攪拌速率對銀-石墨復合鍍層耐蝕性和耐磨性的影響
2017-01-16 05:44:09陳川陳宜斌王寶鳳稂耘葉志國馬光
腐蝕與防護 2016年11期
陳川,陳宜斌,王寶鳳,稂耘,葉志國,馬光
(1.國網智能電網研究院,北京102211;2.南昌航空大學材料科學與工程學院,南昌310063)
攪拌速率對銀-石墨復合鍍層耐蝕性和耐磨性的影響
陳川1,陳宜斌1,王寶鳳2,稂耘2,葉志國2,馬光1
(1.國網智能電網研究院,北京102211;2.南昌航空大學材料科學與工程學院,南昌310063)
采用電沉積法在純銅基體上制備了銀-石墨復合鍍層,研究了鍍液攪拌速率對銀-石墨復合鍍層耐蝕性和耐磨性的影響。結果表明:隨著攪拌速率的增大,復合鍍層中石墨的含量先增大后減小,自腐蝕電流密度和自腐蝕電位呈現先增大后減小的趨勢,但整體變化幅度不大;攪拌速率為320~920 r/min時,隨著攪拌速率的增大,復合鍍層摩擦因數增大,磨損率增大。考慮到工業生產要求,最佳攪拌速率為420 r/min,此時制備的復合鍍層的磨損率可低至8.13×10-14m3/(N·m)。
高壓隔離開關;銀-石墨復合鍍層;攪拌速率;耐蝕性;耐磨性
隔離開關由于運行環境比較惡劣,其可靠性很大程度上受到環境因素的影響與制約,經常會出現觸頭、觸指發熱,瓷瓶斷裂、銹蝕等問題[1]。據國網公司統計,2008-2010年,接觸發熱占隔離開關全部故障的45%,發熱問題尤為突出[2]。接觸部位過熱的根本原因是接觸不良,導致接觸不良的直接原因是沙塵、雨雪、潮氣和污穢的侵襲,致使接觸表面積灰、積垢和銹蝕[3]。因此,研究高壓隔離開關電觸頭表面防護鍍層的耐蝕性和耐磨性對減少高壓隔離開關故障率、維護電網穩定運行有重要的意義。
目前,國內高壓隔離開關觸頭材料的表面防護鍍層普遍采用鍍純銀和鍍硬銀技術,但鍍銀層存在耐磨性差,自清潔能力不強,易積灰塵等問題,已不能滿足電網系統的發展需求。德國西門子公司對觸頭、觸指接觸材料進行了技術創新,研發并生產了銀-石墨鍍層,該鍍層集合了銀的高導電率、低接觸電阻和石墨的優良潤滑性、高耐磨性和高耐蝕性等優點[4-6],已廣泛應用于高壓電網隔離開關的電接觸材料中。隨著特高壓、超高壓輸電線的快速發展,對電接觸材料的性能要求越來越高,因此,研究銀-石墨復合鍍層的耐蝕性和耐磨性具有重要的意義。
本工作在氰鍍銀體系下,研究鍍液在不同攪拌速率[7]下對復合鍍層耐蝕性和耐磨性的影響,以期尋求銀-石墨復合鍍層在制備過程中的最佳攪拌速率。
1 試驗
1.1 試驗材料及基體預處理
為了保證鍍層質量,試驗中采用氰化鍍銀體系。采用德國施洛特公司生產的天然鱗片石墨,平均顆粒尺寸<5μm。電鍍陽極板為99.99%(質量分數,下同)純銀板。鍍液中使用的石墨分散劑為德國施洛特公司生產的VP06-122與VP06-123,其中VP06-123起輔助分散作用。使用99.99%無氧純銅作為銀-石墨復合鍍層的基體材料。
使用砂紙打磨銅基體試片使之呈鏡面光亮,將打磨后的銅基體試片置于NaOH、Na2CO3· 10H2O、Na2O·n SiO2和Na3PO4·12H2O混合堿液中除油1 min,除油溫度60℃,電流密度3 A/dm2;再將試片放入HNO3、H2SO4、NaCl混合液中3 s以除去試片表面的氧化皮,最后置于125 g/L H2SO4溶液中使試片表面活化后備用。
1.2 預鍍銀、鍍銀、銀-石墨復合鍍
將預處理后的試片帶電放入預鍍銀槽中進行預鍍銀。工件預鍍銀完成后不水洗,直接放入鍍銀槽中施鍍。鍍銀工序結束后,得到厚度11~12μm的純銀鍍層,再將試片放入銀-石墨復合鍍槽中進行施鍍。預鍍銀、鍍銀和石墨鍍銀槽液都由中航工業洪都熱表處理廠提供,其中石墨鍍銀槽液的配方是在鍍銀槽液基礎上加入石墨、VP06-122和VP06-123添加劑制得的。添加劑VP06-122和VP06-123的加入量均為20 mL/L,石墨的加入量為60 g/L,溫度、p H及攪拌速率與鍍銀工藝條件相同。施鍍所采用的攪拌方式為磁力攪拌(ZNCL-GS-C型)、攪拌速率分別為320,520,720,920 r/min,電流密度為0.3 A/dm2,溫度為25℃,p H(PHS-3C型p H計)為12.5。
1.3 鍍層中石墨含量測試
使用立體顯微鏡觀察銀-石墨復合鍍層的表面形貌,使用Image-ProPlus[8]軟件統計銀-石墨復合鍍層中石墨的面積分數。
1.4 鍍層耐蝕性測試
使用PARSTAT 2273電化學測試系統測定不同攪拌速率條件下制得的銀-石墨復合鍍層的極化曲線。采用三電極測試體系,飽和甘汞電極(SCE)為參比電極,20 mm×20 mm×1 mm的銅基復合鍍層試片為工作電極,鉑電極為輔助電極,測量溫度為25℃,掃描速率為0.5 mV/s,腐蝕介質為1 mol/L H2SO4溶液。
1.5 鍍層耐磨性測試
使用HT-1000型球盤式高溫摩擦磨損試驗機(蘭州中科凱華)[9]在260 g載荷下對20 mm× 20 mm×1 mm的銅基鍍層試片進行摩擦磨損試驗。
