新型定位抓紗手爪及控制方法的研究
2016-12-23 02:59:18王麗麗楊富宏曹曉燕劉艷明
制造業(yè)自動化 2016年7期
關(guān)鍵詞:信號
徐 慧,王麗麗,楊富宏,曹曉燕,劉艷明
(北京機(jī)械工業(yè)自動化研究所,北京 100120)
新型定位抓紗手爪及控制方法的研究
徐 慧,王麗麗,楊富宏,曹曉燕,劉艷明
(北京機(jī)械工業(yè)自動化研究所,北京 100120)
以具體項(xiàng)目為依托,主要介紹新型可定位抓紗手爪的研制,解決了絲卷二次定位,絲卷中心距調(diào)整等關(guān)鍵技術(shù)難點(diǎn),解決了智能物流生產(chǎn)線絲卷上線的難題,并獲批使用新型專利一項(xiàng)。
定位;變距
0 引言
目前中國是世界上主要的滌綸長絲生產(chǎn)國,“十二五”期間,我國化纖滌綸工業(yè)將進(jìn)一步轉(zhuǎn)變生產(chǎn)方式,逐步從勞動密集型向技術(shù)密集型轉(zhuǎn)變,大量采用自動化、智能化的物流成套設(shè)備與系統(tǒng),將會成為本行業(yè)企業(yè)的必然選擇。
化纖生產(chǎn)智能物流系統(tǒng)取代了人工分級、揀選、包裝等作業(yè),實(shí)現(xiàn)絲卷從落筒、輸送、儲存、檢驗(yàn)分類、包裝到碼垛的自動化。在此過程中,用工業(yè)機(jī)器人攜帶抓紗手爪,替代人工將絲卷從絲車上取下,放置到輥道線置紗盤上,并確保信息準(zhǔn)確傳遞,是整個智能物流系統(tǒng)的關(guān)鍵步驟。
1 研究內(nèi)容分析
本設(shè)備操作對象為絲卷,重量為5.5公斤(具體尺寸如圖1所示),手爪需要將其從96錠紗車(具體尺寸如圖3所示)取下,一次抓取6錠,放置到小托盤線體的置紗盤(具體尺寸如圖2所示)上,并將每錠絲卷的產(chǎn)品信息,正確與置紗盤條碼綁定,以支持生產(chǎn)線后續(xù)對絲卷的分揀處理。
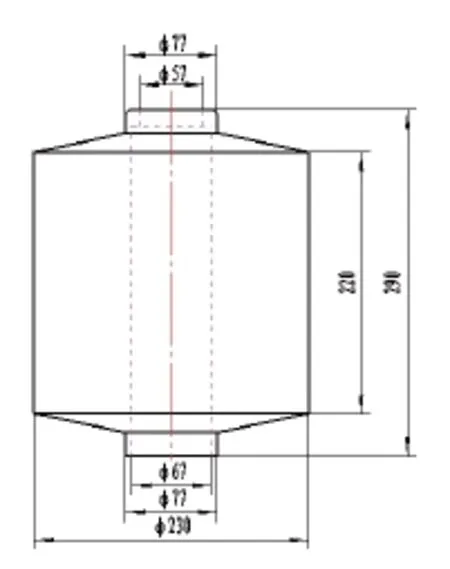
圖1 絲卷圖
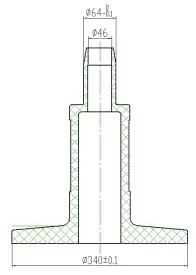
圖2 置紗盤
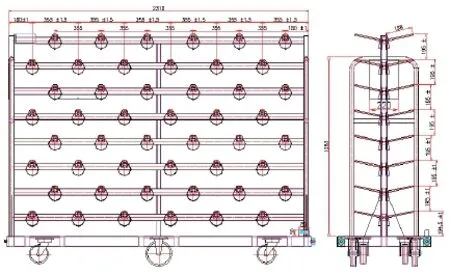
圖3 紗車圖
2 機(jī)械性能分析及研制難點(diǎn)
本系統(tǒng)研發(fā)的重點(diǎn)及難點(diǎn)在于,要對焊接紗車上放置的絲卷進(jìn)行二次定位,以確保抓紗的可靠性;以及在滿足定位功能后,如何協(xié)調(diào)定位、變距、抓取、放置功能部件的空間占用問題,換句話說,就是如何控制以上功能部件的協(xié)調(diào)動作。
2.1工作流程
根據(jù)生產(chǎn)要求,制定定位抓紗手爪工作流程如圖4所示。
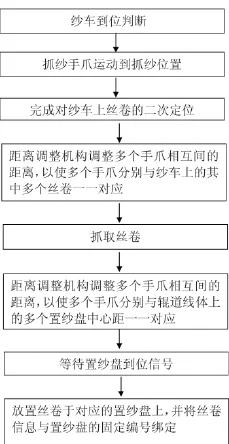
圖4 工作流程圖
2.2解決的技術(shù)難點(diǎn)和創(chuàng)新點(diǎn)
新型定位抓紗手爪的研制,首先要解決以下關(guān)鍵問題。
1)絲卷定位機(jī)構(gòu)
本系統(tǒng)工作的一個關(guān)鍵步驟,是要將絲卷從紗車上抓取至機(jī)械手爪上,主要存在的問題是,紗車為焊接工藝,無法保證置紗桿之間的間距誤差在毫米級,中心距的不規(guī)律,是造成絲卷抓取失敗的主要原因。所以我們采用了定位裝置,在抓紗前,用定位V型塊先托住紗錠的紙管端頭,對紗錠進(jìn)行二次校正定位,然后再進(jìn)行抓取,保證抓取成功率。由于抓取紗團(tuán)后要進(jìn)行中心距變化,為了不影響絲卷的運(yùn)動,特別使用定位氣缸,在定位時伸出,抓取后改變間距前收回定位V型塊,滿足絲卷間距改變時的空間要求。并增加導(dǎo)桿機(jī)構(gòu),左右兩個小導(dǎo)桿是利用氣缸前端的螺紋孔,安裝與定位氣缸輸出軸平行的導(dǎo)向軸,起導(dǎo)向作用,一方面防止V型定位塊轉(zhuǎn)動,另一方面防止氣缸軸側(cè)向受力),結(jié)構(gòu)圖如圖5所示。

