績效技術指導注塑機定模板鑄件結構的優化設計
2016-12-30 01:13:11
中國鑄造裝備與技術 2016年4期
(南充職業技術學院,四川南充 637100)
績效技術指導注塑機定模板鑄件結構的優化設計
盧亭玉
(南充職業技術學院,四川南充 637100)
簡述了全液壓注塑機重要零部件—定模板鑄件的結構及其工作狀態。分析了原定模板結構存在的問題:壁厚設計不合理、預埋鋼管結構及其位置不正確、加強筋結構不合理、鑄造工藝孔大小及其位置不合適等諸多不足;闡述了運用績效技術等新理念設計出的定模板鑄件的結構特征,及其預埋鋼管鑲鑄可靠、鑄件合格率高等優點。其設計理念可推廣于其類似鑄件之結構設計過程中。
績效技術;液壓鑄件;定模板;預埋鋼管;鑄造工藝孔
隨著社會的發展,塑料制品已經廣泛地應用于人們的日常生活及各行各業的生產中,并且將更大規模地替代金屬制品。而注塑機則是塑料制品最為主要的成型設備,本文研究的注塑缸定模板鑄件便是全液壓注塑機上的一個極為重要的基礎零件。
全液壓注塑機的定模板上通常裝配鎖緊油缸及其活塞桿、開合模油缸及其活塞桿、以及其它液壓管件,因而該零件上通常承載數百公斤至數噸的設備靜載荷,及數噸至數十噸、上百噸的動載荷。若定模板結構強度、剛性偏弱,便易使注塑缸產生變形,從而降低設備的運行精度,加速相關零部件的磨損,增大設備的維修工作量,更為重要的是壁厚等結構設計的不合理,會使鑄件產生裂紋導致設備漏油。原定模板鑄件結構(如圖1所示,鑄鐵材料一般為QT500-7)在多年生產實踐中已經多次出現了諸如上述的問題,為了解決這一現狀,我們采用績效技術等新理念重新設計和改進了定模板鑄件結構。為討論方便本文以鎖模力200 t的全液壓注塑機定模板為例進行探討。
1 定模板原結構的不足
1.1 壁厚不合理
圖1所示的鎖模力200 t的全液壓注塑機定模板原結構,在結構設計方面主要考慮的因素,一方面是定模板結構的剛性—足夠的剛性以期在200 t的鎖模力狀態下定模板盡可能少的變形;另一方面是機械加工工藝性—以求機械加工工藝簡化。由此,使得定模板原結構鑄件壁厚的合理性考慮不夠。
定模板原結構壁厚的設計是不合理的,主要表現在包融預埋鋼管(鋼管的壁厚一般為4~7 mm)的壁厚最薄處只有10~13 mm,而10~13 mm的壁厚和主體50 mm的壁厚懸差太大,因此一方面會使得鐵液凝固和冷凝過程中應力過大,致使包融預埋鋼管處的薄壁與厚壁交界處易產生收縮裂紋,從而易使鑄件產生液壓油的滲漏;另一方面對于10~13 mm的薄壁結構,鑄造廠為使鑄件獲得較高的鑄件合格率,把本應“低溫澆注”的厚壁球鐵件采用了“高溫澆注”工藝(以避免薄壁處產生澆不足、冷隔類鑄造缺陷),而“高溫澆注”則又使得鑄件易產生更大的收縮缺陷和預埋鋼管被“融化”及鋼管內的芯砂被燒結的缺陷。這兩方面的缺陷都是定模板鑄件技術要求不允許出現的。
1.2 預埋鋼管結構及位置不合理
在定模板原結構中,預埋鋼管的結構及位置也不合理。之所以說預埋鋼管結構不合理,主要是指預埋鋼管(如圖2.a所示,通常采用無縫鋼管)與鑄鐵的鑲鑄直接使用的是光面結構。眾所周知,鋼的收縮系數(亦即膨長系數)與鑄鐵的收縮系數相差較大,其相互間很難做到很好的“融合”,必然會在鑄鐵與鋼管的接合面上存在著無法消除的縫隙,這也是定模板原結構存在漏油缺陷的一個較重要的客觀因素。
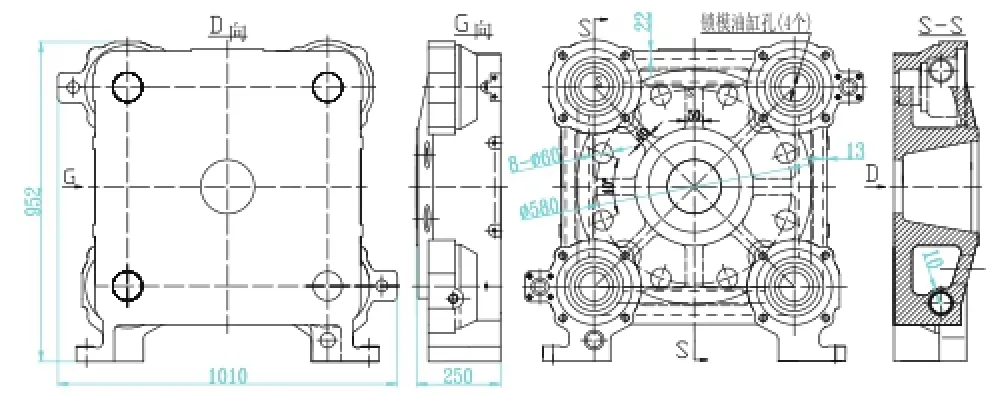
