基于機器視覺的數控自動編程系統開發
2017-01-09 08:21:34黎達成李俊銘林位麟陶建華
裝備制造技術 2016年11期
關鍵詞:系統
張 杰,黎達成,李俊銘,林位麟,陶建華
(廣州大學機械與電氣工程學院,廣東廣州510006)
制造工藝
基于機器視覺的數控自動編程系統開發
張 杰,黎達成,李俊銘,林位麟,陶建華
(廣州大學機械與電氣工程學院,廣東廣州510006)
基于機器視覺的數控加工技術綜合運用機器視覺技術和數控加工技術,直接利用視覺圖像數據實現數控加工編程。將機器視覺技術應用于數控加工編程技術中,構造出基于機器視覺的數控自動編程系統。通過機器視覺采集系統來獲取工件圖像,并對圖像進行處理得到工件圖元的邊緣輪廓。進而將加工的邊緣輪廓進行矢量化處理得到數控加工軌跡,并最終根據加工工藝參數的設定轉化成數控加工程序,實現了工件的自動編程。
機器視覺;自動編程系統;矢量化處理;加工軌跡
隨著數控自動編程快速發展,各種各樣新CNC編程系統不斷涌現。近年來,基于機器視覺的圖像數據的數控自動加工編程技術正發展起來,成為一種先進的制造加工技術[1]。它結合利用了信息技術、圖像處理技術和機器視覺技術,直接應用視覺圖像數據實現數控自動編程加工。
本文針對數控裝備的加工編程制造,結合機器視覺技術與數控技術,提出了“基于機器視覺的數控自動編程技術”的思路。通過機器視覺采集系統進行采集圖像,得到點陣格式的圖像文件[1-2]。再通過圖像處理系統對圖像進行處理,進而通過數控編程系統生成加工的代碼指令,從而實現數控自動編程。
1 系統的總體設計
本文實現了基于機器視覺的數控自動編程系統的設計,系統由圖像采集系統、邊緣特征識別提取系統和數控自動編程子系統三大部分組成。
圖像采集子系統用來對加工工件的在線采集獲取實時圖像,進而對系統進行標定以校正圖像,以及獲取工件圖像在加工機床所對應的位置,為數控自動編程獲取的圖元特征信息特供真實坐標。
邊緣特征識別提取子系統用來完成二維圖像的邊緣特征識別提取,將提取出的結果形成特征描述數據流;圖像邊緣特征提取模塊將需要提取的邊緣信息識別提取出來,圖像矢量化模塊將提取出來的邊緣矢量化獲取主要圖元特征點信息,為后續的生成數控代碼提供加工圖元特征信息。
數控自動編程子系統充分利用邊緣特征識別與提取的結果,完成二維加工工件的信息配置,最終生成針對數控加工機床的數控代碼文件。
系統軟件的總體邏輯如下:首先對加工工件進行檢測獲取實時圖像,進行圖像處理獲取加工的邊緣輪廓,進而將要加工的特征圖元信息用DXF文件來存儲和讀取,然后將加工圖元與固定的數控加工代碼段對應,以及配置刀具信息和加工工藝信息,最后生成數控加工代碼。
2 基于機器視覺的數控自動編程關鍵技術
2.1 邊緣輪廓的提取技術
本文采用基于Canny算子的亞像素邊緣提取方法來獲取高精度的邊緣特征。系統邊緣檢測結合Canny算子檢測與亞像素邊緣檢測,相比傳統的邊緣檢測方法,其具有如下邊緣檢測的優點:既具有Canny算子的邊緣檢測方法的對光照改變時依然魯棒的優點,又具有了亞像素邊緣提取方法的檢測高精度的優勢,大大提高了邊緣檢測的準確度和精度[3]。
鑒于此,本文應用基于二項多項式插值法來實現亞像素細分算法。如圖1所示,為整個邊緣檢測流程。
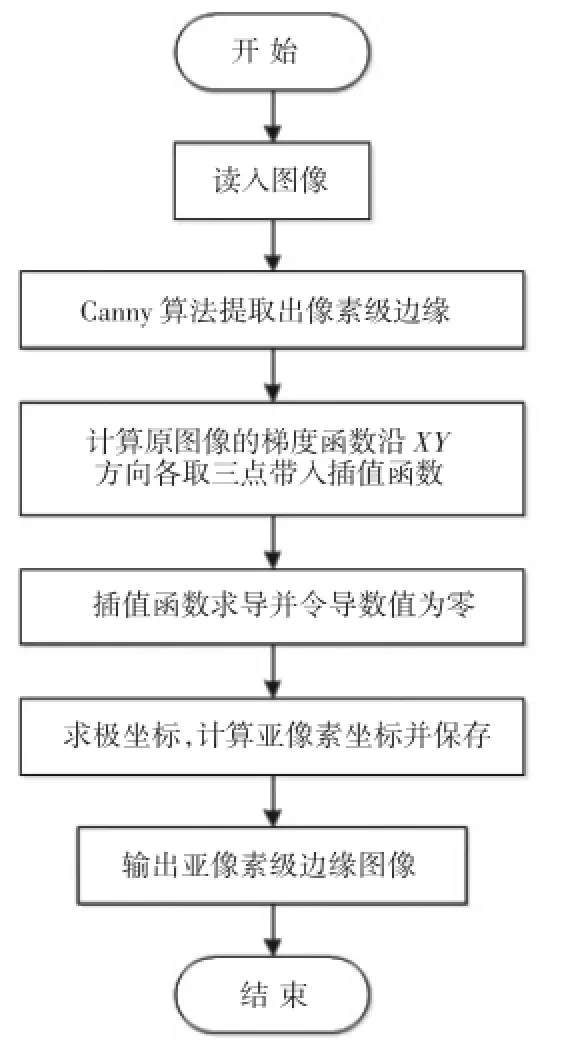
圖1 邊緣檢測流程圖
2.2 圖像矢量化技術
與傳統的圖像矢量化不同,本文采用對圖像邊緣分割并擬合的矢量化方法。首先將邊緣輪廓自動分割成多個部分,每一個部分都會有相對應的幾何基元。然后將分割好之后的邊緣輪廓進行分段擬合,使受不正確或者不準確的提取邊緣點(離群值)影響更少[4]。
2.2.1 邊緣輪廓分割
采用了一種多邊形逼近的方法——Ramer算法進行了評估。Ramer算法先對邊緣輪廓進行了遞歸細分,當得到的全部線段到各自相對應的輪廓段的最大距離小于某一個設定好的閾值dmax時,細分結束。如圖2所示,闡明了Ramer算法是怎樣工作的。