圖5 紗錠定位裝置示意圖
2)變距機(jī)構(gòu)
新型定位抓紗手爪從抓取到放置絲卷的過程中,需要先按照紗車上置紗桿的中心間距355mm進(jìn)行抓取,然后改變絲卷間距,按照置紗盤中心間距340mm放置。并且,由于紗車的焊接偏差比較大,置紗盤在使用過程中也會有磨損,所以需要改變間距的裝置具有一定的調(diào)節(jié)余量。經(jīng)過三維仿真設(shè)計(jì),研制出一種可調(diào)節(jié)定位拉桿機(jī)構(gòu),如圖6所示,拉桿合攏時定位螺釘頂住拉桿擋塊的A面,得到小的中心距340mm,拉桿拉開時,定位螺釘頂住拉桿擋塊的B面,得到大的中心距355mm。同事用于定位的螺釘是可以微量調(diào)整距離的,做到柔性變距。
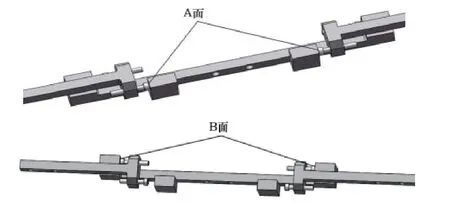
圖6 拉桿定位示意圖
由于同時要完成6個絲卷中心距的改變,將拉桿組合使用,得到圖7中的全套定位拉桿機(jī)構(gòu)。從而解決本系統(tǒng)中絲卷中心距變化的要求。

圖7 全套拉桿定位裝置示意圖
3)抓紗上下伸縮機(jī)構(gòu)
在解決絲卷定位和絲卷間距改變的問題后,我們還需要解決兩個功能裝置空間位置相互干涉的問題,抓紗氣爪在抓紗前,需要退到絲卷位置以外,本設(shè)備采用上下運(yùn)動氣缸及導(dǎo)軌帶動抓紗手指上行,讓定位機(jī)構(gòu)先進(jìn)行定位,之后下運(yùn)動氣缸下行,抓紗手指進(jìn)入紙管,抓取絲卷,隨后,定位氣缸退回,讓出空間,允許變距機(jī)構(gòu)完成變距動作。機(jī)構(gòu)如圖8所示。
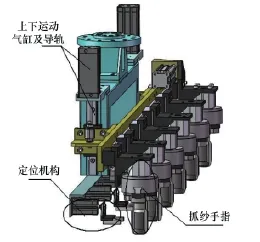
圖8 上下伸縮機(jī)構(gòu)示意圖
3 設(shè)備詳細(xì)結(jié)構(gòu)及系統(tǒng)運(yùn)行說明
3.1設(shè)備詳細(xì)結(jié)構(gòu)
主要技術(shù)難點(diǎn)解決后,研制出定位抓紗機(jī)械手爪具體結(jié)構(gòu)如圖9和圖10所示。
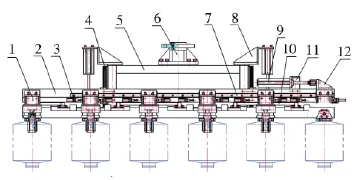
圖9 定位抓紗變距機(jī)械手主視圖
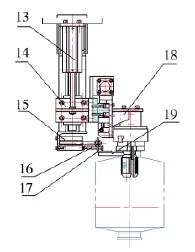
圖10 定位抓紗變距機(jī)械手左視圖
3.2系統(tǒng)運(yùn)行控制說明
紗車經(jīng)鏈?zhǔn)綑C(jī),運(yùn)行至抓紗工位,紗車定位氣缸升起,擋住紗車,紗車端頭接近開關(guān)有信號,代表紗車到位,定位準(zhǔn)確后PLC給機(jī)器人信號,可以允許定位抓紗手爪抓取。
機(jī)器人帶動手爪運(yùn)動到抓紗位置,13上下運(yùn)動氣缸收回,通過14上下氣缸推動支架帶動2移動安裝板使1抓紗手指氣缸全部收到19V型定位塊位置以上。(此時13上下運(yùn)動氣缸上升到位磁性開關(guān)信號為1,確保定位機(jī)構(gòu)有動作空間,9橫向伸縮氣缸伸出,伸出磁性開關(guān)信號為1,確保抓紗手指間距與紗車絲卷中心距一致)。PLC給信號允許15定位氣缸動作,氣缸伸出到位后,磁性開關(guān)信號均為1,6個氣缸如果有一個被干涉,沒有到位,那么PLC報警提醒。
