基于組態王SQL訪問的胎面線數據監控管理系統
2016-12-20 08:22:22郭鵬門喜德
橡塑技術與裝備 2016年23期
關鍵詞:數據庫
郭鵬,門喜德
(1、天津賽象科技股份有限公司,天津 300384;2、天津大學電氣與自動化工程學院,天津 300072)
基于組態王SQL訪問的胎面線數據監控管理系統
郭鵬1,2,門喜德1
(1、天津賽象科技股份有限公司,天津 300384;2、天津大學電氣與自動化工程學院,天津 300072)
本文介紹了輪胎胎面/胎側壓出聯動線設備中采用的過程控制和數據監控管理系統。結合生產線特點、生產工藝、過程控制、電氣選型等因素,利用現場總線、PLC、數據庫、工業以太網等技術,實現對胎面線生產過程數據的監控、采集、存儲、查詢、調用分析、制作報表等功能。其中詳述了組態王的人機界面,利用現有本機的ACCESS數據庫并可向遠程服務器數據庫訪問的SQL技術,強化數據的大容量存儲及不同數據庫系統的兼容,實現生產線的實時監控和真正的生產過程可控化。
組態王;PLC;數據庫;輪胎設備
近年來,隨著我國輪胎產業產能的日趨飽和和輪胎出口形勢的越發嚴峻,國內輪胎制造業由原先面臨的低端化、同質化、惡性價格競爭等行業現狀,逐漸轉為追求技術創新、智能制造、高端品牌戰略的路線。在這一轉型過程中,對輪胎部件制品的品控要求越來越高,進而反向推動輪胎設備的性能提升。大數據時代的來臨,傳統的企業質量管理越來越多地被以高效處理海量數據為中心的信息化管理戰略所取代。生產現場的過程控制和數據監控管理是企業智能化、信息化、網絡化管理的基礎組成部分。在此背景下,對于輪胎制造業重要生產設備之一的輪胎胎面/胎側壓出聯動線(以下簡稱“胎面線”),由以往的單機運行控制,到全線自動過程控制,再到現如今的信息化、網絡化運行管理,正順應了這一趨勢。
工業現場的過程控制一般基于PLC控制系統、人機界面系統的實時監控與數據傳輸,結合專業數據庫軟件的數據采集及分析,并通過工業互聯網技術將數據進行企業級的網絡監控和管理。本文重點介紹了在胎面線的設備制造中,由西門子S7系列PLC、組態王人機界面組態軟件、本機ACCESS數據庫、面向遠程SQL數據庫訪問技術等要素構成的控制系統,是如何實現上述過程控制與數據管理的。
1 系統各部分簡介
1.1 西門子PLC控制