圖1 鎖模力為200 t的全液壓注塑機定模板原結構簡圖
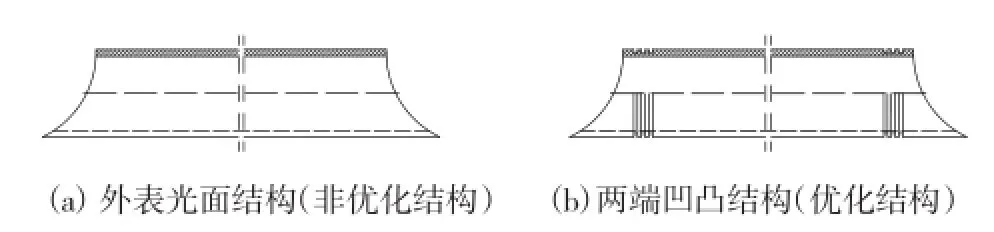
圖2 預埋鋼管的兩種不同結構簡圖
預埋鋼管位置不合理,主要是指預埋鋼管與定模板的四個主側面所構成的壁厚(最小處)上側面為22 mm,左右兩側面僅為13 mm。這種位置既會如前所述易使鑄件產生收縮缺陷,又使得四個工作狀態相同的鋼管,其包融的壁厚尺寸相差過大,影響結構的外觀。
1.3 加強筋結構不合理
定模板原結構的加強筋結構設計不合理,主要是指定模板原結構的四角上的鎖模油缸孔之對角線上四個斜向加強筋(以下簡稱:四個斜筋)的尺寸只設計了40 mm壁厚,而這四個斜筋正好是四個鎖模油缸傳遞鎖模力的主要結構的重要組成部分;正對四個邊的正“十字筋”(以下簡稱:四個輔筋)不是主要傳遞鎖模力的結構卻設計成了50 mm壁厚。由此,一方面既使得定模板的剛性得不到很好地保證;另一方面又降低了材料的使用率(性價比),于是我們認為定模板原加強筋的設計不合理。
1.4 鑄造工藝孔大小及其位置不合理
定模板原結構的鑄造工藝孔大小及其位置設計同樣是不合理的。定模板原結構中的8個φ60 mm出砂孔,亦是鑄造工藝使用的砂芯定位結構。而φ60 mm的孔徑偏小,不利于砂芯的定位,8個孔布置的中心既沒有設置在所定位砂芯的重心處,又未在φ580 mm的徑向位置上均布。由此,這種尺寸和位置的設計既不利于砂芯的定位,又使得8個出砂孔分布的美觀性降低。
2 定模板優化設計后結構的特點
鑒于上述定模板原結構存在的諸多不足,我們運用績效技術、美學及黃金分割原理等新理念[1~4]來指導該鑄件的結構設計。重新改進設計出了圖3所示的鎖模力200 t的注塑機定模板的優化結構。經過該鑄件(及其同類鑄件)成功的生產實踐證明,改進后的定模板結構具有如下一些特點。
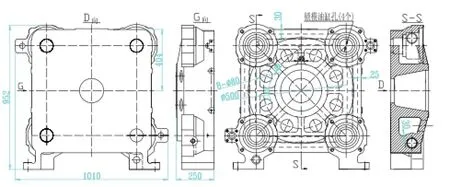
圖3 鎖模力200t的全液壓注塑機定模板改進后結構簡圖
2.1 合理的壁厚結構
圖3所示的全液壓注塑機的定模板優化結構,是在保證其零件質量大致相同的條件下,注重鑄件壁厚尺寸相差值盡可能小—使鑄件的壁厚均衡性提高,同時在確保該定模板足夠強度等技術要求的前提下,又提高了鑄件的剛性。分別將原鑄件結構中包融預埋鋼管的幾處最小壁厚從10、13、22 mm的不合理尺寸,優化設計為圖3所示的30、25、30 mm。
定模板合理的壁厚尺寸使包融預埋鋼管處的壁厚相差較小,整個鑄件的壁厚均衡性得以大幅度的提高。一方面使得鐵液凝固和冷凝過程中應力得到了盡可能的減小,致使包融預埋鋼管處壁與鑄件本體壁交界處不會產生收縮裂紋,從而使鑄件因為裂紋產生液壓油滲漏缺陷的因素得以根本性消除。另一方面均衡性高的厚壁結構的球鐵件,可以很好地應用“低溫澆注”工藝,既可降低鑄件其它的收縮缺陷,提高材質的致密度,又使得預埋鋼管內的芯砂不再出現燒結的缺陷。
2.2 預埋鋼管結構及位置合理
鑒于圖2.a所示光面的預埋鋼管與鑄鐵的鑲鑄所存在的不足,我們利用鋼的收縮系數與鑄鐵的收縮系數相差較大的特性,將接近預埋鋼管的管口處設計制作成圖2.b所示的凹凸結構,利用其不同的收縮系數特性相互間 “融合”—鎖緊。由此,可較好地克服鑄鐵與鋼管的“接合面”因收縮系數的不同而存在的縫隙。