如果6個氣缸同時到位,PLC執(zhí)行下一個動作,由機(jī)器人帶動手爪輕微抬起,由17紗團(tuán)支撐架帶著19V型定位塊把紗車上的一排6個紗團(tuán)端口微微抬起,達(dá)到自動對中、二次定位作用,讓13上下運(yùn)動氣缸伸出,使1抓紗手指氣缸認(rèn)進(jìn)紗團(tuán)紙管中,如果6個氣缸同時伸出到位,磁開同時有信號,如果有任何一個發(fā)生干涉,則13上下運(yùn)動氣缸無法到位,則系統(tǒng)報警提醒。
當(dāng)1抓紗手指氣缸運(yùn)動到位后,PLC控制它打開,撐住紗團(tuán),然后15定位氣缸收回,取消19V型定位塊對紗團(tuán)紙管的定位。由機(jī)器人帶動這個手爪微微上抬,使絲卷離開置紗桿,并按照置紗桿的傾斜角度退出,之后按照程序規(guī)定路徑,運(yùn)動到放紗工位(此位置抓紗,有可能有空位置,沒有紗錠,那么氣缸到位的磁開有無信號均可繼續(xù)動作,有信號代表有紗,無信號代表無紗)。
之后,9橫向伸縮氣缸收回,使1抓紗手指氣缸間距合攏,符合輥道線體上小托盤上各絲卷間距(間距位置通過10擋鉤調(diào)節(jié))。當(dāng)接到PLC允許放置紗團(tuán)信號后,機(jī)器人帶著定位抓紗變距手爪運(yùn)動到小輥道線體放紗位置,將紗團(tuán)對準(zhǔn)置紗盤,緩慢下降,1抓紗手指氣缸收回,紗團(tuán)落到置紗盤上,放置完成后,機(jī)器人抬起到安全位置,給PLC信號,允許6個置紗盤放行。
隨后,13上下運(yùn)動氣缸上升到位磁性開關(guān)有信號,9橫向伸縮氣缸伸出磁性開關(guān)有信號,開始下一個周期的抓取。小輥道線上6個空置紗盤繼續(xù)運(yùn)輸過來到位。
與此同時,紗車上1~96個紗團(tuán)相對應(yīng)的信息,在每一次放置絲卷的時候,與輥道線上的置紗盤依次綁定,完成信息的下傳。
4 結(jié)束語
本研究成果已成功申請實(shí)用新型專利一項(xiàng)。現(xiàn)場投入使用近10套,功能完全滿足設(shè)計(jì)要求,為整個智能化物流系統(tǒng)在企業(yè)中的使用奠定了堅(jiān)實(shí)的基礎(chǔ)。
[1] 何鴻強(qiáng),徐慧.新型氣脹手爪的研制[J].制造業(yè)自動化,2012,34(16):149-151.
Research of new type position yarn gripper and control methods
XU Hui, WANG Li-li, YANG Fu-hong, CAO Xiao-yan, LIU Yan-ming
TP273
A
1009-0134(2016)07-0122-03
2016-05-06
徐慧(1981 -),女,山東人,工程師,碩士,主要從事機(jī)械卡具的研制工作。
猜你喜歡
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
媽媽寶寶(2019年10期)2019-10-26 02:45:34
中國生殖健康(2019年3期)2019-02-01 06:12:26
鐵道通信信號(2018年11期)2019-01-19 01:15:08
電子制作(2018年11期)2018-08-04 03:25:42
鐵道通信信號(2018年2期)2018-04-18 12:18:10
鐵道通信信號(2016年11期)2016-06-01 12:11:32
鑿巖機(jī)械氣動工具(2016年3期)2016-03-01 04:00:25
中國病理生理雜志(2015年8期)2015-12-21 12:38:06