精益管理在生產(chǎn)組織模式中的應用
2017-01-04 05:29:14樊學杰
現(xiàn)代工業(yè)經(jīng)濟和信息化 2016年16期
關鍵詞:生產(chǎn)
樊學杰
(經(jīng)緯紡織機械股份有限公司榆次分公司,山西晉中030601)
精益管理在生產(chǎn)組織模式中的應用
樊學杰
(經(jīng)緯紡織機械股份有限公司榆次分公司,山西晉中030601)
應用精益生產(chǎn)原理,對生產(chǎn)組織模式進行了分析及改善。通過解決生產(chǎn)過程中的不合理因素,實現(xiàn)中小批量生產(chǎn)組織模式的改善。
精益生產(chǎn);生產(chǎn)組織模式;并行工程
引言
為了在激烈競爭的國際市場中保持超強的競爭力,制造企業(yè)必須具有先進的生產(chǎn)組織模式,實現(xiàn)在最短的時間內(nèi),提供最優(yōu)產(chǎn)品的能力。精益管理模式避免了單件生產(chǎn)方式效率低和大量生產(chǎn)方式僵化的缺點,是單件小批量生產(chǎn)方式和大量生產(chǎn)方式的優(yōu)化結合,是生產(chǎn)方式的一次革命性飛躍。本文通過精益管理模式在生產(chǎn)組織中的應用,有效地解決了中小批量生產(chǎn)方式效率低下的問題。
1 精益生產(chǎn)基本理論
精益生產(chǎn)管理思想的最終目標必然是企業(yè)利潤的最大化。但管理中的具體目標則是通過消滅生產(chǎn)中的一切浪費來實現(xiàn)成本的最低化。精益思想告訴我們:利潤缺失的重要原因在管理,企業(yè)加工單元到處存在著浪費。用精益生產(chǎn)的眼光看,造成成本上升的最大原因就是浪費,徹底消除浪費是精益生產(chǎn)的核心特征。在日常的生產(chǎn)過程中,浪費情況表現(xiàn)在:過剩生產(chǎn)、工序等待、零件搬運、加工本身浪費、不良品組裝、重復動作、過多在制庫存。即:“凡是超出增加產(chǎn)品價值所必需的絕對最少的物料、機器、人力資源、場地、時間等各種資源的部分,都是浪費”。不增加價值的活動就是浪費,即使是增加價值的活動,所用資源超過了“絕對最少”的界限,也是浪費。因此,獲得利潤只有兩大方法:首先,通過改善,消除所有浪費,降低成本。其次,提高效率,提高附加價值,實現(xiàn)成本最小化。
2 生產(chǎn)組織模式分析及改善
2.1 加工單元生產(chǎn)現(xiàn)狀分析
加工單元擁有各式數(shù)控設備40部,生產(chǎn)員工85人,實行雙班制生產(chǎn)作業(yè),主要承擔著企業(yè)精密零件的加工,每月上場品種約為200~300種,考慮到每月生產(chǎn)需求的批次,每部設備月均品種切換4~10次,屬于典型的中小批量生產(chǎn)模式。
加工單元在生產(chǎn)任務飽和的情況下,每月完成250萬生產(chǎn)工分,月人均3萬工分左右,低于公司其他生產(chǎn)部門30%左右的工作量,而且成品合格率偏低,一直是企業(yè)管理中的生產(chǎn)瓶頸和質量洼地。針對這種問題,我們對該加工單元的生產(chǎn)組織流程進行了梳理。
新產(chǎn)品圖紙工藝下發(fā)到生產(chǎn)單元后,根據(jù)生產(chǎn)指令進入準備狀態(tài),操作者首先需要識圖、看工藝,在充分理解工藝后,開始編制加工程序和刀具準備,直至首件試切合格為止。這個過程持續(xù)時間較長,簡單零件需要1~2天,復雜零件需要4~6天。主要影響因素是零件復雜程度、操作者個人技能的高低以及加工刀具數(shù)量。如果每臺機床品種切換4~10次,那么每月就會有10~15天的準備時間在浪費,從而引發(fā)后續(xù)一連串不良反應:后道工序等工、生產(chǎn)計劃不能準確完成、成品交貨不及時等等。因此,在生產(chǎn)準備過程中的浪費是造成該生產(chǎn)單元效率低下的重要原因。
2.2 生產(chǎn)組織模式改善
如何實現(xiàn)中小批量生產(chǎn)組織的改善,關鍵在于提高準備階段的效率。本方案應用精益生產(chǎn)理論,通過對準備階段各種動作(分為必要和非必要的動作)的分析,對其中非必要的動作通過并行工程,由車間內(nèi)部不同工種分工協(xié)作,減少準備時間,提高加工效率,滿足中小批量生產(chǎn)中品種的快速切換。
2.2.1 對操作者準備動作的分析(見下頁圖1)
對操作者在準備過程中的5個動作進行分析,區(qū)分出必須由操作者來實施的動作:借夾具、調(diào)整夾具、借刀;對占用時間長,又可以由其他人代替的工作定義為不必要的工作:編程、調(diào)刀。本方案的目的就是將這兩項工作分解到其他工種來并行作業(yè)或提前作業(yè)。
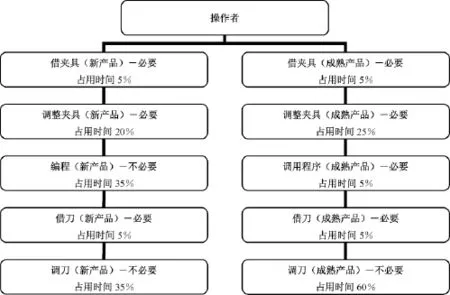
圖1 操作者準備動作分析圖
2.2.2 方案實施流程
2.2.2.1 技術室負責編程和編制刀具清單
目前分兩步進行:1)對成熟產(chǎn)品,將已在加工中得到驗證的程序形成正式的程序文件,附加文字性說明,然后根據(jù)程序,編制刀具清單。2)對新產(chǎn)品,根據(jù)工藝編制加工程序和刀具清單,然后在加工中驗證,進行修改后形成正式文件。
2.2.2.2 刀具室負責刀具的拼裝
技術室形成的刀具清單,其電子版與刀具室共享,刀具室根據(jù)班組下達的生產(chǎn)指令,安排專人備刀,并進行預調(diào)整,對調(diào)整后的結果以標簽形式貼于刀具表面。
