加工智能生產線總體框架與建設方案。
殼段加工; 智能制造; 智能生產線; 建設方案

1 引言
伴隨載人航天、月球探測等重大工程的開展,我國航天工業重大工程型號種類和數量逐年增加、系統復雜程度越來越高、研制與生產并重形勢日益嚴峻。面對航天制造呈現出的研制周期短、多型號并舉、質量可靠性要求高、研制和批產并存等特點,傳統的航天研制生產模式已經無法滿足生產要求,殼段產品加工能力瓶頸尤為突出[1,2]。
典型殼段屬航天產品的核心部件,質量要求高、結構復雜、生產周期長,性能優劣直接影響飛行器的性能和飛行成敗,其加工質量與效率一直制約著航天企業制造能力的提升。當前國外航空航天與軍工企業在相關制造領域均已開展智能制造能力建設,因此我國航天制造企業急需大力推進智能化制造,通過智能生產線建設,提升典型產品快速研制能力[3~5]。
2 殼段加工智能生產線總體建設方案
航天典型殼段產品結構復雜、易變形且特征集成度高,長期以來一直面臨多品種、小批量、研制與批產混線的生產現狀,屬典型的離散式制造模式,通過適用于離散制造模式的殼段加工智能生產線的建設與探索,可提高研制快速響應速度及批產任務按需交付進度。圖1所示為智能生產線總體框架,主要包括智能工藝、智能裝備、智能物流和智能管控等關鍵技術。
在智能生產線物聯信息采集系統的構建過程中,通過信息采集系統直接獲取制造資源的物理數據,感知系統狀態信息,并同步實施高維異構數據處理、結構轉換、存儲與分析。在高速工業互聯網的支撐下,通過互聯互通技術在智能生產線各系統之間實現縱向、橫向和端到端數據傳輸,同時為上下游部門提供數據服務,實現產品的狀態數據實時查詢與追蹤功能,為生產線智能決策與管控、制造資源狀態信息同步追蹤和產品全生命周期管理提供數據支持。智能管控系統通過物聯信息采集系統感知生產線運行狀態,實時學習并修正過程數據,自累積并完善工藝數據庫,在智能決策的基礎上通過致動器作用于物理世界,實施虛擬信息向現實世界的轉化,實現智能信息在整體殼段在制造過程中的成果應用[6,7],具體智能生產線總體架構包括:
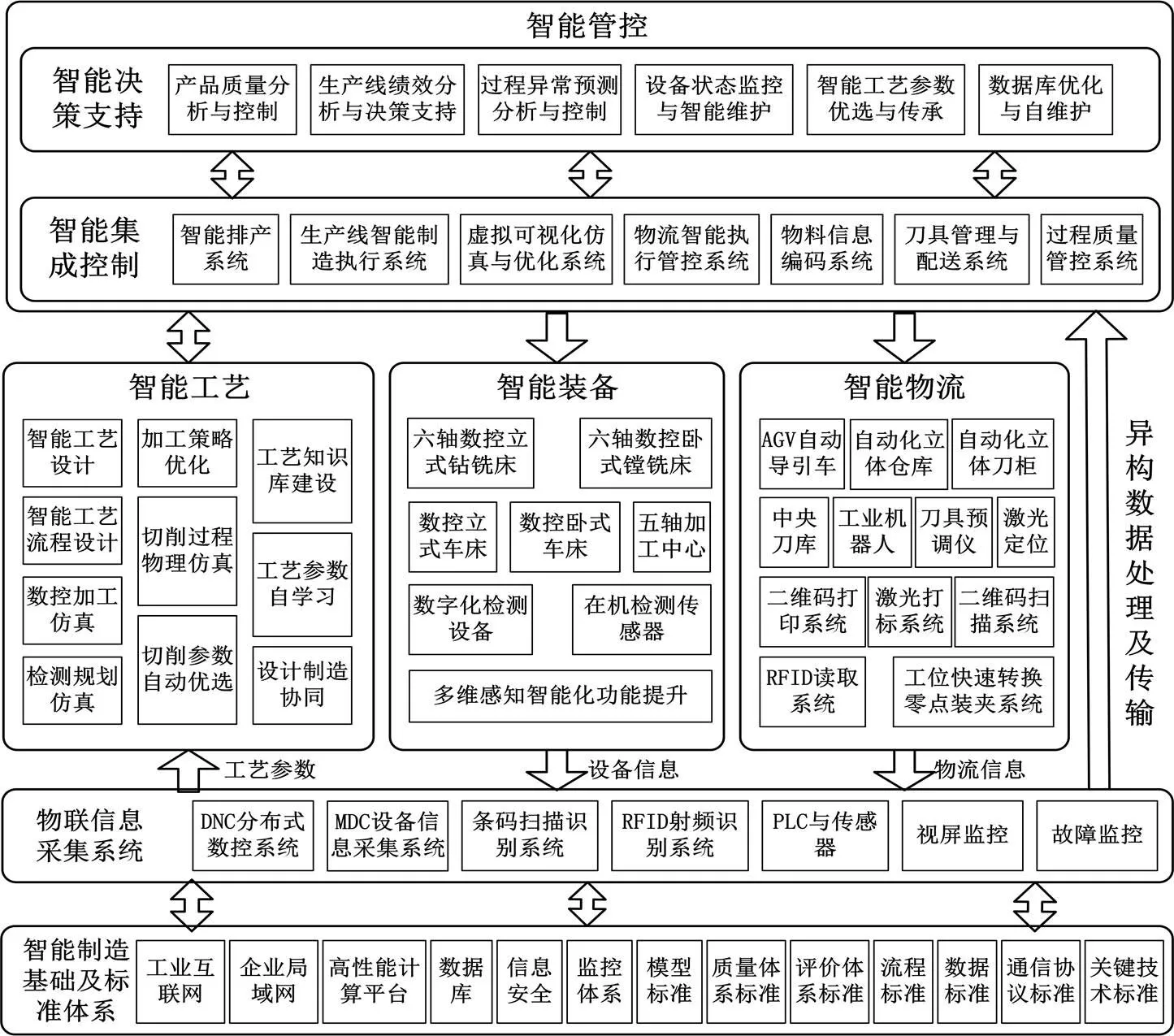
圖1 智能制造生產線總體框架圖
a. 智能工藝:包括生產線智能工藝流程設計、智能工藝數據庫與參數自學習、殼段典型特征識別與智能工藝設計系統、數控加工與檢測規劃仿真、切削過程物理仿真與切削參數自動優選等;
b. 智能裝備:包括多維感知的數控裝備自適應控制系統、弱剛性零部件在線測量補償加工系統和智能診斷系統等;
c. 智能物流:包括自動化物流倉儲系統、刀具管理系統、物料編碼自識別系統、物料自動配送系統和面向航天產品機加特點的工位快換離線裝夾系統等[8];
d. 智能管控:可分為智能決策支持和智能過程控制,智能決策包括產品質量分析與控制、績效分析與決策支持、過程異常預測分析與控制、設備智能維護、工藝參數優選與自學習、數據庫優化與自維護等;智能過程控制包括智能化生產線排產、生產線智能制造執行系統開發、虛擬可視化仿真與優化、物流智能管控與執行、刀具優化管理與配送、物料自動編碼及過程質量管理與控制等[9];