西門子PLC具有體積小、速度快、通訊能力強、穩定性高等優點,在輪胎工業中廣泛應用。本文采用的S7-400是西門子的中高檔系列可編程控制器,具有極高的處理速度,強大的通訊能力和卓越的CPU資源量,使用西門子PLC專用編程軟件SIMATIC Manager STEP7 V5.5進行編程維護,可以實現復雜的自動化控制任務要求。
1.2 組態王人機界面軟件
組態王開發監控系統軟件,是新型的工業自動控制系統,它以標準的工業計算機軟、硬件平臺構成的集成系統取代傳統的封閉式系統。該產品以搭建戰略性工業應用服務平臺為目標,集成了對亞控科技自主研發的工業實時數據庫的支持,可以為企業提供一個對整個生產流程進行數據匯總、分析及管理的有效平臺,使企業能夠及時有效地獲取信息,及時地做出反應,以獲得最優化的結果。
組態王軟件具有功能強大、運行穩定、使用方便、適應性強、開放性好、易于擴展、經濟、開發周期短等優點。
1.3 ACCESS數據庫
Microsoft office Access 是由微軟發布的關系數據庫管理系統。MS ACCESS以它自己的格式將數據存儲在基于Access Jet的數據庫引擎里。它還可以直接導入或者鏈接存儲在其他應用程序和數據庫的數據,與SQL等數據庫形成數據傳輸。
1.4 SQL訪問
組態王SQL訪問功能是為了實現組態王和其他ODBC數據庫之間的數據傳輸。它包括組態王SQL訪問管理器、如何配置與各種數據庫的連接、組態王與數據庫連接實例和SQL函數的使用。組態王SQL訪問管理器用來建立數據庫列和組態王變量之間的聯系。通過表格模板在數據庫中創建表格。組態王可以與其他外部數據庫(支持ODBC訪問接口)進行數據傳輸。首先在系統ODBC數據源中添加數據庫,然后通過組態王SQL訪問管理器和SQL函數實現各種操作。組態王SQL函數可以在組態王的任意一種命令語言中調用。這些函數用來創建表格,插入、刪除記錄,編輯已有的表格,清空、刪除表格,查詢記錄等操作。
2 在胎面線設備上的應用實現過程
2.1 總體方案設計
2.1.1 軟硬件選型
胎面線設備流程,由復合擠出機、輔線傳輸冷卻、卷取裁切裝置、溫度控制裝置、寬度檢測、重量檢測裝置等部分組成。
