基于機(jī)器視覺的軸承內(nèi)外圈尺寸檢測(cè)及分類
2016-12-22 01:45:52湯綺婷盧滿懷
自動(dòng)化儀表 2016年11期
關(guān)鍵詞:檢測(cè)
范 帥 湯綺婷 盧滿懷
(電子科技大學(xué)中山學(xué)院1,廣東 中山 528400;電子科技大學(xué)機(jī)械電子工程學(xué)院2,四川 成都 611731)
?
基于機(jī)器視覺的軸承內(nèi)外圈尺寸檢測(cè)及分類
范 帥1,2湯綺婷1盧滿懷1
(電子科技大學(xué)中山學(xué)院1,廣東 中山 528400;電子科技大學(xué)機(jī)械電子工程學(xué)院2,四川 成都 611731)
在實(shí)際生產(chǎn)線上,根據(jù)不同的尺寸偏差對(duì)同一型號(hào)的軸承內(nèi)外圈進(jìn)行分類組裝。研究了機(jī)器視覺技術(shù),設(shè)計(jì)了一套軸承內(nèi)外圈尺寸檢測(cè)和分類系統(tǒng),以替代人工綜檢分類。通過設(shè)計(jì)檢測(cè)機(jī)構(gòu),對(duì)圖像進(jìn)行濾波、二值化,相機(jī)與鏡頭的標(biāo)定,形態(tài)學(xué)去除內(nèi)壁和邊緣提取等方式,達(dá)到檢測(cè)和分類的目的。在尺寸測(cè)量部分,通過對(duì)兩個(gè)特殊像素點(diǎn)的運(yùn)算得到了軸承圓的內(nèi)外半徑,避開了對(duì)圓心的定位和輪廓的提取。試驗(yàn)表明,該系統(tǒng)很好地實(shí)現(xiàn)了軸承內(nèi)外圈尺寸的檢測(cè)和分類。
軸承 機(jī)器視覺 圖像處理 尺寸檢測(cè) 相機(jī)標(biāo)定 濾波 二值化 邊緣檢測(cè) 輪廓提取
0 引言
軸承是當(dāng)代機(jī)械設(shè)備的重要部件。本課題結(jié)合中山市盈科軸承制造有限公司生產(chǎn)現(xiàn)狀和生產(chǎn)的軸承,研究設(shè)計(jì)了一套軸承內(nèi)外圈綜檢分級(jí)系統(tǒng)。調(diào)研發(fā)現(xiàn),國(guó)內(nèi)軸承內(nèi)外圈加工,一般由相互獨(dú)立的機(jī)床完成各道工序,同時(shí)由各工序加工人員用標(biāo)塊和環(huán)規(guī)檢測(cè)加工是否合格,最后再由專業(yè)人員進(jìn)行最終的檢測(cè)和分類。對(duì)軸承內(nèi)外圈進(jìn)行缺陷檢測(cè)后,根據(jù)其尺寸范圍進(jìn)行分級(jí),再分別裝配。傳統(tǒng)的人工檢測(cè)方法勞動(dòng)強(qiáng)度大、工作效率低、成本高,且易受檢測(cè)人員素質(zhì)、經(jīng)驗(yàn)、肉眼分辨率和疲勞等因素影響。因此,急需研發(fā)一種新的檢測(cè)方式。
目前,基于機(jī)器視覺的軸承檢測(cè)研究已基本成熟,且部分已投入實(shí)際生產(chǎn)線[1]。但大多研究熱點(diǎn)在于對(duì)整個(gè)組裝后軸承尺寸及表面缺陷的檢測(cè),如雷育良等人以輪廓上的距離最大兩點(diǎn)作為檢測(cè)直徑[2];劉科文等人采用最小二乘法擬合邊緣,得到軸承的半徑和同心度[3];劉勝利采用改進(jìn)的Hough變換得到軸承內(nèi)外圈半徑[4]。另一部分研究是對(duì)軸承滾動(dòng)體缺陷進(jìn)行檢測(cè)。如崔明等人通過對(duì)連通區(qū)域特征進(jìn)行分析,實(shí)現(xiàn)了滾動(dòng)體缺陷的檢測(cè)[5]。
