汽車儀表板橫梁焊接技術
2016-12-20 07:16:29張正坤
環球市場 2016年21期
張正坤
上海和達汽車配件有限公司
汽車儀表板橫梁焊接技術
張正坤
上海和達汽車配件有限公司
隨著我國居民生活水平和質量的逐步提高,人們對于汽車的需求量也在進一步增加,且其對于汽車儀表板的認識也由傳統的基礎性作用和功能逐步擴展到了對于舒適性、可靠性、安全性等方面的需求。焊接技術是汽車儀表中非常重要的部分,因此進一步加強對其的研究非常有必要,從而才能夠進一步提高汽車整體性能和價值。基于此本文分析了汽車儀表板橫梁焊接技術。
汽車儀表板;橫梁;焊接技術
1 、儀表板橫梁開發和研究現狀
儀表板橫梁總成是為儀表板飾件及其附件(如收音機、CD機、空調控制模板、儀表等)、乘員側安全氣囊、轉向管柱(有時包括制動踏板、加速踏板、離合器踏板等底盤零部件)、空調箱、線束等零部件提供支承的結構件,同時也是模塊化儀表板總成裝配過程中的輔助夾具和定位支承件。
管柱型橫梁由于擁有較明顯的價格及性能優勢,因此得到了廣泛的應用。根據管子的形狀可分為直管型和彎管型。直管型對結構和安全性能非常有利,生產制造相對比較容易控制,因而成本相對較低,但對座艙系統的零部件布置有一定限制。直管型又可分為等徑和變徑2種類型,變徑直管的優點是減輕了零件質量,同時增加了一些乘員側的布置空間,但需要增加擴口或縮口工序和變徑過渡區的焊接工序。
2 、汽車儀表板橫梁功能
2.1 提供儀表板子系統及空調等部件的安裝結構
儀表板橫梁總成上孔位繁多,主要提供儀表板總成中的儀表板本體總成、轉向管柱、換擋裝置、副駕駛安全氣囊、空調總成、線束等部件的安裝結構。同時也增加了儀表板子系統的結構穩定性。
2.2 提高轉向系統的穩定性
橫梁總成的轉向管柱支架通過前圍支架連接,間接與車身前圍之間形成固定結構,當轉向管柱裝置裝配到轉向管柱支架后,能有效地提高轉向系統的穩定性。
2.3 提供乘客安全保護功能
當車輛前端發生碰撞或偏移時,橫梁總成的骨架能加強車身的結構強度,起到抑制發動機艙里的堅硬部件對車內的侵入,以保護乘客的搭乘空間。在車輛發生碰撞時,儀表板橫梁總成承載著副駕駛安全氣囊靜載荷和氣囊爆破時的動載荷,以保護乘客的安全。
3 、汽車儀表板橫梁焊接技術
3.1 選擇合理的焊接參數
二氧化碳保護焊的焊接參數主要有焊接電流、焊接電壓、焊絲干伸長度等。只有當這些參數匹配恰當時才能焊接出焊縫外觀、熔深值、焊縫長度符合要求的焊縫。調試產品焊縫及尺寸時需保證焊接參數的合理性及匹配性。
(1)焊接電流:根據焊接條件(板厚、焊接位置、焊接速度、材質等參數)選定相應的焊接電流。CO2焊機調電流實際上是在調整送絲速度,因此CO2焊機的焊接電流必須與焊接電壓相匹配,一定要保證送絲速度與焊接電壓對焊絲的熔化能力一致,以保證電弧長度的穩定。二氧化碳保護焊焊接常用電流參數表見表1。
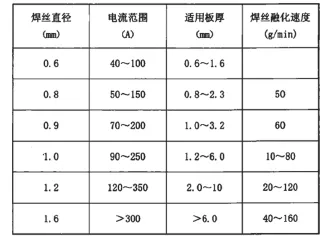
表1 二氧化碳保護焊焊接常用電流參數表
(2)焊接電壓:根據焊接條件選定相應板厚的焊接電流,然后根據下列公式計算焊接電壓:
300A時:焊接電壓=(0.04倍焊接電流++16土1.5)V
