輕軌車輛用密接式車鉤鑄造工藝研究
2016-12-30 01:13:07賈旭呂昌略姜偉航周子龍
中國鑄造裝備與技術 2016年4期
賈旭,呂昌略,姜偉航,周子龍
(江蘇朗銳茂達鑄造有限公司,江蘇江陰 214445)
輕軌車輛用密接式車鉤鑄造工藝研究
賈旭,呂昌略,姜偉航,周子龍
(江蘇朗銳茂達鑄造有限公司,江蘇江陰 214445)
在鉤體研制過程中,對產品的技術要求和結構特點進行分析,設計初步的鑄造工藝;利用M AG M A軟件進行鑄造模擬分析,通過對鑄造工藝進行沖型、凝固過程的模擬計算和縮松、縮孔的預測,對工藝進行優化。根據確定的工藝進行模具的制作,對試驗結果進行分析,進行工藝改進,并進行熱處理試驗和尺寸的加工確認,研制出滿足要求的鉤體。
密接式車鉤;鑄造工藝;鑄造模擬分析;工藝改進
隨著城市軌道交通的快速發展,城市地鐵車輛、低地板輕軌車輛在大中型城市快速發展,通過引進吸收與自主創新的結合,加速產品的科技進步和產業化進程,實現客運速度快、運量大、安全、準時等特點。密接式車鉤緩沖裝置安裝于車輛車體上,起連接車輛、緩沖縱向沖擊的作用,能夠顯著降低車輛的縱向沖擊,從而大大提高車輛的舒適性和安全性。江蘇某一線城市100%低地板有軌電車的救援車鉤為密接式車鉤緩沖裝置,列車持續運營速度為70 km/h,最高試驗速度為80 km/h。密接式車鉤緩沖裝置包括輕軌用密接式車鉤(以下簡稱QG鉤體)、鉤身桿、緩沖吸能裝置(膠泥緩沖器)、高度調節裝置(支撐橡膠)、固定裝置、折疊裝置以及中間卡環連接裝置等。QG鉤體為鉤緩裝置中最為重要和受力較大的零件,采用砂型鑄造進行制作。
1 技術要求及結構特點
1.1 技術要求
QG鉤體需要進行射線探傷檢測,關鍵部位的內部質量要滿足ASTM E446的П級要求,其余部位滿足Ⅲ級要求;鑄件表面進行磁粉探傷檢查,需要滿足GB 9444的П級要求;QG鉤體需要進行拉伸、壓縮強度試驗;QG鉤體成份要滿足TB 2942中C級鋼的要求;QG鉤體的力學性能要滿足表1的要求。

表1 性能要求
1.2 結構特點
QG鉤體結構復雜,屬于典型的薄壁框型鑄件,加工部位較多,產品結構如圖1所示,鉤體的主體面壁厚及凸錐壁厚尺寸為8 mm,鉤體連掛面平面的毛坯壁厚達到26 mm,壁厚懸殊較大(圖2所示),鑄件容易產生裂紋、澆不足、冷隔等鑄造缺陷。鑄件的外形尺寸為480×420×240(mm),中間安裝鉤舌部位和尾部軸孔部位為主要受力部位,經過計算機仿真分析計算,材料強度能滿足要求,尺寸的相互關聯性較強,熱節部位較多,鑄造難度相對較大。
2 工藝方案及優化
2.1 鑄造工藝分析和設計
QG鉤體主體結構為上下對稱,但連掛面頂面有一側有方形凸臺,通過整體考慮,分型面選擇產品的中心面,有方形凸臺的面作為上型,這樣有利于對此部位的補縮設計,根據產品的特點,由于鑄件主體壁厚較薄,冒口的水平補縮距離較小,采用小冒口多點補縮,熱節部位重點補縮,澆注系統采用中間注入式。
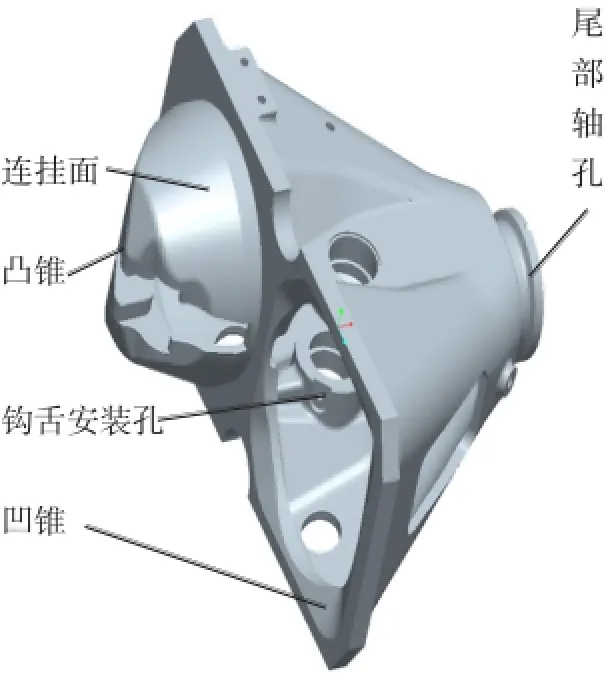
圖1 QG鉤體產品圖
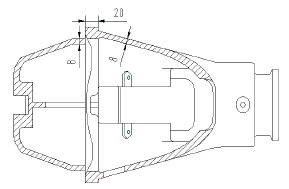
圖2 QG鉤體壁厚簡圖
為提高冒口的補縮作用,防止縮孔和縮松的出現,得到組織致密的鑄件,同時,此種材料收縮較大,結晶溫度范圍較小,采用順序凝固的的原則[1],使鑄件的側面凸臺和下型平面結構最先凝固,保證冒口部位最后凝固。在鉤體連掛面頂面中間部位設計明冒口,不僅確保補縮質量,而且這個部位是鑄件的最高部位,有利于鋼液沖型過程的出氣。為使鋼液沖型過程中,鋼液沖型平穩,并且能夠在短時間內充滿型腔,不產生澆不足、冷隔等缺陷,設計從鉤體的連掛面側面引入鋼液。為得到順序凝固,在側面的凸臺部位及遠離澆冒口的部位放置冷鐵。澆注系統采用開放式的類型,沖型平穩,對型腔沖刷較小,澆道面積之比為∑直∶∑橫∶∑內=1∶1.12∶1.12。
