焊縫跟蹤應用的線激光視覺伺服控制系統
2016-12-19 02:30:06鄒焱飚王研博周衛林
光學精密工程 2016年11期
鄒焱飚,王研博,周衛林
(華南理工大學 機械與汽車工程學院,廣東 廣州 510640)
?
焊縫跟蹤應用的線激光視覺伺服控制系統
鄒焱飚*,王研博,周衛林
(華南理工大學 機械與汽車工程學院,廣東 廣州 510640)
設計了一套由三軸直角坐標機器人、線激光傳感器和工業計算機組成的焊縫跟蹤系統。研究了該系統所涉及的測量原理、特征點測量方法和基于模糊自適應的控制方法。通過高斯核相關算法(KCF)在焊接過程中實時檢測焊縫特征點,并根據測量原理計算獲得特征點相對于相機坐標系的三維坐標值。設計了一種自適應模糊控制器,通過自適應模糊控制器計算坐標的偏差值和偏差變化率得到焊槍末端運動軌跡的控制量,同時對模糊控制器的輸入輸出論域、模糊規則和隸屬函數進行實時動態更新。實施了焊縫跟蹤實驗。結果顯示:采用最大焊接電流為350 A的惰性氣體保護焊(MIG),在強烈弧光和飛濺的干擾下,該系統能實時跟蹤焊接工件,跟蹤精度為0.325 3 mm,傳感器測量頻率為20 Hz。焊接過程中焊槍末端運行平穩,焊縫軌跡跟蹤準確,且抗干擾能力,能滿足焊接應用要求。
線激光傳感器;焊縫跟蹤;自適應模糊控制;焊縫特征點;高斯核相關算法
1 引 言
隨著焊接自動化技術的發展,焊縫自動跟蹤技術變得愈發重要。常見的焊接機器人由于大多采用“示教再現”的操作模式而存在加工誤差和焊接熱變形,從而造成焊接質量下降和焊接缺陷,具備焊縫實時跟蹤功能的焊接機器人是解決該問題的主要手段。
激光視覺伺服技術[1-2]因為具有高精度和抗干擾能力強等優點而被廣泛應用于焊縫實時跟蹤系統。線激光傳感器在焊縫跟蹤系統中主要用于實時測量焊縫特征點的位置。激光條紋和焊接熔池之間的距離d是影響跟蹤精度的主要計算指標,d越小,跟蹤精度越高,通常希望d<30 mm。但是這會導致視覺系統檢測的圖像信息中存在強烈的弧光和飛濺,產生大量錯誤數據,從而造成測量精度降低。當焊接電流超過300 A后,此現象更加明顯。
同時焊縫跟蹤過程中存在時延以及其他非線性因素的影響,因此根據實時測量的焊縫特征點來設計高精度的控制器是實現焊縫自動跟蹤的關鍵[3-5]。Yong-Tae Kim等[6]采用變結構控制思想設計了魯棒自學習控制器,控制效果良好,但是該控制方法需要被控對象精確的數學模型,一旦被控對象改變或者模型不準確則會使控制失效。H.Y.Shen[7]等采用PID控制,在一定的整流電壓條件下獲得了良好的焊接效果,但是實際應用中需要反復試驗才能得到PID各參數的理想值。
美國MTI公司[8]的PRO 2D型條紋式激光傳感器和德國Leuze Electronic公司[9]的LPS 36HI/EN線激光傳感器的跟蹤精度為0.2~0.6 mm,采樣頻率為100 Hz,但無法應用在大電流焊接等存在強烈弧光和飛濺的場合。國內學者也對此類傳感器進行了研究,許燕玲[10]采用基于視覺及電弧傳感技術的機器人GTAW三維焊縫實時跟蹤控制技術,跟蹤誤差可以控制在±0.4 mm,但該系統的采樣頻率僅為2 Hz。顏厚銀[11]提出了一種基于虛擬儀器的窄間隙TIG焊縫跟蹤系統,其跟蹤誤差可以達到0.3 mm,采樣頻率為5 Hz,但是焊接速度僅為4 mm/s,且焊接精度隨著焊接速度的增加而降低,很難滿足實際焊接條件下的使用要求。
本文提出了基于線激光傳感器的焊縫跟蹤系統,該系統在強烈弧光和飛濺的工況下,能實現焊縫特征點的實時準確檢測;并設計了面向焊縫跟蹤應用的自適應模糊控制器。該模糊控制器[12]無需被控對象的數學模型,其自適應模塊[13]可根據偏差值和偏差變化率實時調整控制器的量化因子和比例因子,從而對模糊規則的權系數進行動態調整,通過實時改變模糊規則獲得最優的跟蹤效果。
2 系統構成
焊縫跟蹤系統的原理如圖1所示,該系統由三軸直角坐標機器人、線激光傳感器、焊接電源和工業計算機等組成。其中,三軸直角坐標機器人由3套相互垂直的線性模組組成,焊槍固定在機器人的Z軸上,線激光傳感器固定在焊槍上,并跟隨焊槍一起運動,如圖2所示。