>300A時:焊接電壓=(0.04倍焊接電流+20士2)V
(3)焊絲干伸長度:焊絲從導電咀到工件的距離,焊接過程焊絲的干伸長度直接影響焊接穩定性。二氧化碳保護焊焊接干伸長度表見表2。
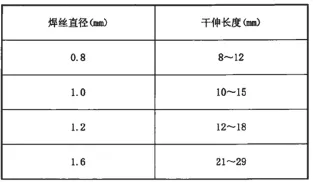
表2 二級化碳保護焊焊接干伸長度表
小于300A時:L=(10—15)倍焊絲直徑
大于300A時:L=(10—15)倍焊絲直徑+5mm
3.2 焊接方案確定
在焊接工裝設計前,要確定焊接方案,包括工裝的數量、零件在每序工裝的分布、焊接的順序及方向;工裝的數量確定需要考慮到產能、焊縫數量、位置、長度及零件的數量等多個因素,要保證焊接時焊槍有足夠的運到空間,在采用最低工裝投入成本的同時滿足客戶的要求產能。每序工裝布置的零件盡量均勻分布,焊接的順序應盡量左右對稱,盡可能減少由于焊縫分布不均,焊接熱量不均產生的焊接變形。
3.3 調整支架在焊接工裝上的定位在確定焊接順序并選用合理的焊接參數和焊接姿勢后,需通過調整支架在焊接工裝上的定位來滿足產品的尺寸要求。焊接工裝在設計時,每個支架的定位都是可以在X,Y,Z方向進行調節(如圖5所示)。在調試過程,使用塞尺、鋼尺在檢具上確定產品尺寸的偏差,使用標記筆對尺寸的偏差進行標記,根據產品孔位、面位的偏差值來對工裝上支架的X,Y,Z方向的墊片進行增減,加減墊片時應由少至多逐步調整。
3.4 增加工藝焊縫
在前期開發時,圓管彎管模、沖壓件的模具、焊接工裝都是按照理論數據進行開發、制造的,調試時,盡管對機械人的焊接順序、焊接參數、焊接姿勢進行了調試,但因圓管在焊接過程中局部區域焊接過多的焊縫而產生熱變形,熱變形導致的尺寸偏差僅僅使用調整支架在焊接工裝上的定位是無法解決的。增加工藝焊縫應遵循以下幾個原則。
(1)應在確保支架與圓管貼合的情況下增加工藝焊縫;在圓管上增加工藝焊縫,圓管會朝工藝焊縫的反方向變形。
(2)當機器人焊接完零件總成后,在最后一道工序的焊接工裝上使用人工在預測的位置增加工藝焊縫,通過不斷的實驗確定工藝焊縫的長度和位置,當明確工藝焊縫的長度和位置后,需在機器人的程序中編制相應的程序并鎖定。
(3)為保證產品外觀、裝配要求及生產節拍,工藝焊縫不宜多加,2一4條適宜。
(4)工藝焊縫的表面需保證外觀光滑,無焊瘤、飛濺等焊接缺陷。
總之,儀表板橫梁總成是儀表板系統內部骨架,用于支撐儀表板系統,提供儀表板系統巾部件的安裝,對增加整個車身的強度有-定的作用,因此進一步加強對其的研究非常有必要。
[1]劉偉萍.儀表板總成性能分析及優化[D].武漢理工大學,2010.
猜你喜歡
保健醫苑(2022年5期)2022-06-10 07:46:12
小哥白尼(趣味科學)(2021年8期)2021-11-20 06:08:04
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
模具制造(2019年3期)2019-06-06 02:10:54
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
設備管理與維修(2015年12期)2015-04-09 06:57:24