本文介紹的胎面線采用的均為主流的電氣系統配置:以PLC作為控制單元,通過對變頻器的速度控制,實現全線自動運轉。選用西門子S7-400系列CPU(414-3DP)作為主控CPU,復合擠出機機頭處選用西門子ET200M系列的151-7CPU組成局部控制,擠出機主電機變頻驅動采用西門子SINAMICS G150變頻裝置,聯動線小功率變頻驅動采用ABB ACS550系列變頻器。
工控計算機選用研華UNO3083系列,操作系統使用Win-7,組態軟件使用組態王6.55版本,本地數據庫使用Microsoft Office ACCESS數據庫。溫控儀表使用RKC-CH402帶通訊型。
2.1.2 通訊方式設計
全線以多種通訊方式采集數據,各CPU、變頻器、現場各遠程站之間通過PROFIBUS-DP總線通訊,控制輸出裝置的動作,并讀取實時變頻速度、壓力、重量等;通過RS-485通訊協議讀取智能儀表實時溫控數據(當多儀表串接時需進行RS232-RS485轉換);通過工業以太網通訊讀取實時寬度數據。組態王人機界面通過PROFIBUS-DP通訊協議與PLC進行實時數據交換,并通過SQL訪問方式將數據記錄到ACCESS數據庫中,再通過組態王人機界面可實現實時報警查詢,數據調取并進行分析的功能。
2.1.3 方案圖設計
方案圖如圖1所示。

圖1 總體方案圖設計
通常可以把這樣的系統劃分為控制層、監控層、管理層三個層次結構。以下分別詳述。
2.2 PLC為核心的控制層
如圖2所示,在西門子編程軟件STEP7的硬件組態界面可以直觀地看到:在PROFIBUS(3)通訊回路中,414-3DP CPU作為主CPU,ET200S系列的151-7 CPU作為從CPU,基于PROFIBUS-DP通訊總線進行主從通訊;在PROFIBUS(1)回路中,使用ET200M/ET200S分站讀取實時生產線狀態每個模塊狀態、控制每個模塊的輸出動作,使用現場總線模塊GKDP進行現場氣路部分的集中控制,使用西門子SINAMICS G150變頻裝置作為主機部分驅動。
控制層的搭建,實現了胎面線的單機運行控制的主要功能,并能將PLC中的速度、電流、壓力、溫度、重量、寬度等現場實時數據收集并上傳到監控層,即人機界面中。
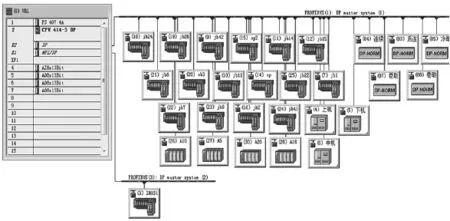
圖2 控制系統網絡結構圖
2.3 人機界面為核心的監控層
