自動稱重噴碼系統(tǒng)的設(shè)計與實(shí)現(xiàn)
2016-12-23 02:59:04陳紀(jì)旸馬思樂丁為飛張佰順安栩明
制造業(yè)自動化 2016年7期
陳紀(jì)旸,馬思樂,丁為飛,張佰順,安栩明
(1.山東大學(xué) 控制科學(xué)與工程學(xué)院,濟(jì)南 250061;2.中國石油大學(xué)(華東) 信息與控制工程學(xué)院,青島 266580)
自動稱重噴碼系統(tǒng)的設(shè)計與實(shí)現(xiàn)
陳紀(jì)旸1,馬思樂1,丁為飛1,張佰順1,安栩明2
(1.山東大學(xué) 控制科學(xué)與工程學(xué)院,濟(jì)南 250061;2.中國石油大學(xué)(華東) 信息與控制工程學(xué)院,青島 266580)
為解決物體稱重后標(biāo)記基本由人工完成,勞動強(qiáng)度大、準(zhǔn)確率不高的問題,介紹了一種基于西門子S7-300 PLC控制的對物體進(jìn)行自動在線稱重和自動噴碼的方法和系統(tǒng)。稱重儀表通過PROFIBUS總線和PLC進(jìn)行通信,稱重儀表與噴碼機(jī)采用RS-232通信,由噴碼機(jī)對稱重信息和產(chǎn)品信息進(jìn)行實(shí)時噴碼。該系統(tǒng)比較適合應(yīng)用在包裝機(jī)械行業(yè),尤其適合用在筒子紗的包裝過程中。現(xiàn)在該系統(tǒng)已用于某紡紗企業(yè)的筒子紗包裝過程中,取得了良好的效果,提高了稱重標(biāo)記的效率和準(zhǔn)確率。
自動稱重;自動噴碼;通信;實(shí)時;S7-300 PLC;筒子紗
0 引言
目前自動化水平高的筒子紗包裝為流水線自動包裝方式,將筒子紗自動裝入編織袋后在滾筒輸送機(jī)的輸送下,可以實(shí)現(xiàn)自動封口。但稱重時需轉(zhuǎn)到稱重儀器進(jìn)行稱重,然后由人工用筆在編織袋寫上重量等所需信息。此方法不但不美觀,并且會占用大量的人力資源,最重要的是編織袋上的產(chǎn)品信息會受到人為因素影響信息的準(zhǔn)確性。當(dāng)今人力成本越來越高,企業(yè)要求的自動化和產(chǎn)品信息準(zhǔn)確程度也得逐步提高,實(shí)現(xiàn)筒子紗裝袋后流水線實(shí)現(xiàn)自動稱重和噴碼是發(fā)展的必然趨勢[1]。
本系統(tǒng)的目的是提供在筒子紗包裝流水線上自動稱重和對稱重信息、生產(chǎn)信息進(jìn)行噴印,取代人工稱重和書寫稱重信息的裝置。
1 工作流程
本稱重噴碼系統(tǒng),是在滾筒輸送線中每隔一根滾筒拆出一根共拆出四根間隔,在稱重時將編織袋頂起進(jìn)行稱重后數(shù)據(jù)實(shí)時傳送給噴碼機(jī),噴碼定位檢測后,執(zhí)行噴印,噴印信息完成之后等待下次響應(yīng)[2]。筒子紗自動稱重噴碼系統(tǒng)結(jié)構(gòu)示意圖如圖1所示。電子秤稱重儀表通過PROFIBUS總線和PLC進(jìn)行通信,把信息發(fā)送給控制器PLC。并且電子秤稱重儀表與噴碼機(jī)采用RS-232通信,可通過通信模塊把稱重數(shù)據(jù)傳送給噴碼機(jī),對稱重信息和產(chǎn)品信息進(jìn)行實(shí)時噴碼。噴碼機(jī)可根據(jù)生產(chǎn)要求對噴印的信息進(jìn)行設(shè)定,如對字間距、大小以及光柵倍數(shù)的設(shè)定,噴碼機(jī)根據(jù)設(shè)定要求和收到的動態(tài)數(shù)據(jù),進(jìn)行最終地噴印[3]。
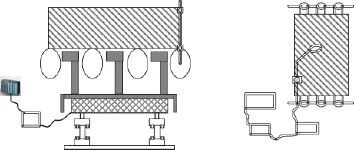
圖1 筒子紗自動稱重噴碼系統(tǒng)結(jié)構(gòu)示意圖
筒子紗稱重噴碼系統(tǒng)工作流程圖如圖2所示。其具體工作過程如下:
封完口后的編織袋在滾筒輸送機(jī)上運(yùn)動,當(dāng)編織袋運(yùn)動到完全遮住電子秤上方的兩個光電傳感器時,PLC控制四個稱重氣缸同時動作,將編織袋頂起,從而使得編織袋脫離于滾筒輸送機(jī)的接觸,穩(wěn)定一段時間后電子秤稱重儀表檢測到的稱重數(shù)據(jù)發(fā)送給控制器PLC和噴碼機(jī),PLC將稱重信息傳給觸摸屏進(jìn)行實(shí)時顯示。整個稱重動作完成后,PLC控制四個稱重氣缸歸位,將編織袋放下,從而使得編織袋繼續(xù)在滾筒輸送機(jī)上向前運(yùn)動。當(dāng)編織袋運(yùn)動到噴碼定位光電位置時,光電觸發(fā)噴碼機(jī),由噴碼機(jī)對稱重等信息進(jìn)行處理噴碼。
2 系統(tǒng)組成及實(shí)現(xiàn)
2.1系統(tǒng)組成
本系統(tǒng)的組成如圖3所示,本系統(tǒng)由傳輸機(jī)構(gòu)(滾筒輸送機(jī))、檢測傳感器(光電傳感器和行程開關(guān))、稱重氣缸、稱重傳感器、稱重儀表、通信模塊、噴碼機(jī)、控制器PLC以及操作面板觸摸屏組成。

圖2 稱重噴碼系統(tǒng)工作流程圖
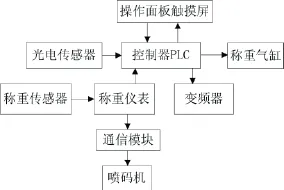
圖3 稱重噴碼系統(tǒng)的組成框架圖
稱重儀表選用的是梅特勒托利多IND131/331工業(yè)稱重儀表,它可以提供方便靈活的方案,來應(yīng)對日益多樣的稱重需求。多種類型的外殼結(jié)構(gòu),使得該系列儀表能夠在幾乎所有工業(yè)環(huán)境中使用[4]。最優(yōu)化的集成配置易于維護(hù)。不論是與PLC的通訊,還是與噴碼機(jī)等的數(shù)據(jù)輸出,IND131/331儀表都能在廣泛的應(yīng)用領(lǐng)域里為我們提供完美的解決方案。
在選用噴碼設(shè)備時,需要考慮控制系統(tǒng)接收信息(毛重、凈重)、支數(shù)及生產(chǎn)日期、生產(chǎn)廠家等各種所需信息,通信也是必不可少的功能,為了使噴在編織袋上的信息清晰,優(yōu)先選用大字符噴碼機(jī)。綜合以上要求,再加上噴碼速度及質(zhì)量,設(shè)備成本等各種其他影響條件,最終選用偉迪捷公司的Video Jet 2120型號的噴碼機(jī)[5]。
2.2通信網(wǎng)絡(luò)的配置及實(shí)現(xiàn)
整個系統(tǒng)以西門子S7-300 PLC作為控制核心。PLC通過以太網(wǎng)與觸摸屏通信;通過PROFIBUS網(wǎng)絡(luò)與變頻器和稱重儀表通信,觸摸屏可以控制整個系統(tǒng),變頻器調(diào)節(jié)傳輸機(jī)構(gòu)傳送帶的速度;稱重儀表通過RS-232接口完成與噴碼機(jī)的通信,向噴碼機(jī)發(fā)送數(shù)據(jù)。
控制器PLC通過PROFIBUS網(wǎng)絡(luò)完成與梅特勒托利多稱重儀表IND331的通信任務(wù),在STEP7中配置S7-300站為PROFIBUS-DP主站。S7-300 PLC要與IND331能夠通信,需要在STEP7的硬件組態(tài)時手動添加I3310C0C. GSD文件到硬件列表中(可以從網(wǎng)上或者IND331儀表光盤里找到這個.GSD文件)。添加該文件后,STEP7的硬件配置目錄PROFIBUS DP設(shè)備中“Additional Field Devices”的常規(guī)設(shè)備里就包含“IND131.331”設(shè)備[6]。硬件列表中找到稱重儀表IND331后連接到PROFIBUS通訊網(wǎng)絡(luò)。該設(shè)備包含三項(xiàng),即“universal module”、“I/O2Wrd”和“I/O4Wrd”,這里選用第三項(xiàng)[7]。PLC配置如圖4所示。
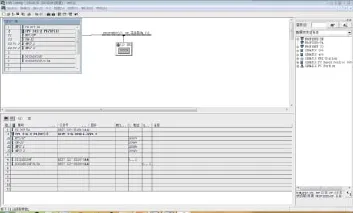
圖4 PLC配置圖