運用美學及黃金分割原理等新理念[4]來設計該定模板結構,將預埋鋼管的位置設置在距離定模板中心點(線)相同距離的“同位圓—φ500 mm”的空間坐標上,以便于優化該液壓球鐵件鑄造工藝的設計與生產操作。
2.3 合理的加強筋結構
鑒于定模板原結構中不合理的加強筋結構,運用績效技術理念來指導其加強筋結構的設計。將定模板原結構的四個斜筋尺寸40 mm優化設計為60 mm ,使這四個斜筋有效地傳遞和承載四個鎖模油缸的鎖模力;而對四個輔筋尺寸50 mm更改設計為40 mm ,一方面既使得定模板的質量變化不大,另一方面提高了材料的使用率(性價比)。
2.4 優化的鑄造工藝孔及其位置
針對定模板原結構中不合理的鑄造工藝孔尺寸及其位置,運用美學及黃金分割原理等新理念[4]來指導該零件的相應結構設計,分別作出了如下的優化設計和改進。
將定模板原結構的8個φ60 mm出砂孔,優化設計為圖3所示的8個φ80 mm出砂孔。通過計算我們知道φ80 mm出砂孔(及芯頭)面積比φ60 mm的原出砂孔(及芯頭)面積增大了近80%。由此,φ80 mm出砂孔大幅度地優化了砂芯的定位和鑄件清理時的出砂可操作性。
將定模板原結構中不合理的8個φ60 mm出砂孔位置,優化設計為圖3所示的8個φ80 mm出砂孔位置。一方面8個出砂孔所居的φ500 mm的徑向坐標位置,正好是邊長尺寸404 mm的黃金分割尺寸(0.618倍);另一方面,圖3所示的8個出砂孔中心亦基本上是所在的8個砂芯的重心位置處。由此設計既有利于砂芯的定位,又使得8個出砂孔分布的美觀性得以提高。
3 結束語
全液壓注塑機的定模板優化結構除上述結構特點外,因鑄件結構的合理性較好地改善了鑄件的鑄造工藝性,同時鑄件還具有了大幅度提高鑄件合格率、使鑄件生產成本得以較大程度降低的重要特性。
綜上所述,運用績效技術、美學及黃金分割原理等新理念來指導定模板類鑄件的結構設計,所得到的圖3所示的全液壓注塑機的定模板優化結構,相比于圖1所示的定模板原結構,具有部件結構優化、美觀性好、鑄件剛性高、材料性價比高、生產總成本低等優點。基本上克服了定模板原結構所存在的不足。由此可見,對定模板結構進行的優化設計即保證了技術上的先進性,又提升了經濟性能,其所用的優化設計理念可以廣泛地推廣于其類似鑄件之結構設計中。
[1] 馬寧,林君芬,林濤.績效技術的理論淵源與研究領域[J].中國電化教育,2004(10):5-9.
[2] 王昌輝.績效技術在企業領域的延伸[J]. 東方企業文化,2010(10):73-74.
[3] 焦建文.績效技術在我國教育技術領域發展緩慢的原因與對策淺析[J]. 云南電大學報,2008(04):28-31.
[4] 劉文川,王正端.美學及人類工效學在鑄造工裝設計中的應用[A].2005中國鑄造活動周學術年會論文(集),2005年8月(沈陽) :292-298.
[5] 劉文川,何桂.氣缸體水套砂芯熱芯盒的優化設計[J].中國鑄造裝備與技術, 2011(1):47-51.
[6] 劉光清,劉文川,魏曉偉,等.注塑機定模板的鑄造工藝[J].鑄造, 2015.64(4):372-374.
[7] 羅曉林.美學等新理念在注塑缸導軌座鑄件結構設計中的應用[J].中國鑄造裝備與技術, 2014(6):58-60.
Optimization design of casting structure of injection molding machine template with performance technology