本文以滾動(dòng)軸承6006為例,設(shè)計(jì)軸承內(nèi)外圈檢測(cè)機(jī)構(gòu)。同時(shí),使用機(jī)器視覺技術(shù)對(duì)軸承內(nèi)圈小徑和外圈大徑進(jìn)行尺寸檢測(cè)及分類,替代裝配前軸承內(nèi)外圈的綜檢工序,以提高生產(chǎn)效率。
1 檢測(cè)裝置
為了檢測(cè)軸承內(nèi)外圈的半徑,設(shè)計(jì)的檢測(cè)裝置如圖1所示。齒形卡槽的往復(fù)運(yùn)動(dòng),以保證輸送的軸承內(nèi)外圈間距相等,使單個(gè)軸承外圈停靠在檢測(cè)區(qū)域。光源采用背光光源,檢測(cè)工作臺(tái)為透明玻璃,下方有均勻的面陣LED光板。相機(jī)位于檢測(cè)平臺(tái)正上方,通過以太網(wǎng)接口與PC相連。相機(jī)周期性地捕捉圖片,計(jì)算機(jī)將采集到的圖片進(jìn)行處理,并判斷是否合格。由于軸承裝配精度要求高,對(duì)不合格產(chǎn)品,計(jì)算機(jī)發(fā)出信號(hào)直接予以剔除;對(duì)合格的軸承外圈,記錄其尺寸大小并分類,以便后續(xù)按尺寸偏差范圍進(jìn)行組裝。

圖1 檢測(cè)裝置結(jié)構(gòu)圖
2 圖像處理
為了達(dá)到檢測(cè)目的,需要對(duì)采集到的圖片進(jìn)行中值濾波、二值化、消除畸變、邊緣提取等操作。
2.1 中值濾波
在圖像的采集過程中,受環(huán)境、檢測(cè)線路及檢測(cè)設(shè)備等因素影響,所采集到的圖像往往具有各種噪聲。針對(duì)采集圖像存在噪聲的特點(diǎn),常采用空間域?yàn)V波和頻域?yàn)V波。空間域?yàn)V波主要是直接對(duì)圖片像素的領(lǐng)域進(jìn)行計(jì)算,然后改變自身的像素值。即對(duì)于圖像中的每一點(diǎn)(x,y),以(x,y)為中心的附近某一領(lǐng)域內(nèi)的像素進(jìn)行運(yùn)算,得到的結(jié)果作為點(diǎn)(x,y)新的像素值。選擇領(lǐng)域(又稱模板)的不同決定了濾波效果。中值濾波采用的是一種排序算法,將領(lǐng)域內(nèi)各點(diǎn)的像素值從大到小進(jìn)行排序,選擇序列中間的像素值來替代當(dāng)前坐標(biāo)的原有像素值。中值濾波對(duì)環(huán)境產(chǎn)生的隨機(jī)噪聲有非常理想的去噪能力,采用3×3大小模板的中值濾波對(duì)采集圖片進(jìn)行降噪處理。
2.2 二值化



P1P2(μ1-μ2)2
(1)

采用Otsu閾值法的二值化結(jié)果如圖2所示。
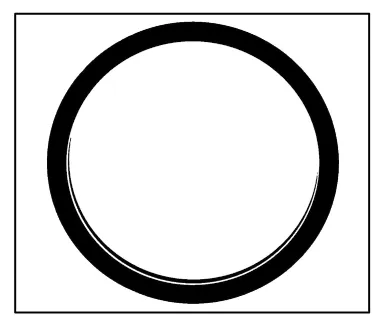
圖2 二值化結(jié)果圖
2.3 相機(jī)標(biāo)定
在工業(yè)環(huán)境中,隨著相機(jī)和鏡頭的逐漸老化,所采集的圖片會(huì)發(fā)生一定的畸變。盡管目前各相機(jī)廠商通過各種方法消除畸變,但為了提高軸承外圈檢測(cè)精度,會(huì)對(duì)圖像的二值圖添加畸變參數(shù)。研究發(fā)現(xiàn),若未對(duì)二值圖進(jìn)行畸變修正,經(jīng)邊緣處理的圖像將會(huì)產(chǎn)生較大誤差。