除生產線核心構成要素之外,智能生產線還包括物聯信息采集和環境基礎與標準體系,智能生產線還包括物聯信息采集:實現智能生產線狀態信息自感知,具備異構數據采集、處理、傳輸與存儲功能,包括DNC分布式數控系統、MDC設備信息采集系統、條碼掃描識別系統、RFID射頻識別系統、PLC與傳感器、視頻監控系統和設備故障信息監控系統;智能制造環境基礎與標準體系:環境基礎包括工業互聯網、高性能計算平臺、數據庫、信息安全、監控體系等,標準體系包括模型標準、質量體系標準、評價體系標準、評價體系標準、流程標準、數據標準、通信協議標準和關鍵技術標準等。
3 殼段加工智能生產線關鍵技術
3.1 智能工藝技術
生產線智能工藝決策主要包含工藝信息閉環采集、制造工藝實例表達與聚類、基于相似融合的工藝知識挖掘、基于綜合制造約束的工藝知識推理和虛擬環境數控加工仿真技術等。
具體系統架構主要分為4個層面:最底層為支撐環境,包括操作系統、數據庫系統、互聯網軟硬件等;數據模型層是生產線工藝信息庫包括數控機床信息、刀具信息、材料信息、工藝實例庫以及挖掘獲得的工藝知識模型庫等;業務邏輯層是系統核心功能層,包括軟件接口規范、特征集合獲取、相似加工特征分類、面向特征的工藝聚類、工藝知識模型挖掘、工藝推理約束設置、工藝知識模型推理、虛擬數據加工仿真模塊。其中軟件接口規范主要為了設置生產線智能工藝決策系統與CAD、CAM和虛擬數據加工仿真軟件的數據接口規范,支持從CAD中獲取加工特征集合,將推理獲得的加工工序輸入到CAM中進行NC代碼生成,虛擬數控仿真系統從CAM中獲得NC代碼進行加工仿真,并將最終修正的NC代碼錄入到工藝信息庫中。系統應用層是提供給用戶的功能集合,包括零部件特征管理、工藝實例管理、工藝知識模型管理、工藝推理和工藝仿真5大功能區。
3.2 智能裝備技術
智能裝備的關鍵是智能化,主要特征包括:知道本系統的加工能力和狀態;能夠監控和自主優化加工過程;能夠自行度量工作(輸出)的質量;能夠不斷持續學習和提高自己的能力。
3.2.1 多維感知的數控裝備智能制造技術
智能機床的智能化功能主要包括:智能化恒負載控制功能,對機床的負載、主軸功率等監控,實時調整切削參數,獲得最大切削效率和恒定機床負載;智能化振動防止功能,動態振動控制可大幅度抑制機床高速切削過程中的振動影響,實現高速高精度加工;智能化熱位移補償功能,對熱位移進行高精度補償,獲得長期穩定的加工精度。
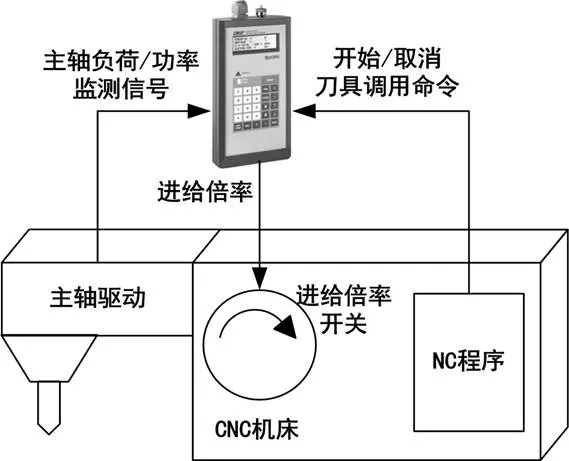
圖2 恒切削力自適應控制系統示意圖
具體智能化恒負載控制功能原理如圖2所示,通過該技術可有效提高數控設備切削效率,降低刀具、工具和機床的損壞,同時監測刀具磨損,提高刀具利用率,并實時監測整個加工過程。
3.2.2 面向典型殼段的自動檢測與自適應補償加工技術
