基于PLC的三軸機械手控制系統的設計與實現
2016-12-23 02:59:04管文娟
制造業自動化 2016年7期
劉 燕,鄒 萍,管文娟
(常熟理工學院 電氣與自動化學院,常熟 215500)
控制技術
基于PLC的三軸機械手控制系統的設計與實現
劉 燕,鄒 萍,管文娟
(常熟理工學院 電氣與自動化學院,常熟 215500)
三軸機械手作為智能制造系統中的一個重要組成部分,在工業生產領域得到了廣泛的應用。根據三軸機械手運行控制要求,以PLC為核心控制器,應用步進驅動、傳感器監測、觸摸屏技術,結合氣動驅動等多項技術,設計滿足準確定位、牢固抓取及移動要求的控制系統。通過對其程序柔性化的設計,可以實現機械手不同運行軌跡的操作,以此驅動現代制造業自動化技術的大力發展。實際運行表明,該控制系統的設計具有很好的實際應用價值。
三軸機械手;步進驅動;控制系統;運行軌跡
0 引言
智能制造技術的發展使機械手已成為了現代制造生產系統中的一個重要組成部分,它替代人類手臂可完成搬運、抓取、移位等一系列動作。三軸機械手作為空間運動機構可以在高溫、高壓、潮濕、粉塵、污染性等惡劣環境下實現多種運行,完成人類無法完成的操作,因此在工業生產領域得到了廣泛的應用。三軸機械手的廣泛應用,對其運行控制的要求不斷提高,準確的定位、牢固的抓取、移動已成為對機械手運行性能的基本要求,也成為自動生產線降低作業成本、提高作業能力和效率的重要保證。基于PLC的三軸機械手控制系統,以PLC為核心控制器,應用步進驅動、傳感器監測、觸摸屏技術,結合氣動驅動等多項技術,通過對控制系統的柔性化設計,實現機械手不同的操作,以此驅動現代制造業自動化技術的大力發展,并帶動實現技術更加復雜的生產和操作以及裝配工藝要求更高的流程化過程。
1 三軸機械手平臺結構及控制要求
1.1三軸機械手平臺結構
三軸機械手的機械結構如圖1所示,主要由傳感器、X軸移動平臺、Y軸移動平臺、Z軸移動平臺、工件放置平臺、步進電機和吸盤等組成。其中M1,M2,M3分別是Y,X,Z軸的步進電機,控制機械手運行過程中的移動位置;PH1、PH2、PH3、PH4、PH5、PH6、PH7、PH8、PH9為X、Y、Z軸移動平臺上的傳感器,作為三個軸的極限和原點位置的監測信號;YV1為吸盤,吸取物料,放下物料。
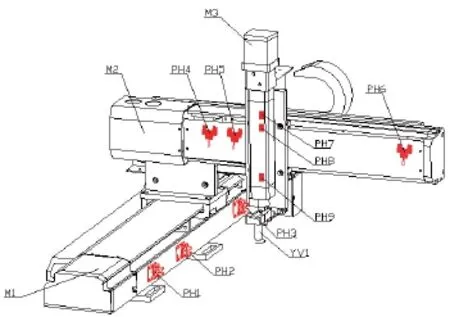
圖1 三軸機械手平臺結構
1.2控制系統的要求
在生產過程中隨著加工工藝的不同,機械手執行軌跡總在發生變化。為了說明問題,下面以兩種典型的控制工藝為例闡述其設計思路。
1)控制方式一:機械手自動循環完成一個周期的操作,通過移動、吸取等動作將物料從A區移動到B區,并在工件放置平臺上擺放成方形形狀。若在執行過程中按下停止按鈕,機械手將停留在該工序上,再按下啟動按鈕,則又從該工序繼續工作;
2)控制方式二:具體操作流程與方式一控制類似,其機械手運動的最終目標是將物料擺放出圓形形狀。
上述的運行軌跡需要機械手在三維坐標中完成向左移動、向右移動、向前移動、向后移動、向上移動、向下移動、吸氣和放氣等動作。兩種運行中可設置手動運行或連續自動運行方式,且在每次開機初始化完成后,機械手需要進行原點搜索。
2 控制系統的硬件設計
2.1系統硬件組成
根據控制系統的要求,系統硬件設計如圖2所示,主要由PLC、觸摸屏、步進驅動和傳感器監測等部分組成。傳感器等外部信號通過輸入單元送入PLC內部進行邏輯運算預處理,再經過PLC輸出單元向X軸、Y軸、Z軸步進驅動器和電磁閥發出信號,驅動電機運行并控制機械手吸盤的動作。各組成部分的功能如下:
1)觸摸屏:監控系統的運行過程。選擇MCGS中的TPC7062觸摸屏作為系統上位監控系統。觸摸屏是人機交互系統中的一部分,主要包含了HMI硬件和畫面組態軟件兩部分。
2)PLC控制器:接收按鈕開關信號和傳感器信號,同時控制三個步進驅動器。選擇西門子CPU226PLC作為控制器,X軸、Y軸、Z軸傳感器監測信號以及啟動、停止的按鈕信號分別接至CPU226的輸入端, PLC輸出端則接步進驅動器及電磁閥。
3)傳感器檢測信號:傳感器檢測信號由三軸機械手中各部分安裝的傳感器產生,選擇光電傳感器作為三個軸的極限和原點。
4)步進驅動器和步進電機:步進驅動器和步進電機組成步進驅動單元驅動機械手在三個方向的軸上運動。步進電機選擇為Kinco 2S45Q-02054,該步進電機是兩相四線的電機。步進驅動器選擇為2M530的Kinco。
5)電磁閥:控制機械手吸盤的吸氣和放氣動作。
6)機械手:主要控制對象,運動由電機和吸盤控制。圖2中的機械手為氣動機械手,以空氣壓縮機為動力源,進行能量或信號傳遞。
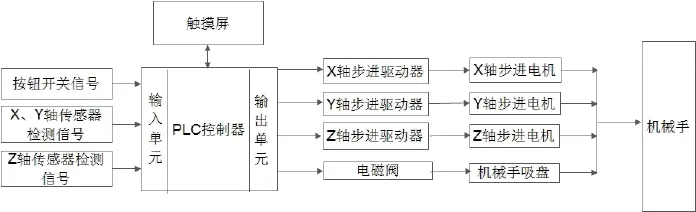
圖2 系統硬件組成框圖
2.2步進驅動電路設計
步進驅動單元由步進驅動器和步進電機組成,通過和PLC控制器的連接來驅動機械手的運動。步進驅動器作為步進電機的驅動部分,接收從PLC發出的脈沖信號和方向信號從而控制步進電機的轉動。具體接線電路如圖3所示。將X軸步進驅動器的PLS+、DIR+分別接至PLC的Q0.0和Q0.2點。PLS為脈沖信號,DIR為方向信號,每一個脈沖信號的上升沿驅動電機轉動一步,而方向信號則是控制步進電機轉動的方向。將步進驅動器的A+、A-、B+、B-與步進電機的動力線相連。Z軸步進驅動器電路設計思路與X軸、Y軸類似,不再贅述。
3 控制系統程序的設計
控制系統的軟件設計是整個控制要求得以實現的核心。基于STEP 7-Micro/WIN的編程軟件,機械手的運動控制過程需要具體的程序實現。為了便于查看和修改程序,在主程序設計中采用了調用程序塊的方式,分別編寫了尋零、啟動、停止、運行等子程序。如圖4所示。
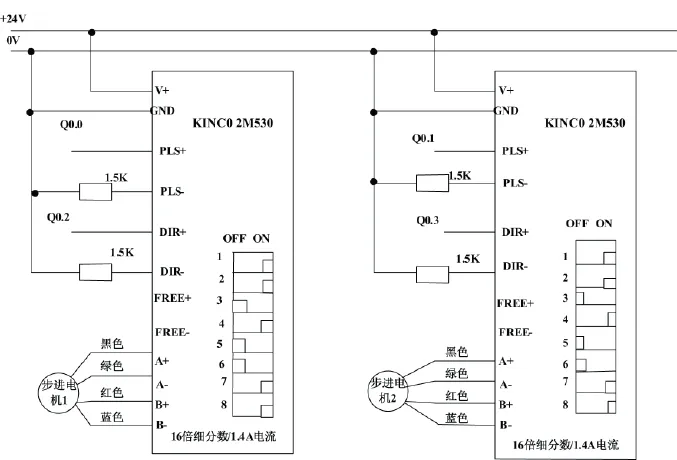
圖3 步進驅動器接線圖
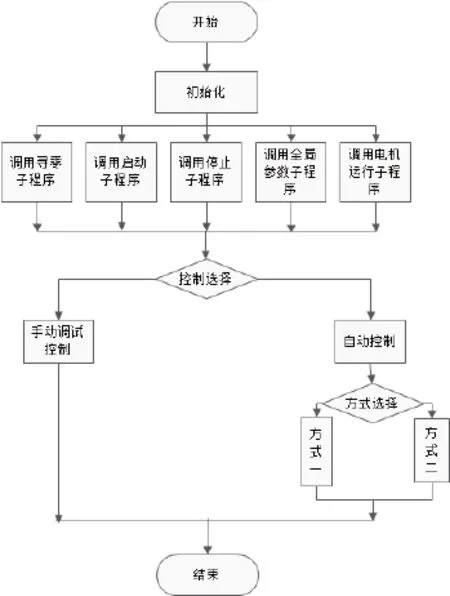
圖4 主程序設計框圖
在程序運行之前需要初始化內部寄存器,同時對外部的外接設備也進行初始化,電機及氣缸復位。在初始化完成后調用各個子程序。尋零程序塊是使用指令控制或Q0_x_Home功能塊使步進電機執行X軸、Y軸、Z軸回原點;在尋零完成以后響應請求啟動、停止和全局參數調用等功能。子程序中還設計了手動調試與自動控制的切換程序。采用PTO指令向導進行手動調試程序的編寫,通過編程向導生成PTO指令模塊完成手動調試過程。在自動控制中設計了方式一、方式二的切換程序。在完成控制方式的選擇以后,即可進行驅動電機的運行。下面就尋零程序設計和自動控制方式一程序設計進行闡述。
3.1尋零程序設計
使用指令控制步進電機執行X軸、Y軸、Z軸回原點動作,如果上電后步進電機不執行尋零動作,則將以掉電前步進電機所在的位置作為原點位,使用Q0_x_Home功能塊尋找X軸、Y軸參考點,步進電機將按照預先定義好的位置尋找參考點。X軸、Y軸的尋零程序如圖5所示。Z軸亦同。
3.2自動控制方式一程序設計