課題采用了Zhang99、Zhang00和Sturm99的標(biāo)定方法。首先采集多張不同位置的棋盤格圖像,棋盤格為黑白交替的模式,保證了在各個(gè)方向上沒有偏移,其中棋盤格角點(diǎn)數(shù)目為(6,4)。然后通過亞像素定位檢測(cè)出棋盤格中的角點(diǎn),繪制出角點(diǎn),并通過直線依次將它們相連。這些角點(diǎn)被檢出后被添加到坐標(biāo)點(diǎn)的向量中,計(jì)算出標(biāo)定參數(shù),即畸變矩陣。通過采集十幅不同距離和不同視角的圖片,得到相機(jī)參數(shù)和鏡頭的畸變參數(shù)(徑向)。最后將畸變參數(shù)和相機(jī)參數(shù)代入圖像進(jìn)行修正。相機(jī)參數(shù)和透鏡的參數(shù)為保持不變的內(nèi)部參數(shù),因此只需事先進(jìn)行一次標(biāo)定即可。
標(biāo)定后圖像如圖3所示。圖像離中心越遠(yuǎn),畸變?cè)絿?yán)重,同時(shí)默認(rèn)的引入填充顏色為黑色。通過改進(jìn),在標(biāo)定之前先將圖片反轉(zhuǎn),然后進(jìn)行標(biāo)定,并在標(biāo)定之后再反轉(zhuǎn),這樣可以除去標(biāo)定帶來的填充在四周的黑色區(qū)域,消除標(biāo)定所帶來的后續(xù)影響。
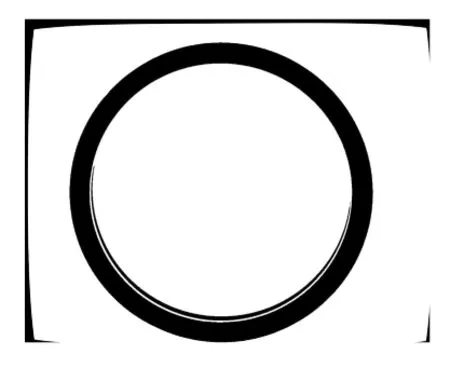
圖3 標(biāo)定后圖像
2.4 形態(tài)學(xué)去內(nèi)壁
捕捉圖像時(shí),能確保軸承位于相機(jī)視場(chǎng)內(nèi),但不能保證軸承外圈軸線和相機(jī)光軸重合。由于軸承外圈有一定的壁厚,所以需要去除圖片中軸承外圈內(nèi)壁。
形態(tài)學(xué),即數(shù)學(xué)形態(tài)學(xué)。其最初是數(shù)學(xué)集合之間的運(yùn)算,在圖像處理中被廣泛應(yīng)用,如用來對(duì)圖像細(xì)化、像素化、修剪毛刺、提取邊界、尋找連通區(qū)域等。二值圖像的基本形態(tài)學(xué)包括腐蝕、膨脹、開運(yùn)算和閉運(yùn)算。二值形態(tài)運(yùn)算是通過結(jié)構(gòu)元S對(duì)二值圖A的運(yùn)算。機(jī)構(gòu)元通常是一幅較小的二值圖,通過結(jié)構(gòu)元二值圖表現(xiàn)的一種任意形狀。通常將結(jié)構(gòu)元上某個(gè)像素作為結(jié)構(gòu)元的原點(diǎn),若結(jié)構(gòu)元對(duì)稱,一般選取中心點(diǎn)為原點(diǎn)。
結(jié)構(gòu)元S對(duì)二值圖B膨脹的定義為:
(2)
當(dāng)原點(diǎn)遇到二值圖中像素值為1的像素時(shí),整個(gè)結(jié)構(gòu)元就和圖像進(jìn)行邏輯“或”運(yùn)算。該“或”運(yùn)算是在原圖像上以結(jié)構(gòu)元S原點(diǎn)為中心,將整個(gè)圖像以結(jié)構(gòu)元為領(lǐng)域的像素填充為1作為輸出。
用結(jié)構(gòu)元S對(duì)二值圖像B腐蝕的定義為:
BΘS={b|b+s∈B?s∈S}
(3)
這種運(yùn)算同樣是用結(jié)構(gòu)元S以原點(diǎn)為中心掃描整幅圖像。
將先進(jìn)行腐蝕再進(jìn)行膨脹的運(yùn)算稱為開運(yùn)算,記作BoS:
BoS=(BΘS)⊕S
(4)
將先進(jìn)行膨脹再進(jìn)行腐蝕的運(yùn)算稱為閉運(yùn)算,記作B·S:
B·S=(B⊕S)ΘS
(5)