2.2 鑄造模擬分析
為了加快試制進程,獲得合格的鑄件,確保鑄件內在質量,采用MAGMA軟件對其進行了模擬分析和工藝優化。首先,采用三維造型軟件建立三維鑄件模型,并構造冒口、冷鐵和澆注系統。然后通過STL接口輸入到MAGMA軟件中,并對設計的工藝模型網格劃分,并在前處理模塊中輸入初始數據,設置邊界條件,進行充型過程、凝固過程模擬計算。根據計算結果進行分析,①沖型過程比較平穩;②觀察熱節部位,熱節集中區域如圖3所示;③用判據進行觀察,分析鑄件可能產生縮孔、縮松的區域,如圖4所示。

圖3 鑄件熱節圖
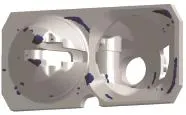
圖4 鑄件凝固后缺陷圖
2.3 工藝方案優化
(1)在主氣閥的側面、凹錐邊緣出現縮松部位放置φ60×90(mm)保溫冒口。
(2)將鉤體連掛面頂面中間部位的明冒口換成保溫冒口,減少冒口中鋼液熱量的散失,提高冒口的補縮效果。
(3)圖4中凸錐和凹錐的中間部位(下型)在凝固過程中,屬于典型的孤立液相區,在凝固過程中沒有鋼液進行補縮,在下部和側面放置冷鐵,相當于減少此部位的模數,使其迅速凝固,減少缺陷的形成。
3 產品試制及工藝改進
(1)根據優化的工藝方案進行模具設計并制作。用酯硬化水玻璃砂造型、制芯,鉤體頭部凸錐部位的坭芯用鉻鐵礦砂制作,外模、坭芯均刷涂醇基鋯英粉涂料。
(2)QG鉤體澆注后進行清砂、澆冒口切割、打磨、磁粉探傷,磁粉探傷檢查過程中發現QG多處出現裂紋,裂紋主要出現集中于三個部位:①凸錐與連掛面相連接的部位,裂紋長度在50~80 mm之間;②QG鉤體主體面與連掛面相連的內外部交接部位,裂紋長度在70~100 mm之間;③鉤舌安裝孔與主體面交接部位出現目視裂紋,如圖5所示。
(3)針對出現的裂紋采取以下措施:①增大凸錐與連掛面相連接的部位的圓角尺寸并設置防裂筋;②增大主體面與連掛面相交接部位的圓角尺寸并設置防裂筋;③在鉤舌安裝孔部位設置防裂筋,并設計使用內冷鐵,根據文獻[1]給出的不熔合內冷鐵最大直徑的計算公式 dmax=0.2tUMr1.8進行計算,其中tU=120 ℃,Mr=1.4 cm,計算出dmax=44 mm;選擇?30 mm的圓鋼作為內冷鐵進行試驗。鑄件澆注后進行清砂、澆冒口切割、打磨、磁粉探傷,鑄件表面沒有較大裂紋,熱處理后進行機加工,加工過程中鉤舌安裝孔出現裂紋,如圖6所示。

圖5 安裝孔部位裂紋圖

圖6 加工后安裝孔裂紋圖
(4)熱處理工藝。采用正火+調質的熱處理方式,材料具有一定的回火脆性,在熱處理回火過程中利用快速冷卻的方式進行避免,回火后進行水冷,在得到高強度的同時得到好的塑性和韌性,金相組織為回火索氏體。
4 試驗結果
根據前期試驗的結果,確定最佳工藝方案:舍棄內冷鐵的使用,在連掛面及鉤舌安裝孔出現裂紋部位進行結構改進,并在此部位設置防裂筋,進行試驗,結果如下:
(1)鑄件表面成型較好,無澆不足、褶皺、氣孔等表面缺陷;
(2)鑄件打磨整理后進行DR檢測,所有部位均滿足技術條件的要求,關鍵區域的評級達到ASTM E446的П級水平,其余部位均達到Ⅲ級水平;
(3)進行鑄件尺寸檢測,均滿足加工要求,縮尺設置合理;
(4)對熱處理后的同爐試棒進行力學性能檢測,結果滿足要求,具體數據如表2。
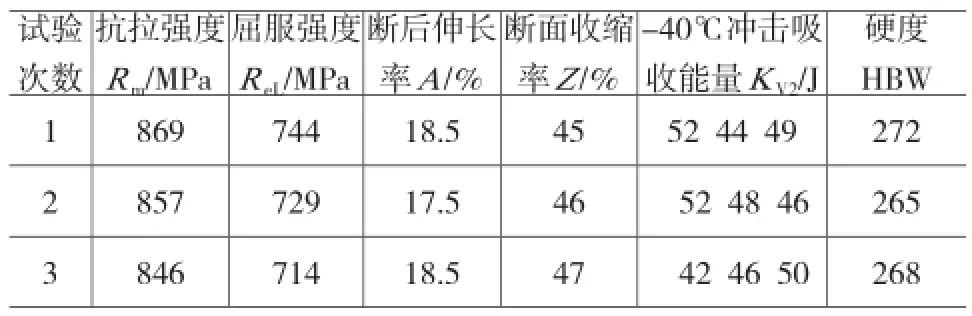
表2 力學性能結果
5 結論