典型殼段內型復雜,尺寸要求高,精加工試切后,需人工測量尺寸,人工調整刀具或坐標系,補償加工保證尺寸。不僅打斷了加工流程,影響工序節拍量化,且極易引起操作失誤,造成質量問題。通過在線測量補償加工技術可實現自動找正、自動對刀、產品測量、補償加工自動化,降低人為干預率,提高工序節拍量化程度,有效保障智能生產線運行效果,在殼段生產過程中主要涉及網格壁厚自動測量與補償加工技術和形位尺寸測量與自適應補償加工技術。
壁厚測量及補償加工系統主要包括CAM軟件專用后置處理,測量程序生成、在線測厚數據采集、補償加工程序生成以及超聲探頭夾持測量設備等,具體殼段網格壁厚控制流程如圖3所示。
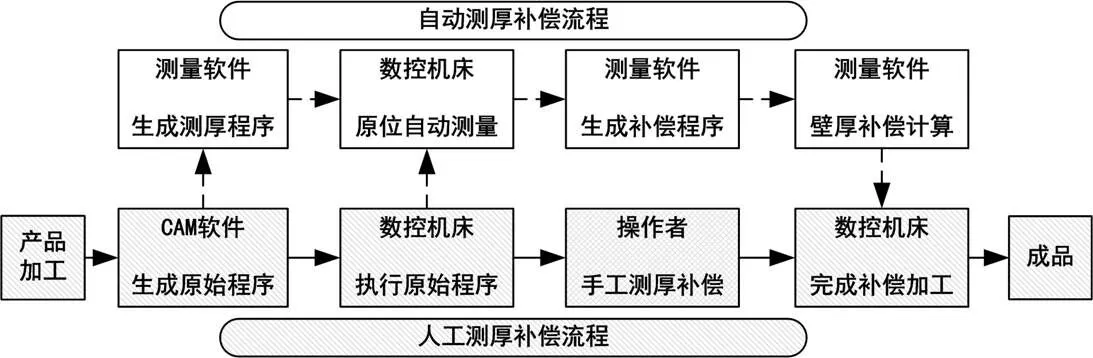
圖3 測厚補償流程圖
3.3 智能物流技術
3.3.1 物料智能存儲與感知技術
殼段加工生產線所用制造資源種類繁多,通過智能物流系統建設,可使物流作業自動化,任務下發智能化和配送工具先進化,最終實現高效率、低成本的智能物流。
a. 倉儲資源優化整合
集成優化WMS等庫存管理系統以及二維碼技術,保證各庫存之間信息共享,為整個生產線物料供應提供支持,使物料存儲位置合理化,提高配送效率,減少錯誤和重復作業,提高快速響應能力。
b. 呆滯物料處理
對現有倉庫內的呆滯物料(主要為中心倉庫的采購件)進行處理,對已經不能滿足現用需求的物料,根據相應的物料處理辦法清理出庫,為其它物料存儲騰出可用空間。
c. 改善庫存水平
建立庫存感知決策系統,統計庫存與物料過程信息,通過數據決策優化改善庫存水平,提升庫存質量,保證生產線物料的合理需求,形成穩定的物料消耗速率,借助信息化手段使各倉庫及時響應生產現場需求,縮短物料配送準備時間,降低安全庫存,對制造資源存儲狀態提前預警。
3.3.2 物料編碼與智能配送技術
殼段加工生產線所用制造資源種類繁多,通過物料編碼與信息智能關聯,可實現智能生產線所有制造資源信息快速編碼與過程數據關聯。同時在基于簡單的物流配送路徑規劃基礎上,構建模糊工位預約時間條件下的多目標數學規劃模型,在模糊工位預約時間窗上進行改進,縮小時間窗以保證工位物料配送的最低滿意度。
通過生產線智能管控系統與現場物流自動配送,可實現生產線物料按需配送、過程追蹤、預警以及線內全生命周期管理,提升物流配送效率,降低生產等待時間。
3.4 智能管控技術
生產線智能控制執行的總體架構主要由生產線物理信息分系統集成、基于過程數據的虛擬單元重構、過程數據自學習與智能排產以及智能制造執行系統組成,其中單元重構和智能排產通過專家庫、知識推理和算法優化等方法輸出優化排產計劃;虛擬可視化仿真系統負責生產方案性能分析和結果回饋,與排產系統組成閉環,調控排產精度,滿足生產線預設運行閾值與指標;智能制造執行系統負責指令分解下發、過程信息采集以及制造過程數據分析與閉環控制;物理信息分系統集成主要實現生產線各物理與信息系統之間的數據傳輸,以及控制質量下發與反饋功能,是殼段加工智能生產線精準執行的動作器和關鍵環節。