自動控制方式一中要求在按下啟動按鈕后,機械手在三個軸上分別移動,最終移動到A區坐標位置時吸取物料,之后將吸取的物料分別移動至B區要求的位置后放下。吸取物料和放置物料的位置需要事先通過機械手的移動來獲取準確的數據。本設計中假設吸取物料的位置坐標分別定位為14860,12866,18015,放置物料的坐標分別定位為-15147,14181,15124。上述的位置都是相對于原點位置的絕對位置,將此數據編制在相應的程序中,通過機械手從A區到B區的多次重復移動,直至將物料在B區擺放出要求的方形形狀為止。具體編寫程序的流程如圖6所示。
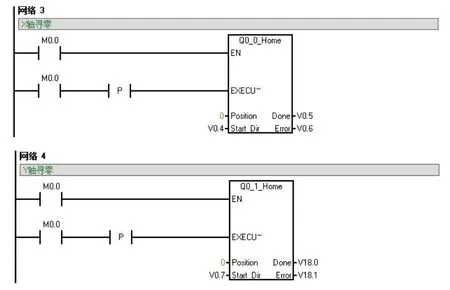
圖5 尋零程序
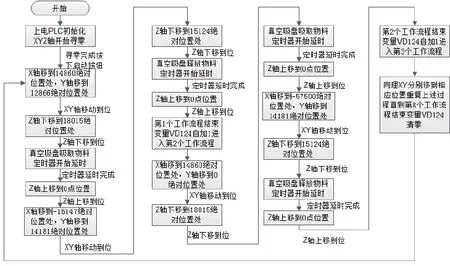
圖6 自動控制方式一流程圖
自動控制方式二要求將物料擺放出圓形形狀。其控制流程和自動控制方式一類似,皆是從A區將物料吸取放置到B區,只是吸取物料和放置物料的位置坐標不同而已。程序編寫時只需修改吸取和放置物料的坐標位置和次數即可。
本程序結構滿足了機械手運行軌跡柔性化的工藝要求。當機械手運行軌跡發生變化時只需要改變自動控制方式下的程序即可實現。
4 結束語
本設計以工業自動化中機械手的控制要求為研究對象,設計了基于PLC的三軸機械手控制系統。通過對其運動軌跡的分析實現機械手在不同控制方式下搬運、抓取、移位等的動作,完成將物料從某區傳送到另一區域并將工件擺放出一定形狀的要求。程序編寫采用模塊化的設計思想,結構清晰,便于檢查。本設計方案僅通過改變自動控制方式下運行程序就可改變機械手隨工藝變化的的運行軌跡,滿足了柔性化生產線高效率、高質量的加工要求,具有很好的實際應用價值,是制造領域的發展方向之一。
【】【】
[1] 李庭貴.基于PLC和步進電機的立體倉庫存儲系統精確定位控制設計[J].制造業自動化,2011(21).
[2] 李勇成.基于PLC的步進電機控制在工業機械手中的應用[J].科技信息(科學教研),2008(18).
[3] 霍瑩.基于PLC的工廠自動化生產物流控制系統研究[D].長安大學:機械電子工程,2010.
[4] 王彥軍,李增生.基于PLC的步進電機控制[J].科學技術與工程, 2011(05).
[5] 郭俊宇,劉昆汶.基于PLC的步進電機控制方法研究[J].科技情報開發與經濟,2011(13).
[6] 唐立平.氣動物流輸送及分揀系統的PLC控制系統設計[J].液壓與氣動,2010(07).
[7] 神顯豪.在線物料配送自動化倉庫的實體模型設計[D].陜西科技大學:機械制造及其自動化,2010.
[8] 周炯亮,鄭安平,陳青華.基于PLC控制的自動化傳輸線的設計[J].儀表技術,2011(06).
Design and implementation of control system for three-axis manipulator based on PLC
LIU Yan, ZOU Ping, GUAN Wen-juan
TH181;TP273
A
1009-0134(2016)07-0021-04
2016-03-06
劉燕(1964 -),女,山東濟寧人,教授,碩士,主要從事電氣工程及其自動化專業的教學與科研工作。
猜你喜歡
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
中國生殖健康(2019年3期)2019-02-01 06:12:26
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
海軍航空大學學報(2015年3期)2015-11-11 17:20:00