三輥卷板機無壓頭卷圓工藝在3m3容器筒體卷圓中的應用
2017-01-09 08:11:02李碩
甘肅科技 2016年23期
關鍵詞:筒體
李碩
(中核蘭州鈾濃縮有限公司,甘肅 蘭州 730065)
三輥卷板機無壓頭卷圓工藝在3m3容器筒體卷圓中的應用
李碩
(中核蘭州鈾濃縮有限公司,甘肅 蘭州 730065)
筒體卷圓是第九車間壓力容器生產制造過程中的重要環節之一。筒體卷圓是在三輥卷板機上進行,因三輥卷板機不能彎卷鋼板的全部長度,鋼板兩端有一定的殘留直邊段,所以需對殘留直邊進行預壓弧處理。通常所采用的方法是用液壓機先對鋼板兩端進行壓頭,然后再進行卷圓。但增加了周轉、提高了勞動強度。通過對三輥卷板機工作原理的研究,在3m3六氟化鈾容器生產過程中試驗了一種在三輥卷板機上不需要預先對鋼板兩端進行預彎而使筒體成型的新工藝。本文詳細介紹了新工藝的原理及工藝過程,計算出相關數據。并對試驗筒體進行測量,與GB 150《壓力容器》標準要求進行對比,證明采用此方法卷圓的筒體完全符合標準要求。使車間筒體卷圓工序效率得到提高,并降低了勞動強度,減少了周轉、工序間的等待時間。
機械工程;工藝技術;三輥卷板機;筒體卷圓
卷板機是一種將金屬板材卷彎成筒形、弧形或其他形狀工件的通用設備,根據三點成圓的原理,利用工件在卷板機上相對位置變化和旋轉運動使板材產生連續的塑性變形,以獲得預定形狀的工件[1]。筆者車間作為公司壓力容器主要生產單位,承接了公司3m3容器生產加工任務。為提高生產效率,車間決定采用流水線生產方式,3m3容器筒體加工流程如圖1所示:
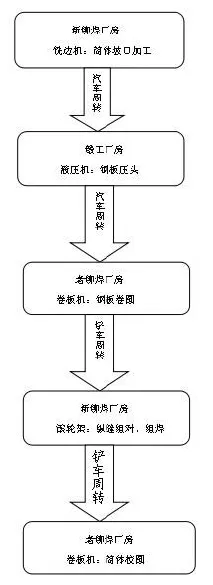
圖1 3m3六氟化鈾容器筒體卷圓、校圓加工流程
由圖1可知,3m3六氟化鈾容器筒體制造過程中不僅加工工序較多,而且在各工序之間需要汽車或鏟車的周轉,造成生產效率低下,生產成本上升。
3m3六氟化鈾容器筒體卷圓是在三輥卷板機上進行,其缺點為三輥卷板機不能彎卷板材的全部長度。在卷圓時,下輥旋轉至鋼板兩端時無法提供支持力,因此板材兩端有b/2(b為卷板機下面兩輥的間距,如圖2所示)的殘留直邊段。

圖2 三輥卷板機下面兩輥間距
為防止鋼板兩端出現殘留直邊段,需在筒體卷圓前對鋼板兩端b/2的距離進行預壓弧,也就是我們通常所說的“壓頭”工序。車間以往解決筒體鋼板直邊段所采用的方法是使用四柱式萬能液壓機(如圖3所示),在液壓機上應用弧形模具,對鋼板進行預壓弧。不僅工序較多,造成生產效率低,且存在大量周轉,增加了成本。設想去掉“壓頭”工序,試驗一種不“壓頭”直接進行卷圓的方法。在滿足質量要求的同時達到減少周轉、降低勞動強度、增加生產效率和降低成本的目標。

圖3 油壓機進行壓頭
1 三輥卷板機原理
通過以上分析可知車間現有筒體的加工方法
1.1 三輥卷板機規格型號
筆者車間所用卷板機為對稱式三輥卷板機,型號為W11-30×3200,其規格型號見表1。

表1 現用卷板機規格型
1.2 卷板機原理
鋼板卷圓過程如圖4所示,首先,送料到合適位置,其次,上輥根據需要成形的半徑壓下到一定位置 ,然后上下輥同時轉動 ,板材在上下輥摩擦力的作用下開始連續彎曲,最后卷板機反向轉動帶動板材反方向再次被滾壓,如此反復直到鋼板彎曲半徑趨于穩定為止。板材的最終成形曲率由上輥壓下量決定,上輥壓下量越大,成型后的半徑越小[2]。
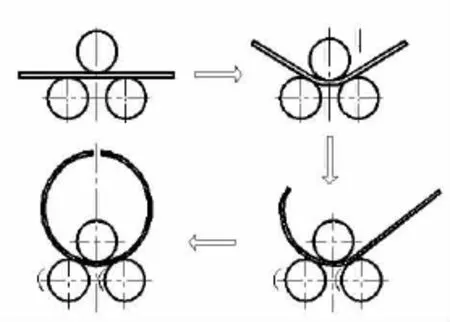
圖4 三輥卷板機工作過程
2 無壓頭卷圓原理及工藝過程
其基本工藝原理為:先把3m3筒體卷成對接接口處成直線段而其他橫截面為圓弧形,并在卷板機上直接進行組對,然后進行縱縫焊接,再用卷板機校圓成圓形筒體。
具體試驗過程如下:(1)筒體卷圓:如圖5所示,在被卷鋼板兩端各距邊沿a處距離開始下壓上棍,每次下壓30mm,然后進行轉動,卷內徑為r的圓弧,直至兩直邊段合口,然后在卷板機上直接用卡具、倒鏈組對縱縫并點焊。減少了以往卷圓后需要在滾輪架上單獨組對這一工序。