3.4.1 基于過程數據的虛擬單元重構技術
虛擬制造單元重構是根據制造任務迅速整合各種資源,對制造單元進行重新組態的過程。重構過程可分為產品族聚類、生成虛擬訂單、單元組態分析、單元重構等步驟。通過該技術可根據生產任務特點及生產線資源狀態、制造能力等信息,進行虛擬單元快速重構,從而提高生產線柔性,快速擴展生產能力。
3.4.2 過程數據自學習與智能排產技術
由于生產作業、機器與資源之間緊密耦合,生產線處在自組織臨界狀態,動態事件的發生會導致不同規模的生產癱瘓。通過在過程數據自學習的基礎上探索重調度與逆調度的適用規律,以柔性工藝、預估加工時間和設備狀態為輸入,構建重調度-逆調度的混合生產線動態調度模型,形成生產線管控系統的性能指標與約束機制,有效規避動態事件導致的生產癱瘓。
3.4.3 智能制造執行系統
智能制造執行系統(MES-Manufacturing Execution System)在智能生產線中位于上層計劃管理與底層工業控制之間,承上啟下,具有信息樞紐的作用。它是面向現場生產綜合管理的集成系統,是在傳統MES具備工藝管理、質量管理、生產管理、數控傳輸等基礎上,集成了高級排產和過程虛擬仿真優化功能,具備基于數據感知的業務流程智能優化與精準控制自執行能力,可通過虛擬仿真系統預測執行結果并實時修正控制指令,使整個生產線智能控制執行系統達到最佳執行狀態。
4 結束語
本文針對航天典型殼段產品生產加工過程,在現有數字化與網絡化基礎之上,依托智能工藝、智能裝備、智能物流、智能管控等關鍵技術,對典型殼段智能加工生產線建設總體方案進行了探索。通過對各關鍵技術研究以及相關系統信息融合與集成,可提升制造過程動態管控一體化能力,實現過程制造的自感知、自學習、自決策與自控制,有效提升航天產品核心結構件的加工質量和制造效率,同時,探索了智能制造應用模式,對推動智能工廠落地,促進企業轉型升級具有重大意義。
1 郭具濤,楊長祺,李中權,等. 航天大型薄壁結構件智能生產系統研究[J]. 航天制造技術,2015(5):11~14
2 王聰,車穎. 智能化制造在光學加工領域的應用[J]. 航天制造技術,2016(4):46~50
3 劉屹. 基于架構和系統工程方法的航空智能制造生產線規劃研究[J]. 智能制造,2017,30(5):31~33
4 候志霞,鄒方,王湘念,等. 關于建設航空智能生產線的思考[J]. 航空制造技術,2015,21(8):50~52
5 王友發,周獻中. 國內外智能制造研究熱點與發展趨勢[J]. 中國科技論壇,2016,4(4):154~160
6 劉勇,張亮. 發展智能制造,促進兵器裝備集團制造業轉型升級——兵器裝備集團智能制造技術與高端裝備產業發展思考[J]. 兵工自動化,2017,36(1):1~6
7 胡權威,胡光龍,李蕭,等. 基于全三維的數字化工藝信息集成與智能工藝設計[J]. 航天制造技術,2017(2):53~57