IND131/331 提供1個標(biāo)準(zhǔn)串口和1個可選的串口。它們分別是COM1(主板上的標(biāo)準(zhǔn)端口)和COM2(選件板)。COM1提供RS-232接口。RS-232帶3根線(TXD,RXD和GND),不握手。串口上還帶有一個5V直流的激勵電壓。梅特勒托利多稱重儀表IND331與噴碼機(jī)進(jìn)行通信,通信接口為標(biāo)準(zhǔn)RS-232串行通信,電子稱發(fā)送數(shù)據(jù)方式設(shè)置為連續(xù)發(fā)送[8]。通信成功后,稱重儀表會將稱重信息實(shí)時的發(fā)送給噴碼機(jī)。電子秤數(shù)據(jù)通信格式如表1所示。

表1 電子秤數(shù)據(jù)通信格式
其中:
1)數(shù)據(jù)輸出以十六進(jìn)制02開始;
2)A,B和C為狀態(tài)字;
3)顯示重量:六位數(shù),無符號和小數(shù)點(diǎn);
4)皮重:六位,無小數(shù)點(diǎn);
5)ASCII回車字符〈CR〉(0D hex);
6)校驗(yàn)和:激活時傳輸,用來檢查傳送數(shù)據(jù)過程中的錯誤[9]。
2.3軟件程序的編寫
稱重噴碼系統(tǒng)程序的任務(wù)是實(shí)現(xiàn)整袋筒子紗的自動稱重以及噴碼。整袋筒子紗運(yùn)動到稱重機(jī)構(gòu)的上方后,4個稱重氣缸就會同時動作,將筒子紗頂起,脫離滾筒線,開始執(zhí)行稱重,3秒后通過繼電器的控制將通信模塊的通信線路連通,完成稱重儀表與噴碼機(jī)的通信,噴碼機(jī)開始獲取稱重信息,待噴碼機(jī)上的重量信息與稱重儀表上重量信息完全一致并保持穩(wěn)定后,斷開稱重儀表與噴碼機(jī)的通信線路的同時保持稱重氣缸處于之前的狀態(tài),筒子紗保持頂起狀態(tài),以防稱重數(shù)據(jù)在氣缸回落的過程中發(fā)生改變后傳給噴碼機(jī),影響噴碼信息的準(zhǔn)確性。1s后電磁閥動作,氣缸回落,筒子紗落下回到滾筒線繼續(xù)運(yùn)行,等待噴碼機(jī)將稱重信息噴印到編織袋上,當(dāng)整袋筒子紗運(yùn)動到噴碼機(jī)構(gòu)后完成噴碼。稱重噴碼系統(tǒng)程序流程圖如圖5所示。
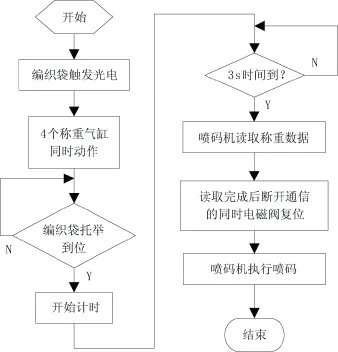
圖5 稱重噴碼系統(tǒng)程序流程圖
3 運(yùn)行效果
本稱重噴碼系統(tǒng)已應(yīng)用于某紡紗企業(yè)很長時間,運(yùn)行效果良好,可實(shí)現(xiàn)快速準(zhǔn)確稱重,大幅度提高了稱重噴碼的效率與準(zhǔn)確率,做到了稱重數(shù)據(jù)自動采集、自動通信、自動處理,提高了系統(tǒng)的信息化、自動化程度。傳統(tǒng)的人工稱重、標(biāo)記重量信息勞動強(qiáng)度大,并且經(jīng)常容易出現(xiàn)錯誤,而本稱重噴碼系統(tǒng)可以最大限度的降低人工操作所帶來的弊端和工作強(qiáng)度[10]。人工稱重標(biāo)記效果如圖6所示,自動稱重噴碼系統(tǒng)工作實(shí)物圖如圖7所示。
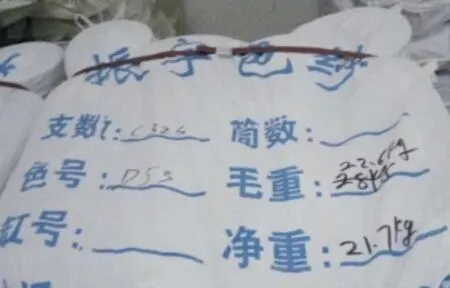
圖6 人工稱重標(biāo)記效果圖

圖7 自動稱重噴碼系統(tǒng)工作實(shí)物圖
4 結(jié)束語