膨脹運(yùn)算使物體的邊界變大,能夠連接原本斷裂的物體。而腐蝕運(yùn)算能夠使物體在細(xì)的連通處斷裂,并會(huì)使圖片中的物體縮小,且結(jié)構(gòu)元越大縮小得越厲害。另一方面,開運(yùn)算使圖像輪廓變得光滑。在不改變輪廓大小的情況下,能斷開狹窄的鏈接和消除毛刺。閉運(yùn)算通常能夠彌合狹窄的間斷。在研究中,對(duì)軸承外圈的二值圖采用形態(tài)學(xué)開運(yùn)算。為了達(dá)到去除內(nèi)壁的目的,經(jīng)多次試驗(yàn),選用正方形結(jié)構(gòu)元(邊長(zhǎng)為15像素)。如果結(jié)構(gòu)元過大,會(huì)腐蝕軸承外圈;若結(jié)構(gòu)元太小,則不能完全去除內(nèi)壁。
2.5 邊緣提取
我們把圖像中點(diǎn)周圍灰度值有階躍性變化或屋頂變化的點(diǎn)稱為邊緣點(diǎn)。通過檢測(cè)邊緣點(diǎn)來達(dá)到邊緣檢測(cè)的目的。基本的邊緣檢測(cè)方法有基于最大梯度原理的一階倒數(shù)的邊緣算子,如:Roberts算子、Sobel算子、Prewitt算子[7-9]。它們雖然考慮了領(lǐng)域的信息,邊緣的定位效果不錯(cuò),但是檢測(cè)出的邊緣會(huì)出現(xiàn)多像素寬度。其次是基于二階導(dǎo)數(shù)的邊緣檢測(cè)算子,有拉普拉斯算子和高斯-拉普拉斯算子。拉普拉斯算子對(duì)噪聲很敏感,如果預(yù)處理還存在噪聲,將引入新的邊緣。而高斯-拉普拉斯算子能抑制比較尖銳的邊緣,故尖銳的邊緣無法被檢測(cè)到。此外,還有Canny邊緣檢測(cè)算法。其基本思想是:首先對(duì)圖像進(jìn)行Gauss平滑濾波;然后抑制一階差分梯度幅值的非最大值,即保留局部最大值點(diǎn);最后通過兩個(gè)閥值來檢測(cè)和連接邊緣。
運(yùn)用試驗(yàn)中比較常見的邊緣檢測(cè)算子后發(fā)現(xiàn),Roberts算子和Log算子定位精度高,Sobel算子、Prewitt算子檢測(cè)斜向階躍邊緣效果好,Robert算子檢測(cè)水平和垂直邊緣效果較好,Log算子不具備邊緣方向檢測(cè)的能力,Sobel算子可以提供最精確的邊緣方向估計(jì)。同時(shí),Roberts和Log算子定位精度雖高,但受噪聲影響大,而Canny算子是一種邊緣定位和抗噪性較好的折中選擇。另外,課題中自適應(yīng)閥值化也可以得到圖像的邊緣。針對(duì)強(qiáng)照明或反射梯度的圖像,需要根據(jù)梯度進(jìn)行閥值化時(shí),自適應(yīng)將非常實(shí)用,需使用中值和高斯兩種思想相結(jié)合加以解決。
對(duì)軸承外圈使用不同的算子進(jìn)行處理,通過比較發(fā)現(xiàn),Roberts、Sobel、Prewitt三種算子對(duì)于軸承外圈檢測(cè)效果相差不大;Sobel、Laplacian和Canny三種精度都在一個(gè)或兩個(gè)像素,自適應(yīng)偶爾出現(xiàn)三個(gè)像素。雖然Canny算子既能抑制噪聲,又能達(dá)到良好較細(xì)的邊緣,但在水平和豎直方向上邊緣都是兩個(gè)像素,如圖4(a)所示。而Laplacian是斜率越大的地方只有一個(gè)像素,斜率相對(duì)小的地方為兩個(gè)像素,如圖4(b)所示。針對(duì)軸承外圈的圓形輪廓提取,斜率偏大,故選擇Laplacian作為邊緣檢測(cè)算法能得到單像素邊緣,最終得到了單像素的邊緣圖像,其形狀是同心圓。
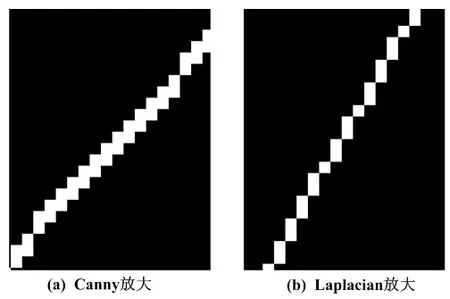
圖4 邊緣檢測(cè)算子比較圖
3 尺寸檢測(cè)及分析