8 趙升噸,賈先. 智能制造及其核心信息設備的研究進展及趨勢[J]. 機械科學與技術,2017,36(1):1~16
9 陳容,陳映波. 基于CPS的智能控制生產線框架設計[J]. 電子設計工程,2017,25(11):97~101
Exploration on Overall Scheme of Intelligent Production Line for Typical Shell Machining in Aerospace
Wang Qing Chen Ning Liu Hui Dong Jiantao Xie Chen Gao Jing
(Capital Aerospace Machinery Company, Beijing 100076)
According to the intelligent manufacturing development requirements on aerospace equipment of "Made in China 2025”, and based on the characteristics of production and processing of typical aerospace shell products, the construction idea and some key technologies of the typical shell segment machining intelligent production line are discussed. Moreover, the frame and construction scheme of an intelligent typical shell production line are put forward.
shell segment processing;intelligent manufacturing;intelligent production line;construction scheme
王慶(1972),碩士,材料工程專業;研究方向:數字化制造。
2017-12-07
猜你喜歡
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
文苑(2018年23期)2018-12-14 01:06:06
文苑(2018年19期)2018-11-09 01:30:14
文苑(2018年17期)2018-11-09 01:29:26
文苑(2018年21期)2018-11-09 01:22:32
中華手工(2017年2期)2017-06-06 23:00:31
銅業工程(2015年4期)2015-12-29 02:48:39
中外會展(2014年4期)2014-11-27 07:46:46
石油化工應用(2014年8期)2014-03-11 17:40:03