圖2 Ramer算法工作原理圖
2.2.2 邊緣輪廓擬合
邊緣輪廓分割會得到多個部分的邊緣輪廓基元,然后邊緣輪廓基元擬合。本文主要研究對直線和圓的擬合。
(1)對直線的擬合
本課題應用最小二乘擬合法對直線進行擬合,然后在對直線進行擬合前必須要考慮直線的表示方式,用如下公式表示:

為了能從一系列點(ri,ci),i=1,…,n中來擬合出一條直線,應用最小二乘法來擬合,要求每個點到擬合直線的距離和為最小,對每個點到這條直線的距離的平方和進行了最小化處理,應用公式如下:

最小二乘對于遠離直線的離群值沒有很好的魯棒性,計算后會得到不準確的直線。對于權重值處理的不同方法,在實際的應用中,應用一個權重函數叫Huber函數,它的定義如下:

其中參數τ表示距離閾值,定義了哪些點應被視為離群值。如果點到直線的距離小于等于一個設定的閾值τ時,則賦予權重為1;如果點到直線距離大于設定的閾值τ時,權重函數就等于距離的倒數乘以閾值。這樣就是當距離越遠時,權重值就越小。
(2)對圓的擬合
把邊緣輪廓擬合成圓或者圓弧采用跟直線擬合一樣的思路:首先把邊緣輪廓的每個點到擬合圓的平方距離之和為最小,對每點到這個圓的距離的平方和進行了最小化處理,應用公式如下:

在式中,(α,β)為圓心,ρ為圓的半徑。與最小二乘直線擬合類似,最小二乘圓的擬合對離群值同樣是不夠魯棒的。同樣需要引用一個權重函數并且用它來減少離群值對擬合結果的影響。
2.3 加工工藝參數設定
要對數控加工配置參數信息庫,進而根據數控系統代碼的格式要求,自動生成數控加工代碼。合理的工藝參數是保證數控加工質量的前提,因此加工工藝參數是數控自動編程系統的重要內容[5]。
本系統采用人機交互式輸入數控加工所需的工藝參數。根據加工方法、生產率、加工精度和加工成本,可以選擇不同的步長深度。
3 系統的實現與驗證
3.1 系統實現
系統界面主要設計成類似Windows界面形式,并按照模塊化分成幾個功能模塊來設計,分成了圖像采集模塊、加工刀路選擇模塊、加工參數設定模塊、DXF文件讀取與顯示圖元信息模塊、數控代碼顯示模塊等。系統的總體界面如圖3所示。