監控層對下連接控制層,對上連接管理層,它不但實現對現場的實時監測與控制,且在自動控制系統中完成上傳下達、組態開發的重要作用。
本系統通過對監控系統要求及實現功能的分析,采用組態王對監控系統進行設計。
組態王軟件配置:組態王與西門子PLC進行DP通訊,在設備→COM1里,新建設備,設備名稱“新IO設備”,連接方式是S7-400(S7),設備地址:2.2。
監控界面分布,如圖3所示。
式中:和代表集合平均與控制預報之差;κ=cp/Tr,cp=1 004J/(kg·K),Tr=287 K;M、N、L分別代表經向、緯向、垂直方向的總格點數。
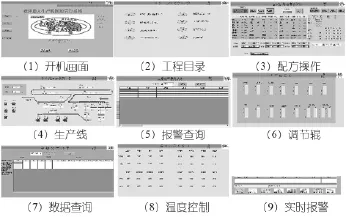
圖3 組態王監控畫面
(1)登錄界面:用于對現有用戶進行權限分類,對相應操作進行限制,并可用于追溯時人員的反向查找。可設置多級權限管理,現有用戶分組為:系統管理員、技術員和操作員,每個用戶分組可分別有不同的人員對應。系統管理員有最高權限可對其他用戶進行管理。
(2) 工程目錄:用于顯示現有人機界面相關操作界面的總覽。
(3)配方操作界面:用于技術人員對相應的配方參數進行修正,以及操作人員批量調用配方數據用于生產。
(4) 生產線:用于顯示生產線各部分驅動運行狀態,以及物料位置監控。
(5)歷史報警查詢:查詢歷史發生的報警,以日期為查詢條件,查詢報警數據庫中報警。
(6)調節輥:用于維護調節輥裝置時,校正數據時使用,也可觀察生產時調速情況。
(7)數據查詢:查詢歷史數據,并以班組和日期作為查詢條件,查詢對應數據庫中數據。
(8) 溫度控制:用于調整溫控裝置各部分的溫度設置,及顯示實際溫度值。
(9)實時報警:現在設備運行情況及實時未確認報警。
2.4.1 建立數據鏈接
如圖4所示,數據通過組態王記錄到ACCESS數據庫中,首先需進行數據鏈接操作。
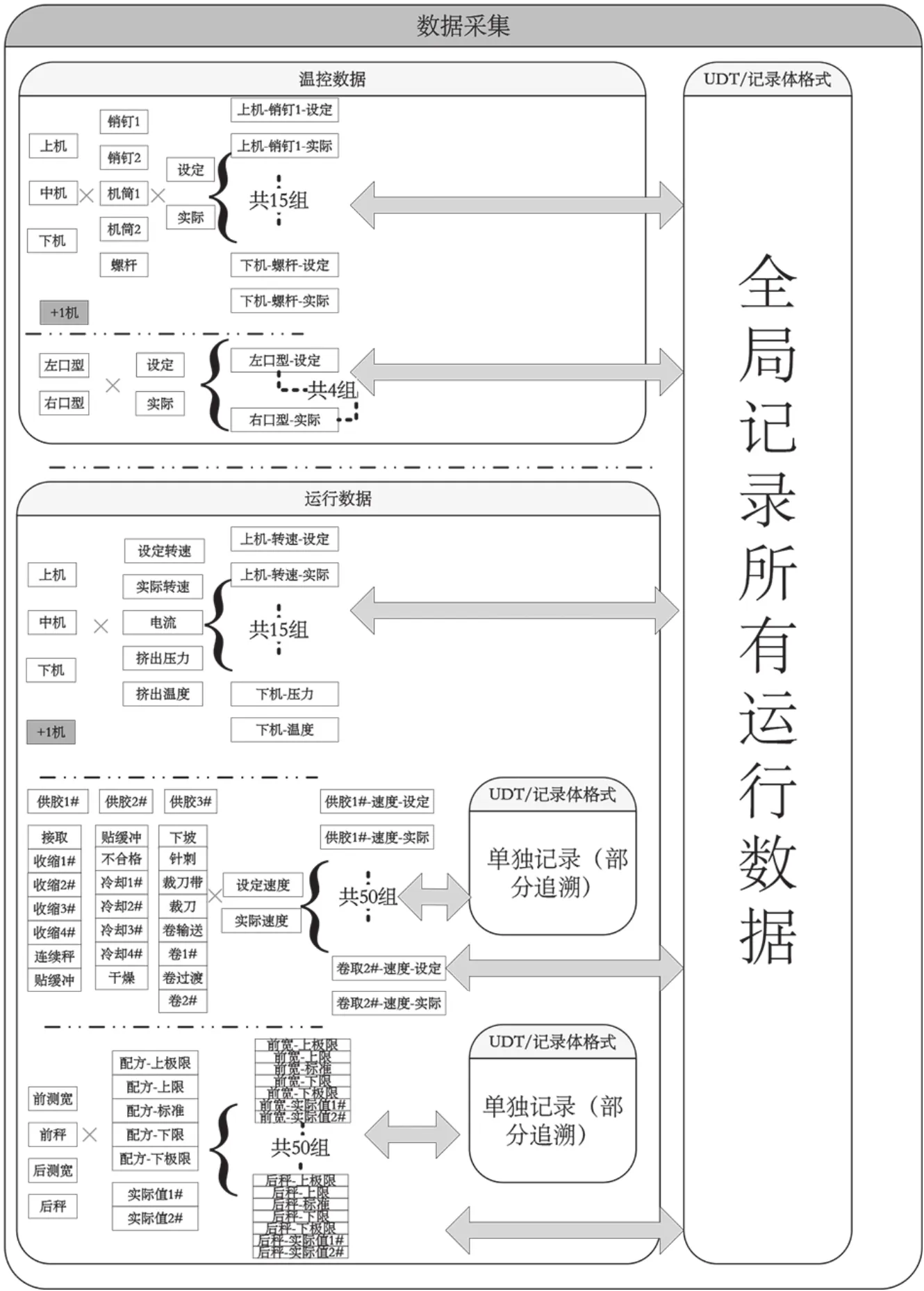
圖4 數據采集方案圖
新建數據鏈接:打開控制面板→管理工具→數據源ODBC數據源管理器→用戶DSN→添加→“Driver do Microsoft Access(*.mdb)”→完成→數據源命(本例中使用“SQL數據庫”作為源名稱)→電擊“選擇”→找到數據庫文件存放路徑,左側將顯示相應的文件(本例文件名“SQL數據庫.mdb”)→確定。即完成數據庫鏈接操作,報警存儲數據庫鏈接相同,本例中報警數據庫名為“報警數據庫”,鏈接文件名稱為“Alarm.mdb”。