本自動稱重噴碼系統(tǒng),適用于筒子紗生產(chǎn)行業(yè)在流水線打包過程中的應(yīng)用。此系統(tǒng)通過控制器PLC檢測各個狀態(tài)的信號,進(jìn)而控制相應(yīng)的動作,能夠很容易的應(yīng)用在由傳輸機(jī)構(gòu)、稱重機(jī)構(gòu)、噴碼機(jī)、光電傳感器、觸摸屏等組成的稱重、噴碼設(shè)備中,從而實(shí)現(xiàn)自動化、準(zhǔn)確、高效率對每袋筒子紗進(jìn)行稱重,通過噴碼機(jī)對實(shí)時稱重信息和生產(chǎn)信息進(jìn)行噴印。噴碼機(jī)可根據(jù)生產(chǎn)要求靈活對噴印產(chǎn)品的進(jìn)行修改,生產(chǎn)信息如每袋筒子紗個數(shù),產(chǎn)品批號和實(shí)時生產(chǎn)日期。并把每袋的稱重數(shù)據(jù)發(fā)送到PLC進(jìn)行產(chǎn)量統(tǒng)計,在觸摸屏上可對稱重數(shù)據(jù)進(jìn)行實(shí)時顯示。本系統(tǒng)操作簡單,減少了人工勞動量,提高
【】【】了生產(chǎn)效率,提高了筒子紗生產(chǎn)行業(yè)的自動化水平。
[1] 馬思樂,黃彬,張華龍,程浩宇,秦嶺,楊江利,陳隊(duì)范,鹿慶福.一種稱重噴碼機(jī)及其稱重噴碼方法:中國,CN201510478022.3[P].2015-10-28.
[2] 劉海波.基于DELTA機(jī)構(gòu)的高速并聯(lián)裝箱機(jī)器人[D].濟(jì)南:山東大學(xué),2014.
[3] 陳羽鋒,胡國清,欒厚寶.基于PLC的氣動送料控制系統(tǒng)的設(shè)計與應(yīng)用.機(jī)械制造與自動化,2010,39(2):154-155.
[4] IND131-331_操作說明書_CN[K].梅特勒- 托利多稱重設(shè)備系統(tǒng)有限公司.
[5] 張德瑞.筒子紗自動包裝成套設(shè)備的設(shè)計與實(shí)現(xiàn)[D].濟(jì)南:山東大學(xué),2014.
[6] 西門子手冊《S7- 300如何通過GSD文件實(shí)現(xiàn)PR OFIBUS DP主從通訊》[Z].2010,6.
[7] 孫明革.S7-300 PLC和梅特勒托利多稱重儀表的Profibus通信程序設(shè)計[J].化工自動化與儀表,2014,41(4):450-452.
[8] 強(qiáng)明輝,李峰,馮小林.VB串口通信在陰極銅自動包裝生產(chǎn)線中的應(yīng)用[J].工業(yè)控制計算機(jī),2008,21(9):58-59.
[9] XK3141 IND131/331.稱重顯示控制器技術(shù)手冊[K].梅特勒-托利多稱重設(shè)備系統(tǒng)有限公司.
[10] 李建軍.基于RFID的地磅聯(lián)網(wǎng)監(jiān)控管理系統(tǒng)的設(shè)計與實(shí)現(xiàn)[D].廈門:廈門大學(xué),2011.
The design and implementation of automatic weighing and printing system
CHEN Ji-yang1, MA Si-le1, DING Wei-fei1, ZHANG Bai-shun1, AN Xu-ming2
TP273
A
1009-0134(2016)07-0018-03
2016-05-29
陳紀(jì)旸(1991 -),男,山東淄博人,碩士研究生,研究方向?yàn)镈CS、SCADA與工業(yè)自動化。
猜你喜歡
工業(yè)設(shè)計(2022年8期)2022-09-09 07:43:20
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(shù)(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(yè)(2019年4期)2019-05-11 09:27:34
家庭影院技術(shù)(2017年9期)2017-09-26 03:41:45
中華手工(2017年2期)2017-06-06 23:00:31
中外會展(2014年4期)2014-11-27 07:46:46
建筑創(chuàng)作(2001年3期)2001-08-22 18:48:14
祝您健康(1987年3期)1987-12-30 09:52:32