2.2.3 新的生產(chǎn)組織流程
2.2.3.1 現(xiàn)場工藝員
在工藝準備完成后,由現(xiàn)場工藝員進行編程,生成程序單和刀具清單。刀具清單交工具室核實庫存,確保有實物及一定的數(shù)量。
2.2.3.2 生產(chǎn)調(diào)度
根據(jù)計調(diào)室的計劃,至少提前1天給工具室下達準備刀具、拼合夾具的申請。同時,把零件送夾具室供拼夾具使用。
2.2.3.3 工具室、準備工/現(xiàn)場工藝員
刀具室根據(jù)技術室提前提供的刀具清單準備好刀具(包括刀柄和刃具),并打印好借條。屬于新產(chǎn)品的中小型零件夾具室拼合好后,通知現(xiàn)場工藝員確認正確性。確認后,打印出借條。屬于成熟產(chǎn)品的中小型零件夾具室拼合好后,通知準備工確認正確性。確認后,打印出借條。屬于新產(chǎn)品的大型零件,夾具室通知現(xiàn)場工藝員確定拼合方案,并準備好上機床拼夾具所需的所有元件,打印好借條。屬于成熟產(chǎn)品的大型零件,夾具室準備好上機床拼夾具所需的所有元件,打印好借條。
2.2.3.4 刀具和夾具的借用
新產(chǎn)品由現(xiàn)場工藝員確認正確性后,先打借條,完成首件加工后,轉給操作者。成熟產(chǎn)品由準備工確認正確性后,先打借條,完成首件加工后,轉給操作者。
2.2.3.5 首件加工
新產(chǎn)品由現(xiàn)場工藝員與操作者共同完成,操作者操作,現(xiàn)場工藝員指導。具體包括對著工藝和實物介紹加工內(nèi)容在圖紙上的位置及控制重點,介紹程序,指導切削用量的選擇。成熟產(chǎn)品由準備工輔助完成首件的加工。
3 改善效果
通過對生產(chǎn)組織模式的改變,該生產(chǎn)單元的生產(chǎn)狀況得到了明顯改善。首先,生產(chǎn)效率得到了很大提升,生產(chǎn)準備周期縮短到原來的30%,單臺設備月均生產(chǎn)準備時間為3~5天,不增值環(huán)節(jié)得到了很好的改善,月均工作量上升40%,確保了生產(chǎn)任務的順利完成,減少了下游環(huán)節(jié)的等工和整機的裝配進度。其次,由于在準備環(huán)節(jié)中,多方參與,尤其是現(xiàn)場工藝員直接參與到零件的加工過程,工藝員的理論知識和操作者的實踐經(jīng)驗相互磨合、相互促進,實現(xiàn)了個人技能的共同提高,同時促使產(chǎn)品品質不斷提升。第三,工作量的上升和品質的提高帶來了職工收入的提高,進一步促進了這一生產(chǎn)模式的優(yōu)化,形成了良性循環(huán)。
4 結論
本文通過對精益生產(chǎn)核心思想的理解,將精益生產(chǎn)技術應用于中小批量生產(chǎn)組織中,打破原有的思維模式,分析、查找、消除生產(chǎn)中的浪費環(huán)節(jié)和不合理因素,從生產(chǎn)準備入手,設計出了一整套合理、科學的生產(chǎn)準備模式,有效地解決了中小批量生產(chǎn)組織中效率低下的問題,為精益生產(chǎn)的準時化奠定了基礎。
(編輯:王紅霖)
Flexible Production M anagement of M achinery M odel
Fan Xuejie
(Yuci Branch,Jingwei Textile M achinery Co.,Ltd.,Jinzhong Shanxi030601)
The basis of the principle of lean production,the production organization pattern was analyzed and improved.By solving the unreasonable factors in the process of production,to achieve the improvement of themedium and small batch production organization pattern.
lean production;organization of productionmode;concurrentengineering
F426.31
A
2095-0748(2016)16-0107-03
10.16525/j.cnki.14-1362/n.2016.16.48
2016-06-22
樊學杰(1965—),男,大專,經(jīng)濟師,從事企業(yè)管理工作。
猜你喜歡
江蘇安全生產(chǎn)(2022年9期)2022-11-02 07:01:24
中國化肥信息(2022年7期)2022-08-31 01:28:54
山東冶金(2022年2期)2022-08-08 01:50:42
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
中國軍轉民(2017年6期)2018-01-31 02:22:28
消費導刊(2017年24期)2018-01-31 01:29:23
中國制筆(2017年2期)2017-07-18 10:53:09
現(xiàn)代企業(yè)(2015年4期)2015-02-28 18:48:06
汽車零部件(2014年11期)2014-09-18 11:57:16