圖3 系統的總體界面
3.2 驗證實驗
首先通過對相機的標定,獲得校正畸變后的圖像,同時完成圖像坐標系與機床坐標系的轉換。采集圖像確定輪廓的加工點在機床上的坐標,然后根據加工類型選擇輪廓加工。在工件上獲取的一段直線與圓輪廓進行加工數控代碼生成的實驗分析。
以標定板標準件作為加工工件,試驗選用符合系統視野范圍的標定板規格,標定板是7×7圓點標志點陣列,其寬和高都是50 mm,標志點圓直徑為1.56 mm,標志點中心距為6.25 mm.標定板如圖4所示。

圖4 標定板圖像
(1)對標定板標準件進行實驗分析,采集得到這副標定板的圖像,然后在系統中框選定要加工的線段區域,進而獲取這些線段相關的坐標。顯示如圖5所示。

圖5 邊緣圖元信息顯示圖
(2)獲取這段直線和圓進行獲取得到其在機床對應的坐標點。得到的直線起點坐標為(60.05,152.16),終點坐標為(103.48,153.62)。圓的圓心坐標為(96.72,136.09),半徑為1.25 mm.
(3)通過設定加工參數,最后生成數控加工代碼。得到的數控加工代碼如下:
加工直線段代碼:
T1M06
S800M03
G00X60.05Y152.16Z30
G01Z-2.20
G01X96.72Y136.09F800
G01Z30
加工圓孔的代碼:
T2M06
S800M03
G00X94.75Y136.05Z30
G01Z-2.2
G03 X94.75Y136.05R1.25
G01Z30
M30
(4)將這兩段數控代碼一起傳輸到HUST數控系統中進行模擬仿真以及加工示范。HUST數控系統顯示的加工軌跡仿真如圖6所示。

圖6 工件加工軌跡仿真圖
實驗分析:圖6中系統平臺的加工軌跡仿真圖同圖5系統中框選的待加工線段區域相同,證明實際加工的刀路路徑正是被試驗工件上應加工的線段跟圓弧。
4 結束語
本文研究一種基于機器視覺的數控自動編程技術,開發了基于機器視覺的數控自動編程系統,實現工件的自動編程功能。基于機器視覺的數控自動編程技術結合了先進的機器視覺技術與數控加工技術,將自動工件在機器視覺系統中采集獲得的圖像進行處理得到工件圖元的相關信息。進而將加工的圖元信息進一步處理得到數控加工軌跡并最終轉化成數控加工程序,實現了工件的自動編程[6]。
[1]吳鳳和,施法中.基于圖像數據的數控自動編程系統研究與開發[J].中國機械工程,2005(17):1541-1545.
[2]張春良,何彬,陶建華,等.數控加工技術[M].北京:科學出版社,2010.
[3]楊少榮,吳迪靖,段德山.機器視覺算法與應用[M].北京:清華大學出版社,2008.
[4]李鋒.機器視覺應用技術研究[D].杭州:浙江大學,2003.
[5]穆向陽,張太鎰.機器視覺系統的設計[J].西安石油大學學報(自然科學版),2007(06):104-109,130.
[6]彭榮杰.圖像矢量化方法研究與應用[D].武漢:華中科技大學,2006.
The Development of NC Auto Programming Aystem Based on Machine Vision
ZHANG Jie,LI Da-cheng,LI Jun-ming,LIN Wei-lin,TAO Jian-hua
(Guangzhou University School of Mechanical and Electrical Engineering,Guangzhou Guangdong 510006,China)
CNC machining technology based on machine vision combines the use of machine vision technology and CNC machining technology,and direct use of visual image data to achieve a NC programming.The technology of machine vision is applied to NC programming technology,to construct the automatic programming system of NC machine based on vision.Through the machine vision acquisition system to obtain the image of the workpiece,and the image processing to get the edge contour of the workpiece.Further the information of processing graph elements will be processed to obtain NC track and eventually converted into NC program according to the setting of processing parameters,realized the workpiece online programming.
machine vision;NC auto programming;vectorization processing;path planning
TP391
A
1672-545X(2016)11-0125-03
2016-08-14
2015年國家級大學生創新訓練項目“基于機器視覺的數控編程系統的研制”(201511078015)
張杰(1990-),男,安徽人,碩士,主要從事機器視覺、數控技術的研究。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
制造技術與機床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
鐵道通信信號(2018年5期)2018-06-28 03:06:24
家庭影院技術(2017年9期)2017-09-26 03:41:45
知識經濟·中國直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(2016年6期)2016-04-20 06:21:32