2 結果與討論
2.1 攪拌速率對復合鍍層石墨含量的影響
圖1為Image-Pro plus軟件處理效果圖,因為石墨與銀存在較大的色澤差異,因此軟件可以較為準確地識別石墨,進而統計石墨的面積分數。
由圖2可見,隨著攪拌速率的增大,鍍層表面石墨的面積分數先增大后減小。攪拌速率越大,能夠到達陰極表面的石墨顆粒越多,同時鍍液對已經吸附在陰極表面的石墨顆粒的沖擊力越大。根據Gugleilmi[10]的兩步吸附模型,攪拌速率為520 r/min時,弱吸附步驟對石墨顆粒進入鍍層的影響起決定作用,隨著攪拌速率的增大,能夠隨鍍液到達陰極附近的石墨增多,能夠進入鍍層的石墨也隨之增多,復合電沉積所消耗的石墨也能夠得到及時補充;但當轉速為720,920 r/min時,鍍層中石墨的面積分數呈下降的趨勢,這是因為陰極附近的石墨含量已經到達了恒定值,但是鍍液對陰極表面的沖擊作用隨攪拌速率的增大而加強,一部分石墨還沒來得及被嵌入鍍層(鍍層厚度超過石墨顆粒高度的一半即可認為石墨已被嵌入)就已經被沖回鍍液之中,導致鍍層中石墨含量減少,石墨的面積分數下降。
2.2 攪拌速率對復合鍍層耐蝕性能的影響
由圖3和表1可見,隨著鍍液攪拌速率的增加,復合鍍層的自腐蝕電位(Ecorr)呈現先增大后減小的趨勢,但整體變化幅度不大。攪拌速率為520 r/min時,制得鍍層的自腐蝕電位最大,為-0.020 4 V。自腐蝕電流密度(Jcorr)同樣是呈先增大后減小趨勢,也在520 r/min的攪拌速率下達到最大值,這與石墨面積分數隨攪拌速率的變化趨勢一致。攪拌速率為520 r/min時,制得鍍層的石墨含量最高,鍍層孔隙率可能最大,因此擁有最大的比表面積,自腐蝕電流密度最大,當攪拌速率繼續增大而導致石墨含量減少時,空隙率降低,比表面積減小,自腐蝕電流密度降低。
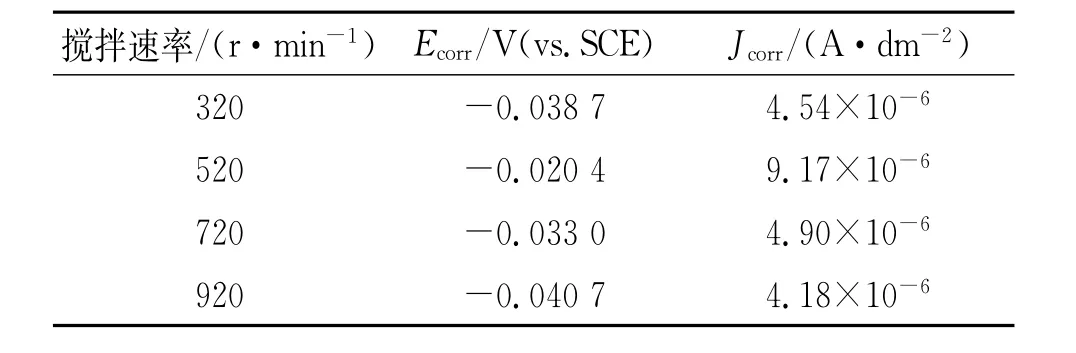
表1 各攪拌速率下制得鍍層的Ecorr和JcorrTab.1 Ecorrand Jcorrof coatings made by different stirring speeds
2.3 攪拌速率對復合鍍層耐磨性的影響
由圖4可見,在磨損試驗中,隨著磨損時間的增加,各鍍層摩擦因數開始下降然后逐漸平穩,并無大幅度波動,磨損過程穩定。由圖5可見,隨著攪拌速率的增大,鍍層的摩擦因數也近似線性增大,磨損率也一直增大,但當攪拌速率為520 r/min時,制得鍍層的磨損率突變增大,這可能與該攪拌速率下石墨含量突變增多有關。圖2表明,攪拌速率為520 r/min時復合鍍層中石墨的面積分數比攪拌速率為420 r/min時的高13.3%,達到31.3%,這可能是因為大量的石墨嵌入復合鍍層留下大量空隙導致復合鍍層的強度和耐磨性嚴重下降。由圖5可知,320 r/min與420 r/min攪拌速率下對應的鍍層磨損率相近,在保證鍍層性能的前提下,攪拌速率越大,擴散層越薄,電流密度上限越大,越有利于工業化生產,所以取420 r/min為最佳攪拌速率。
由圖6可見,320 r/min攪拌速率下制得鍍層磨痕表面的石墨最多,可能是因為鍍層較為致密,強度硬度較高,石墨的損耗較少,石墨膜完整性較好。攪拌速率為920 r/min時對應的鍍層則部分出現了磨穿的現象,露出褐紅色的銅基體,這表明在銀-石墨復合鍍層的制備中,攪拌速率不能過大,否則會導致石墨難以被嵌入鍍層,復合鍍層的耐磨性下降。
3 結論
(1)隨著攪拌速率的增大,復合鍍層中石墨的面積分數先增大后減小,在520 r/min的攪拌速率下達到最大值31.3%。
(2)攪拌速率對自腐蝕電位的影響較小,攪拌速率的增加使得自腐蝕電流密度先增大后減小。
(3)隨著攪拌速率的增大,復合鍍層摩擦因數增大,磨損率增大;在260 g載荷下,當沉積電流密度為0.3 A/dm2、攪拌速率為320 r/min時,復合鍍層的磨損率最小;考慮到工業化生產要求,最佳攪拌速率選擇420 r/min,在此條件下制備的復合鍍層磨損率可低至8.13×10-14m3/(N·m)。
[1] 林巖.戶外高壓隔離開關常見缺陷分析及對策[J].硅谷,2010(3):16-17.
[2] 王俊勃,李英民,王亞平,等.納米復合銀基電觸頭材料的研究[J].稀有金屬材料與工程,2004,33(11):1213-1217.
[3] 吳振.戶外高壓隔離開關過熱的原因及對策[J].機電信息,2010(24):89-90.
[4] WANG J,FENG Y,LI Y,et al.Influence of graphite content on sliding wear characteristics of CNTs-Ag-G electrical contact materials[J].Transactions of Nonferrous Metals Society of China,2009,19(1):113-118.