(1)在QG鉤體開發過程中充分發揮MAGMA鑄造模擬軟件的作用,指導鑄造工藝設計,確保內部質量,縮短開發周期,,提高研制的成功率。
(2)合理的熱處理方式可以得到良好的綜合機械性能,QG鉤體采用正火+調質的熱處理方式不僅得到良好的強度和塑性,同時也得到良好的低溫沖擊韌性。
(3)由于內冷鐵在鑄件凝固期間阻礙線收縮的應力過大而使鑄件產生裂紋,所以工藝設計過程中謹慎使用內冷鐵。
[1] 中國機械工程協會鑄造分會,鑄造手冊:第5卷鑄造工藝[M].北京:機械工業出版社.2003.
[2] 俞樹吉, 荊留生,吳劍敏,等.鐵道客車密接式車鉤鑄造工藝的改進與生產實踐[J]. 中國鑄造裝備與技術,2014(6).
[3] 石炳華. BHP旋轉車鉤鉤體鑄造工藝設計[J]. 中國鑄造裝備與技術,2010(1) .
Casting technology research of tight-lock coupler for light rail vehicle
JIA Xu,LV ChangLue,JIANG WeiHang,ZHOU ZiLong
(CSR Jiangsu Leadrun Manden Casting Co.,Ltd.,Jiangyin 214445,Jiangsu,China)
In the process of tight-lock coupler development,the technical requirements and structure characteristics were analyzed,and the preliminary casting process was designed.MAGMA casting simulation software was used to optimize the casting process by calculating filling ,solidification and forecasting shrinkage cavity,shrinkage porosity .The moulds were made according to the optimized process.The improvement was put forward according to the test results.After heat treatment test and machining dimensions were studied, the tightlock couplers accorded with the requirements are produced.
tight-lock coupler;casting process;casting simulation analysis;process improvement
TG244;
A;
1006-9658(201 6)04-0067-03
10.3969/j.issn.1 006-9 658.2016.04.01 7
2016-01-23
稿件編號: 1601-1232
賈旭(1983—),男,工程師,主要從事鑄鋼件材料研究及工藝設計.
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:54
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
世界農藥(2019年2期)2019-07-13 05:55:12
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
建筑材料學報(2014年3期)2014-03-11 17:08:02