通過Laplacian邊緣提取后,得到了軸承外圈的內(nèi)外邊緣。為了分離內(nèi)外邊緣,首先填充整個(gè)圖像,再提取出外邊界。通過將Laplacian處理后的圖像減去外邊界,就可以得到內(nèi)邊界圖像。為了檢測(cè)軸承外圈或軸承內(nèi)圈的半徑,需要進(jìn)行尺寸標(biāo)定,得知每個(gè)像素所代表的實(shí)際尺寸。研究中將標(biāo)塊置于檢測(cè)軸承的同一高度平面上,使用標(biāo)準(zhǔn)的Hough變換檢測(cè)法,檢測(cè)出標(biāo)塊中的圓并得到圓的半徑[10-11]。以實(shí)際的半徑值和像素的比例作為檢測(cè)圖像和實(shí)際尺寸的比例因子。為了達(dá)到區(qū)別變形和分類的目的,采用下述方法對(duì)邊界圖像進(jìn)行處理。
①首先計(jì)算邊界圖像的邊界面積和周長(zhǎng)。
②由周長(zhǎng)l=2πra知,ra=l/2π。
③選取圖像輪廓中水平距離最大的兩點(diǎn)和豎直距離最大的點(diǎn),所在的水平直線和豎直直線的交點(diǎn)C坐標(biāo)為(x0,y0)。統(tǒng)計(jì)出所有的像素值為255的像素點(diǎn)(xi,yi)總數(shù)為N,則點(diǎn)C到所有像素為255的點(diǎn)的距離ri為:
(6)
④求得到點(diǎn)(xmin,ymin)距離最小值rmin和到點(diǎn)(xmax,ymax)距離最大值rmax。若(x0,y0)、(xmin,ymin)和(xmax,ymax)三點(diǎn)在一條直線上,則半徑rb=(rmin+rmax/2)。若不在同一條直線上,則試驗(yàn)發(fā)現(xiàn)誤差比為1/450,故減去0.5個(gè)像素作為修正值 rb=(rmin+rmax)/2-0.5。
⑤若有微小變形,由橢圓周長(zhǎng)l=2πb+4(a-b)可知,變形周長(zhǎng)可近似表示為l=2πr+4Δ,則r=l/2π-2Δ/π。設(shè)誤差μ=|ra-rb|,經(jīng)過多次試驗(yàn),設(shè)定值μ為3。若μ超過閥值,則剔除。
⑥以ra乘以比例因子c作為實(shí)際檢測(cè)尺寸r,以0.05mm為分類界限,進(jìn)行分類。同時(shí),在實(shí)際檢測(cè)線上,由于標(biāo)定可能帶來誤差,可通過一次性加入標(biāo)定修正常量ε,得到最終的實(shí)際尺寸d=2r=2ra/(c+ε)。
4 結(jié)果及分析
表1中,-I表示小于標(biāo)準(zhǔn)尺寸的軸承外圈。
對(duì)軸承外圈,主要考慮外環(huán)的尺寸;而對(duì)內(nèi)圈,主要考慮內(nèi)環(huán)尺寸。軸承外圈以外環(huán)分類,軸承內(nèi)圈以內(nèi)環(huán)分類。由于軸承外圈一般對(duì)大徑尺寸偏差要求更嚴(yán)格,因此在上述處理過程中,以軸承外圈作為處理和分類基礎(chǔ)。而處理軸承內(nèi)圈則以小徑尺寸作為參考依據(jù),這里不再重復(fù)敘述。
5 結(jié)束語
研究中所檢測(cè)的軸承外圈尺寸為55 mm,設(shè)定的研究精度為0.05 mm,以滿足每0.05 mm的分類需求,因此選用130萬像素的工業(yè)相機(jī)。若需要提高精度,可以采用拼接技術(shù)、亞像素技術(shù)或提高相機(jī)分辨率來實(shí)現(xiàn)。同時(shí),文中的半徑提取方法區(qū)別于常見的最小二乘和Hough變換的半徑提取方法,使檢測(cè)不再限于理想圓。此外,該檢測(cè)及分類方法不僅可以作為獨(dú)立工序運(yùn)作,還可以融入到軸承組裝的自動(dòng)化生產(chǎn)線中,提高軸承制造的自動(dòng)化程度。
[1] 唐飛.機(jī)器視覺圓鋼坯輪廓與裂紋測(cè)量[D].成都:電子科技大學(xué),2014.