LU TingYu
(Nanchong Professional Technic College, Nanchong 637100,Sichuan, China)
This paper is about to sketch the structure and the working state of the important part of the whole hydraulic injection molding machine--the fixed template casting. It is also about to analyze the problems of the original fixed template structure: Wall thickness design is unreasonable, Pre buried steel pipe structure and its position is not correct, Reinforced structure is irrational, The hole size and location of casting process are not suitable and so on many problems. It is to expounds the structural characteristics of the fixed template casting, which is designed by using the new concept of performance technology, and the advantages of the high quality of the pre embedded steel pipe and the high qualified rate of casting. The design concept can be used widely in the designing of something similar to cast.
performance technology;pydraulic casting;fixed template;pre buried steel pipe;casting technological hole
TG21+3;
A;
1 006-9 658(201 6)04-0095-03
10.3969/j.issn.1 006-9 658.2016.04.027
2016-01-11
稿件編號: 1601-1201
盧亭玉(1975—),女 ,講師.主要研究方向為機械設計與制造的教學與研究.
猜你喜歡
哲學評論(2021年2期)2021-08-22 01:53:34
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
中華詩詞(2019年7期)2019-11-25 01:43:04
模具制造(2019年3期)2019-06-06 02:10:54
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
現代企業(2015年9期)2015-02-28 18:56:50