圖5 預卷筒體
2)縱縫焊接:如圖6所示,把組對好的筒體置于滾輪架上用埋弧自動焊進行焊接。

圖6 縱縫焊接
3)筒體校圓:如圖7所示,將焊好的筒體再次放到卷板機上進行校圓,校圓主要是對筒體縱縫兩端a距離的直邊段進行滾卷,滾卷時筒體半徑r逐漸變大,最終達到3m3筒體半徑R的要求,并用內半徑R的樣板和鋼卷尺進行檢查,符合筒體圓度、棱角度和直徑的質量要求。
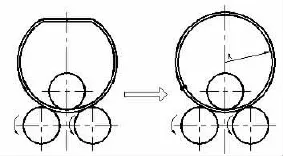
圖7 筒體校圓
3 預卷筒體直邊段a及圓弧r數據的確定
預卷筒體的直邊段a及圓弧r的選擇直接影響到筒體卷圓、焊接的質量和效率,若預卷不當則會造成縱縫組對時勞動強度大、效率低、如果出現對口錯邊量大還會導致焊縫合格率低等不良影響。因此,必須合理的確定直邊段a及預卷筒體圓弧半徑r的尺寸,根據三輥卷板機兩邊不可避免的要殘留b/2直邊段這一特點,可得預留直邊段a≥b/2(b為三輥卷板機下棍的距離,是卷板機固有的參數值,筆者工段所使用的卷板機型號為W11-30×3200,下面兩輥的間距b=600mm),考慮到工藝性和經濟性,分別選擇3種不同的直邊段a進行筒體卷圓、校圓試驗,見表2。
3組試驗的對口錯邊量、棱角E和最大直徑與最小直徑差DMAX-DMIN全部滿足標準要求,現分析不同直邊段a筒體卷圓、校圓所需時間。

表3 3組試驗筒體卷圓、校圓時間
由表3可得,當直邊段a為300mm時,卷圓、校圓所需總時間最少,為45min。分析原因:當預留直邊段a較小時,預卷筒體半徑r改變到達筒體半徑R的變形量較小,導致筒體校圓速度較快。這樣可以節省校圓時間,提高工作效率。所以首先確定無壓頭卷圓工藝筒體直邊段a=300mm。
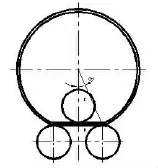
圖8 筒體卷圓參數值
如圖8所示,實際生產中一般采用中性層彎曲計算模型,可近似認為鋼板彎曲時應力中性層與幾何中性層重合[3],其幾何關系如下:

式中:C——筒體周長;
t——鋼板厚度。
由此可得出預卷筒體內半徑r及圓弧角度α,最終確定理論模型模擬工藝參數為:α≈28°r=638mm
4 試驗結果分析及注意事項
4.1 試驗結果分析
對10臺采用以上試驗方法所卷筒體的對口錯邊量、棱角E和直徑進行測量,所得結果見表4。

表4 試驗筒體對口錯邊量、棱角和最大直徑與最小直徑差數值
根據GB150《壓力容器》對筒體的質量要求:對口錯邊量≤3,棱角E≤2.6mm,最大直徑與最小直徑差DMAX-DMIN≤12mm。由表4可得采用試驗方法卷圓、校圓的筒體完全符合標準要求。
4.2 加工注意事項
在鋼板卷圓過程中應注意以下幾點:
1)筒體卷圓過程中應盡量保證兩預留直邊段水平對齊,直邊段外翻、內翻會影響對接縱縫坡口角度和后續筒體校圓質量。同時在組對過程中應保證對口錯邊量盡量小。
2)應控制焊縫余高,保證焊縫余高≤0.8mm,以便校圓時減輕焊縫對卷板機輥子表面的壓傷。
3)應嚴格控制卷圓時直邊段,半徑等尺寸,以保證初卷和最終筒體的形成質量。
5 結論
三輥卷板機筒體卷圓工藝的改進,簡化了3m3六氟化鈾容器筒體加工流程:減少了“壓頭工序”、并將筒體卷圓與縱縫組對合并為一道工序,使生產效率顯著提高。和原工藝流程相比,單臺容器筒體卷圓、校圓時間減少30min。并通過試驗數據證明了在合理的參數范圍內此方法可以獲得滿足標準要求的筒體。對車間壓力容器生產具有指導作用,此方法已在車間使用。
[1] 于靖軍,機械原理[M].機械工業出版社,2003.
[2] 李強,高耀東,尚珂.對稱式三輥卷板機的受力及驅動功率計算分析[J].鍛壓技術,2007.8.
[3] 喬波,雷步芳,付建華,等.對稱式三輥卷板機厚板壓彎工藝參數分析[J].重型機械,2012.2.
TG305
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:00
化工管理(2021年7期)2021-05-13 00:46:04
水泥技術(2021年2期)2021-04-20 12:37:26
農村實用技術(2021年1期)2021-02-27 08:26:18
裝備制造技術(2020年1期)2020-12-25 05:18:30
現代制造技術與裝備(2018年9期)2018-10-17 03:22:14
鍛造與沖壓(2017年17期)2017-09-12 08:05:59
設備管理與維修(2016年5期)2016-03-16 02:20:45
重型機械(2016年4期)2016-03-15 09:00:05
焊接(2016年10期)2016-02-27 13:05:34