連接數據庫指令:在命令語言→應用程序命令語言→啟動時寫入指令“SQLConnect(DeviceID, "dsn=SQL數據庫;uid=;pwd=");”,即在人機界面進入時自動進行數據庫鏈接操作。在停止時寫入“SQLDisconnect(DeviceID);”斷開數據庫指令。
2.4.2 數據存儲
2.4.2.1 報警存儲
將報警數據存儲到外部ACCESS數據庫中,可按照需要的條件進行查詢,方便故障的追溯。
打開系統配置→報警配置→報警配置屬性頁→選中“記錄報警事件到數據庫、記錄操作事件到數據庫、記錄登錄事件到數據庫、記錄工作站數據到數據庫”前的勾選,并將數據源選擇為上面已定義過的“報警數據庫”,如圖5所示。
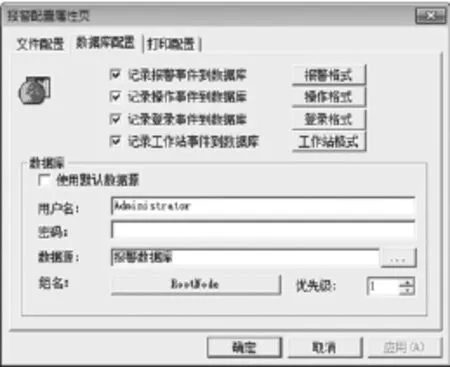
圖5 報警記錄配置
2.4.2.2 數據存儲
數據記錄是使用現有的數據記錄表格模板,創建數據庫中相應的子數據表格,使用記錄體將數據整體寫入數據庫中。為便于對比查詢或單獨查詢數據,可新建不同的記錄體,將同一數據分別進行記錄,利于以后數據分析使用。
選擇工程瀏覽器左側大綱項“SQL訪問管理器文件表格模板”,在工程瀏覽器右側用鼠標左鍵雙擊“新建”圖標,彈出對話框。該對話框用于建立新的表格模板。
根據需要新建表格模板,并使用指令在數據庫中創建/刪除表格模板,如圖6所示。
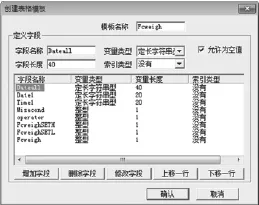
圖6 表格模板
創 建 表 格:SQLCreateTable(DeviceID1, "Fcw eighTable", "Fcweigh");
刪 除 表 格:SQLDropTable( DeviceID1, "Fcw eighTable", "Fcweigh" );
記錄體用來連接表格的列和組態王數據詞典中的變量。選擇工程瀏覽器左側大綱項“SQL訪問管理器文件記錄體”,在工程瀏覽器右側用鼠標左鍵雙擊“新建”圖標,彈出對話框。該對話框用于建立新的記錄體,如圖7所示。
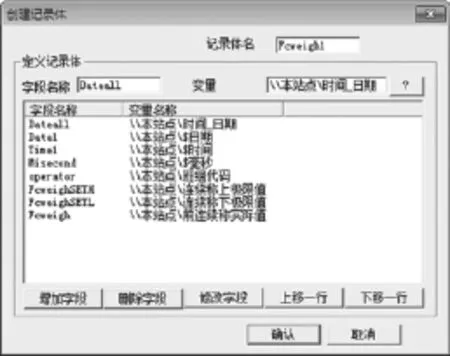
圖7 記錄體