[2] 雷良育,周曉軍.基于機(jī)器視覺的軸承內(nèi)外徑尺寸檢測(cè)系統(tǒng)[J].農(nóng)業(yè)機(jī)械學(xué)報(bào),2005,36(3):131-134.
[3] 劉科文,周平,付斌斌.基于機(jī)器視覺的圓環(huán)形零件行位尺寸自動(dòng)測(cè)量[J].工業(yè)控制計(jì)算機(jī),2010,23(7):1-3.
[4] 劉勝利.基于工業(yè)視覺的軸承尺寸在線檢測(cè)技術(shù)[D].西安:西安工業(yè)大學(xué),2014.
[5] 崔明,顧啟民,黃霞.基于機(jī)器視覺的軸承滾動(dòng)體缺陷檢測(cè)算法研究[J].組合機(jī)床與自動(dòng)化加工技術(shù),2015(11):74-78.
[6] 劉國(guó)陽.基于機(jī)器視覺的微小零件尺寸測(cè)量技術(shù)研究[D].哈爾濱:哈爾濱工業(yè)大學(xué),2014.
[7] 陳文達(dá),白瑞林,吉峰,等.基于機(jī)器視覺的軸承防塵蓋表面缺陷檢測(cè)[J].計(jì)算機(jī)工程與應(yīng)用,2014,50(6):250-254.
[8] LUGHOFER E.On-line evolving image classifiers and their application to surface inspection [J]. Image and Vision Computing,2010,28 (7):1065-1079.
[9] DERGANC J,LIKAR B,PERMU F.A machine vision system for measuring the eccentricity of bearings[J].Computer in Industry.2003,50(1):103-111.
[10]NARANBAATAR E,KIM H S,LEE B R.Radius measuring algorithm based on machine vision using ltrative fuzzy search method[J].International Journal of Precision Engineering and Manufacturing,2012,13(6):915-926.
[11]SHEN H,LI S X.Bearing defect inspection based on machinevision[J].Measurement,2012,45(1):719-733.
Detecting and Classifying the Inner-outer Ring Sizes of Bearings Based on Machine Vision
In practical production line of bearings,the same model bearings are classified and assembled according to their different sizes of inner and outer rings.The technology of machine vision is researched,and a set of detection and classification system for inner and outer ring sizes of bearings is designed to replace the manual inspection and classification.Through designing detection mechanism,image filtering,binarization,camera and lens calibration; morphology removing the lining,and edge extraction,etc.,the goals of detection and classification are achieved.In the measurement of sizes,by operating two special pixel points,the inner-outer radius of the bearing is obtained,which avoids the positioning for the center of circle and contour extraction.Test shows that the system well implements the detection and classification of inner and outer ring sizes of bearings.
Bearing Machine vision Image processing Size detedion Camera calibration Filtering Binarization Edge detection Contour extraction
范帥(1992—),男,現(xiàn)為電子科技大學(xué)機(jī)械工程專業(yè)在讀碩士研究生;主要從事機(jī)器視覺應(yīng)用方向的研究。
TH13;TP391
A
10.16086/j.cnki.issn 1000-0380.201611021
修改稿收到日期:2016-04-14。
猜你喜歡
中國(guó)設(shè)備工程(2022年12期)2022-07-11 04:33:00
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2019年9期)2019-11-25 07:34:36
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2019年9期)2019-11-25 07:34:34
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2019年12期)2019-05-21 02:53:50
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2019年12期)2019-05-21 02:53:48