[5] LIU N L,QI S H,LI SS,et al.Preparation and characterization of phenol formaldehyde/Ag/graphite nanosheet composites[J].Polymer Testing,2011,30(4):390-396.
[6] MARX D E,BARILLO D J.Silver in medicine:the basic science[J].Burns,2014,40:S9-S18.
[7] 馮秋元,李廷舉,金俊澤.影響微粒復合沉積的諸因素[J].材料保護,2006,39(5):35-39.
[8] 陳哲.銀-石墨自潤滑電接觸復合鍍層的制備研究[D].上海:上海交通大學,2008.
[9] 郝麗麗.鋁合金表面Ni-P-β-SiC化學復合鍍層制備與應用[D].西安:西安科技大學,2006.
[10] 譚澄宇.Ni、Cu基復合鍍層制備及其電化學基礎研究[D].長沙:中南大學,2008.
Effects of Stirring Speed on Corrosion Resistance and Wearing Resistance for Silver-graphite Composite Coating
CHEN Chuan1,CHEN Yi-bin1,WANG Bao-feng2,LANG Yun2,YE Zhi-guo2,MA Guang1
(1.Institute of State Smart Grid,Beijing 102211,China;2.School of Material Science and Engineering,Nanchang Hangkong University,Nanchang 310063,China)
A silver-graphite composite coating was prepared by electro-deposition method.The influence of stirring speed on the corrosion resistance and wear resistance of the silver-graphite composite coating was particularly investigated.It is indicated that the area fraction of the graphite in the composite coating first increased and then decreased with the rise of stirring speed.The corrosion current dentisy and corrosion potential showed a trend of first increase and then decrease,but the overall rate of change was not obvious.In the range of 320 r/min to 920 r/min,both the friction coefficient and the wear rate of the silver-graphite composite coating increased with the rise of stirring speed.Considering the industrial production requirements be taken into consideration,the best stirring speed is suggested to be 420 r/min,at this stirring speed,the wear rate of the preparation of composite coating can be as low as 8.13×10-14m3/(N·m).
high-voltage switch;silver-graphite composite coating;stirring speed;corrosion resistance;wear resistance
TG174.4
:A
:1005-748X(2016)11-0869-04
10.11973/fsyfh-201611002
2015-06-27
國網浙江省電力公司科技/信息化項目(B355DW140005);江西省自然科學基金(20151BAB206017);航空基金(2013ZF56022)
葉志國(1979-),副教授,博士,從事材料電化學相關研究,15979113456,yezhiguo2008@163.com