數據存儲觸發條件:選擇工程瀏覽器左側大綱項“命令語言事件命令語言”,在工程瀏覽器右側用鼠標左鍵雙擊“新建”圖標,彈出對話框。用于新建存儲觸發條件,可通過PLC編程,按照定時或定長度來觸發相應的變量,用于記錄記錄體數據到數據庫,如圖8所示。
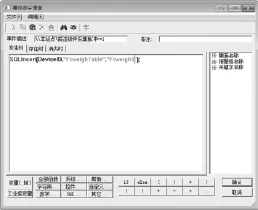
圖8 數據記錄觸發條件
2.4.3 數據查詢
2.4.3.1 報警查詢
報警查詢是選擇相應的日期進行日期報警查詢,需使用Microsoft的日期控件選中日期,并通過KV控件進行查詢和顯示。
在“工具箱插入通用控件“彈出窗口選擇“Microsoft Date and Time Picker Control 6.0(sp4)”控件,控件名稱為:“Ctrl20”,雙擊”控件事件CloseUp”新建函數聲明“CloseUp20()”對應下面語句:
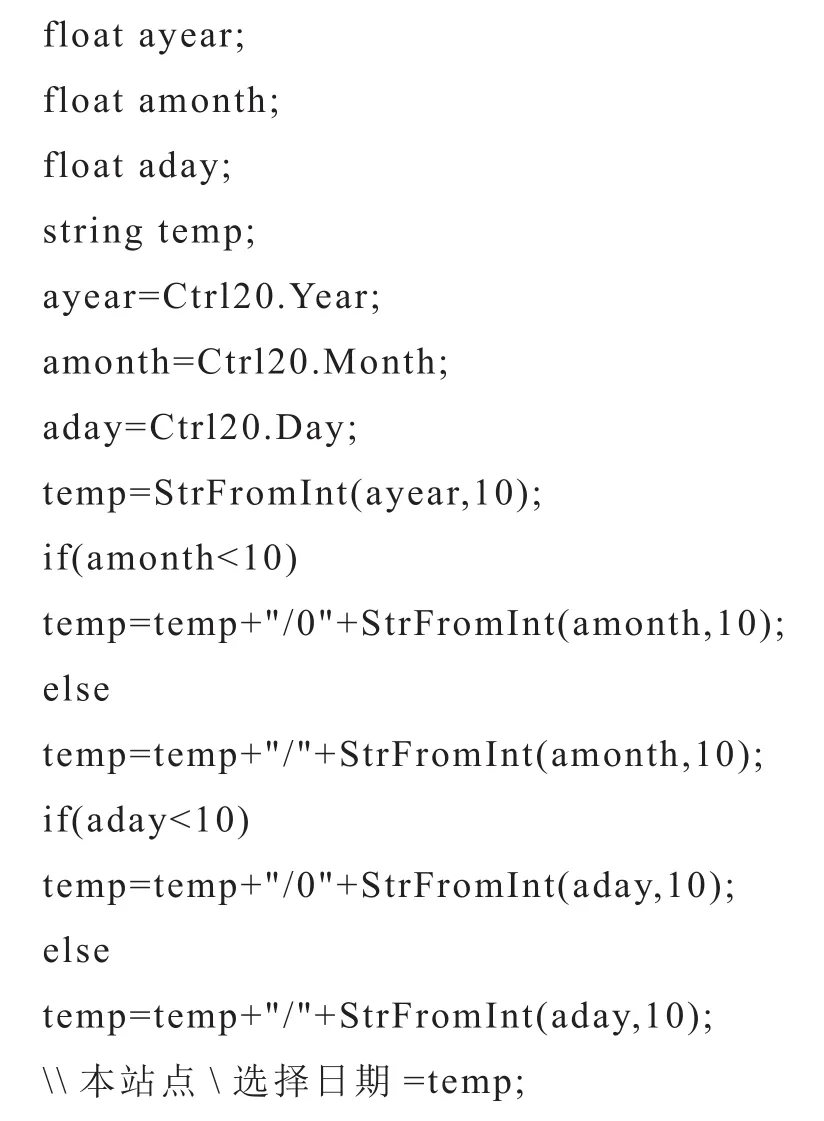
最后得到的“選擇日期”變量中的日期即為操作時選擇的日期。
在“工具箱插入通用控件“彈出窗口選擇“KVADODBGrid Class”控件,用于顯示查詢出來的數據,右鍵控件控件屬性瀏覽Microsoft OLE DB Provider for ODBC Drivers下一步使用數據源名稱選擇“報警數據庫”,確定后,選擇數據庫中“Alarm”并配置需要顯示的報警類型及順序。
報警查詢指令:新建報警查詢按鈕,在彈起時輸入命令:

運行畫面時,選擇查詢日期,點擊查詢按鈕,會將查詢到的符合條件的變量顯示在KV控件中。
2.4.3.2 數據查詢
數據查詢與報警查詢的區別是查詢條件,數據查詢條件是:符合選擇日期的班組數據。
日期查詢指令與報警相同:新建日期控件“Ctrl21”,函數聲明“ClseUp21()”
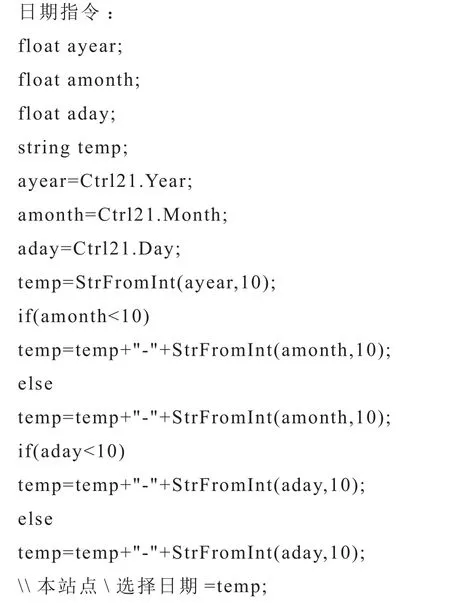
最后得到的“選擇日期”變量中的日期即為操作時選擇的日期。
班組查詢條件
“工具箱菜單”插入菜單型控件,在菜單項中新加“甲班、乙班、丙班”,命令語言:
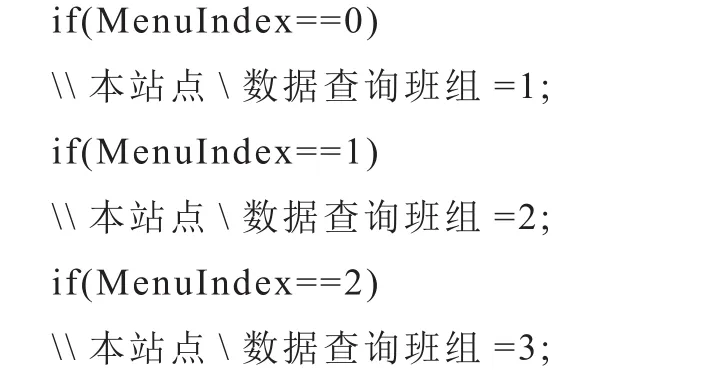
即選中第一個甲班的時候,“數據查詢班組”變量的值為1,選中乙班變量為2,選中丙班變量為3.
新建KV查詢控件,與報警查詢類似,調整好需要顯示的變量。控件名稱“Ctrl201”。
數據查詢指令:新建數據查詢按鈕,在彈起時輸入命令:
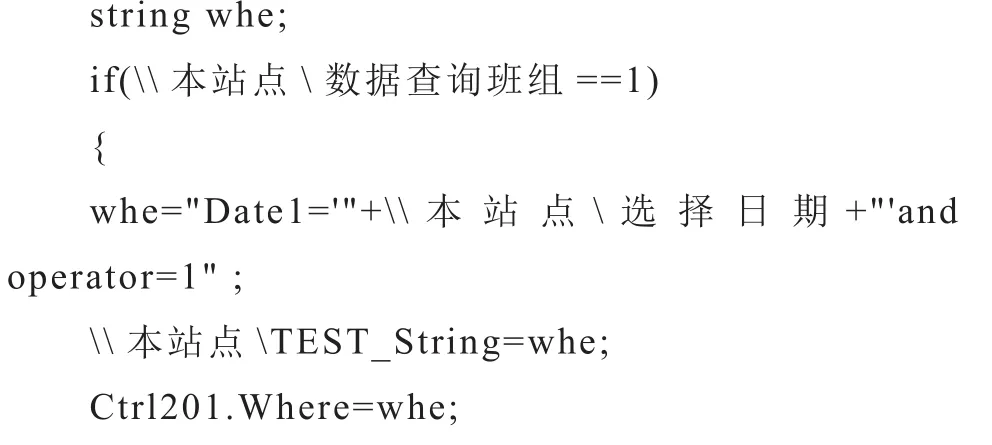
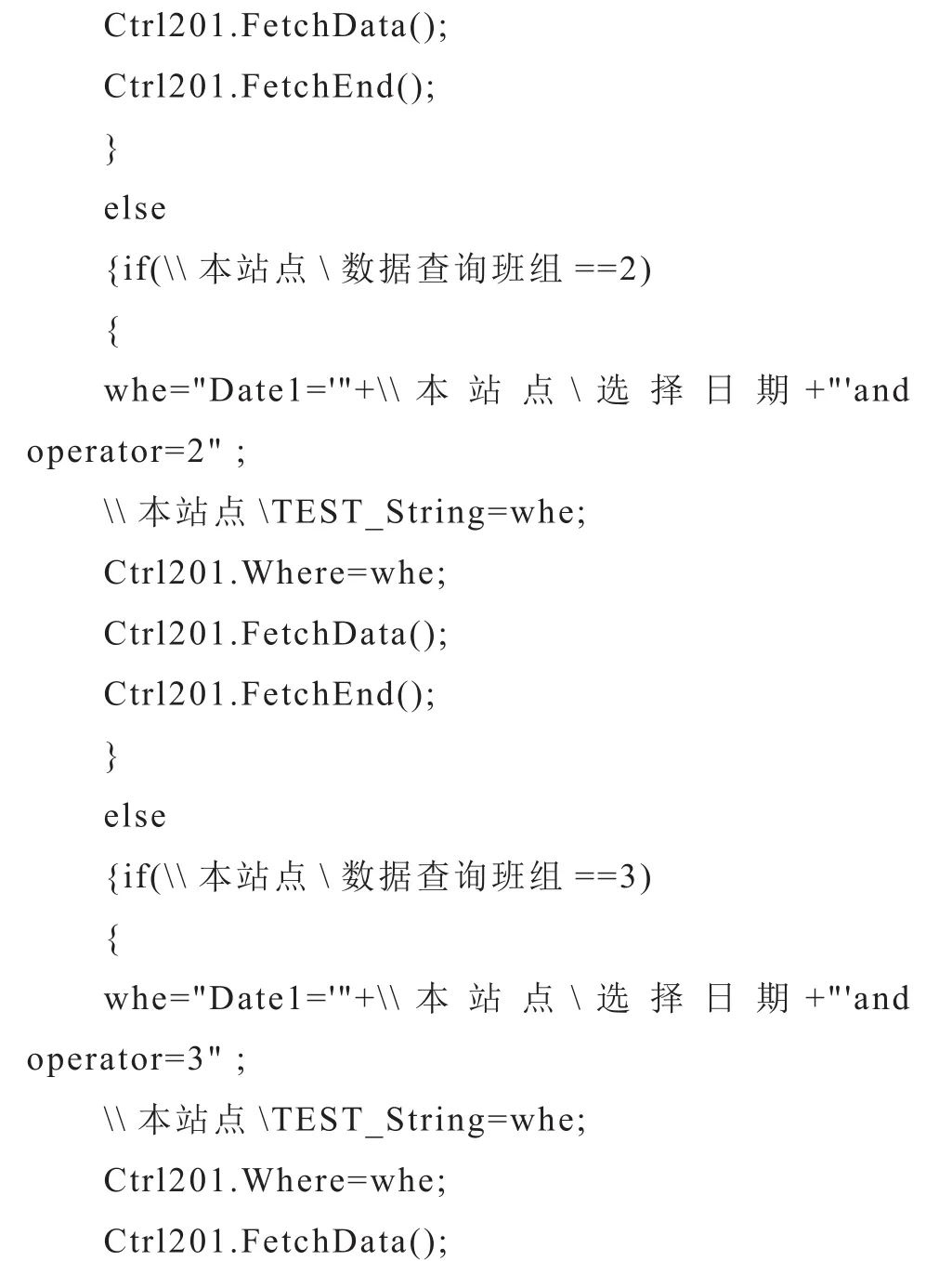
運行畫面時,選擇查詢日期和班組,點擊查詢按鈕,會將查詢到的符合條件的變量顯示在KV控件中。
3 結束語
可以預見,胎面線生產中的過程控制和數據監控管理系統今后將得到越來越多的應用。本文介紹的系統,通過對大量現場數據按照用戶的需要進行監控、采集、存儲、查詢、調用、分析、制表等數據庫管理操作,為設備的使用維護人員掌握設備運行和故障情況,工藝技術人員對制品配方參數的提升優化等,都提供了強有力的技術支持,實現了生產過程可控化管理。在現場使用中取得了良好的效果,獲得用戶的廣泛好評。
[1] 組態王6.55用戶手冊.北京亞控科技發展有限公司.
(R-01)
Tread line monitoring data management system based on kingview SQL access
Tread line monitoring data management system based on kingview SQL access
Guo Peng,Men Xide
(Tianjin Saixiang Technology Co., LTD., Tianjin 300384)
Process control and monitoring data management system used in tread/side wall extrusion line equipment was introduced in this paper . Combining with the characteristics of the production line, production process, process control, electrical selection factors, using the field bus and PLC, database, industrial Ethernet technology, implement the tread line production process monitoring, data acquisition, storage, query, call analysis, production reports, and other functions. Detailing the kingview man-machine interface, using the existing native ACCESS database and SQL technology, strengthening the large capacity of data storage and compatibility of different database system, implementation of real-time monitoring and the real production process control.
kingview; PLC; database; tire equipment
TQ330.493
1009-797X(2016)23-0058-07
B
10.13520/j.cnki.rpte.2016.23.013
郭鵬(1982-),男,工程師,2004年畢業于天津大學自動化學院自動化系,現從事輪胎生產設備的電氣控制系統設計研發工作。
2016-07-07
猜你喜歡
財經(2017年15期)2017-07-03 22:40:49
財經(2017年2期)2017-03-10 14:35:35
華東師范大學學報(自然科學版)(2017年1期)2017-02-27 13:41:08
財經(2016年15期)2016-06-03 07:38:02
財經(2016年3期)2016-03-07 07:44:46
財經(2016年6期)2016-02-24 07:41:51
財經(2015年3期)2015-06-09 17:41:31
財經(2014年21期)2014-08-18 01:50:18
財經(2014年6期)2014-03-12 08:28:19
財經(2013年6期)2013-04-29 17:59:30