圖1 基于線激光傳感器的焊縫跟蹤系統原理圖
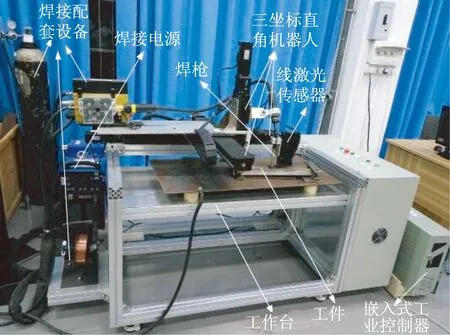
圖2 焊縫跟蹤裝置實物圖
線激光傳感器由線激光發生器和工業相機等構成,如圖3所示。根據焊接時的光譜特性以及波的衍射性質,選擇波長為660 nm,功率為100 mW 的線激光器(NanolineLaser,NL-660-100-01L-30)。工業相機選擇分辨率為1 282 pixel×1 026 pixel的Basler acA1280-60gm。為了減少焊接時弧光的干擾,在M0814-MP2的鏡頭前加裝紅外濾光片和透光率為91%的聚碳酸酯板。
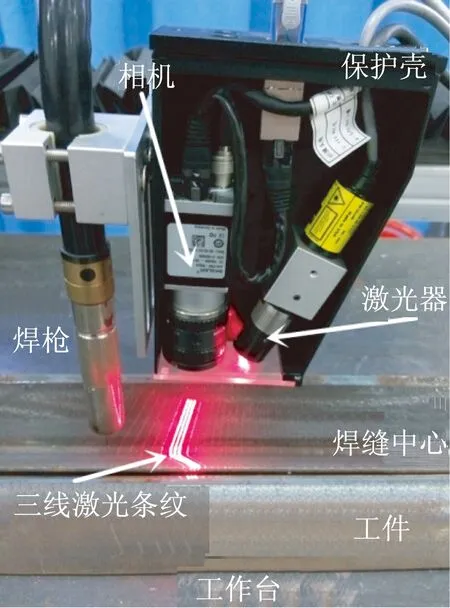
圖3 線激光傳感器實物圖
3 線激光傳感器
3.1 工作原理

圖4 線激光傳感器的測量原理圖

(1)
3.2 焊縫特征點檢測算法
由于焊縫跟蹤系統需在焊接過程實時運行,為了提高跟蹤精度,通常要求激光條紋和焊接熔池之間的距離d<30 mm,因此視覺系統檢測的圖像信息中不可避免地存在弧光和飛濺,如圖5所示。
在此情況下準確檢測焊縫特征點成為難點。由于焊縫跟蹤系統為視覺伺服系統,影響系統動態響應的主要因素是傳感器的響應速度。針對此問題,本文采用基于核相關濾波器(Kernelized Correlation Filter,KCF)的實時焊縫特征點檢測算法,該算法能在存在大噪聲的圖像中快速準確地確定焊縫特征點的位置。
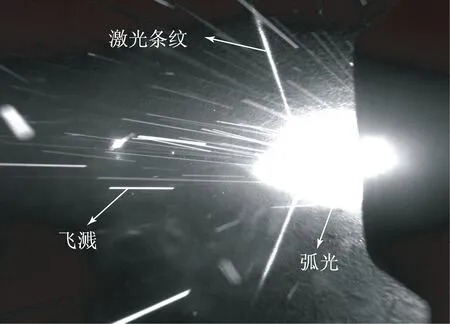
圖5 焊接噪聲圖
KCF[15]是一種主流的視頻目標跟蹤算法。該算法根據序列圖像中的視頻信息在空間和時間上的相關性,為處于同一視頻的每幀圖像中的目標分配相應的標簽,以確定目標的位置,目前廣泛應用于運動識別、自動視頻監控和視頻檢索[16]等領域。
KCF算法的基本原理如下:


(2)
式中:x為矩陣的第1行,X為x經過循環偏移得到的循環矩陣。同理,將二維的正樣本進行循環偏移可得到所需的負樣本。

圖6 各類型焊縫的特征點圖
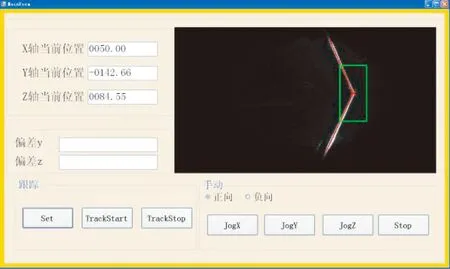
(a)程序接口圖
(b)捕捉到圖像和所得正樣本
(2)焊縫跟蹤、焊縫特征點的動態檢測,及測量參數的實時調整。

(3)

(4)
式中λ為防止過擬合的正則化參數,其解為:

(5)


(6)
則分類器的權重向量w變為:

(7)
這樣最終要求解的參數就由w變為α,這里α={α1,α2,…αj,…}T,不同樣本之間乘積的核函數如下:
(8)
最終的回歸函數為:
(9)
式(9)的解為:

(10)
式中kxx是核函數矩陣K第一行元素組成的向量。根據式(2)構建的核函數矩陣為:

(11)
因此基于初始目標模型z當前幀的所有樣本xi的響應為:

(12)
由式(12)可計算出新一幀中特征點的坐標如下:

(13)


(14)

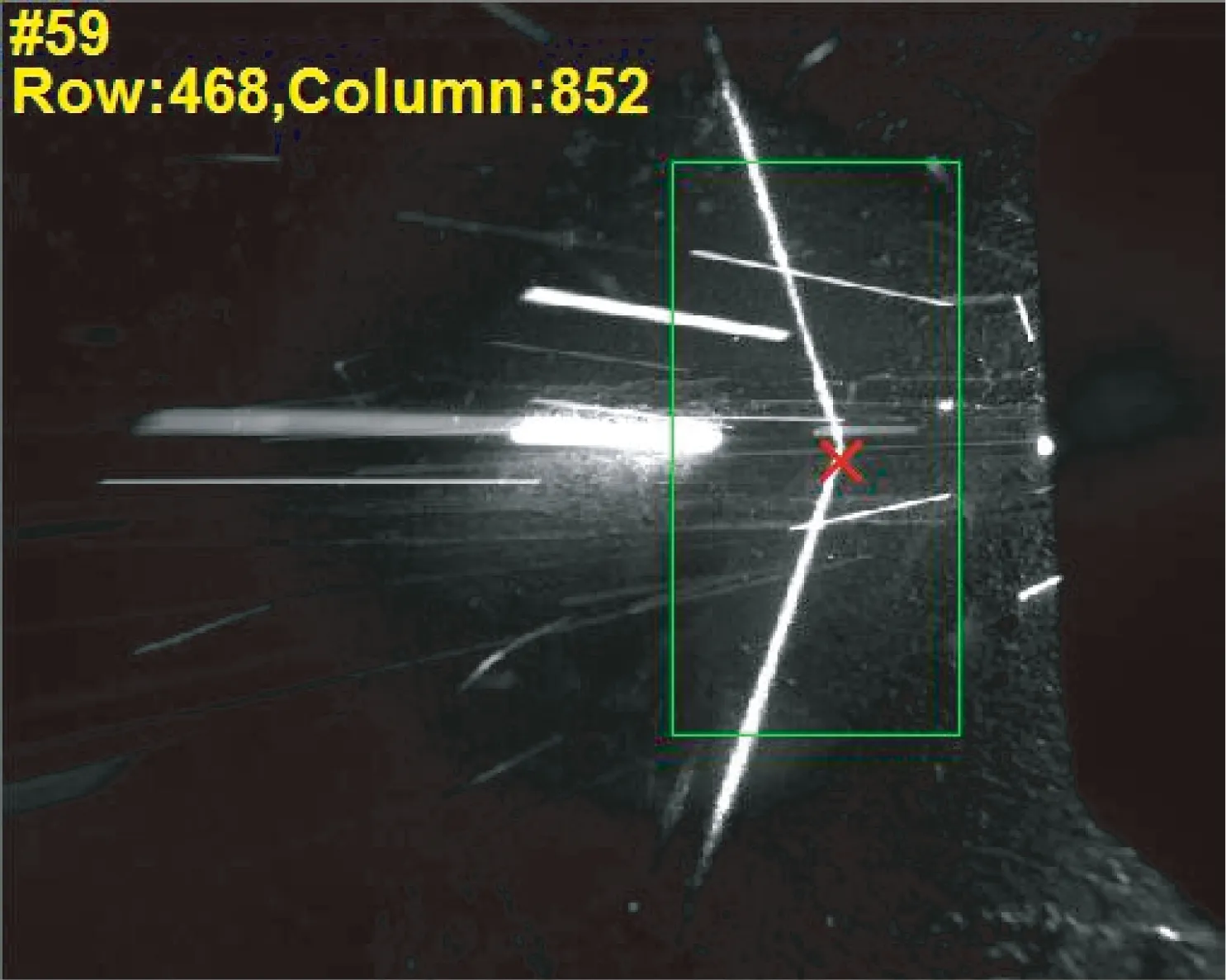
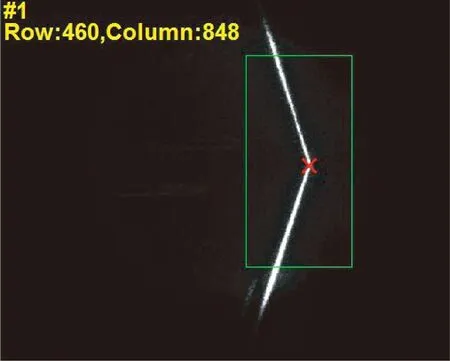
圖8 跟蹤過程圖
4 焊縫跟蹤控制方法
如圖9所示,abcde為焊縫的實際位置曲線,由于機械系統與視覺檢測系統相比存在滯后性,焊槍沿著曲線ab′cd′f運動,在焊縫跟蹤過程中表現為焊槍末端出現周期性抖振現象。本文采用自適應模糊控制算法來解決此問題。
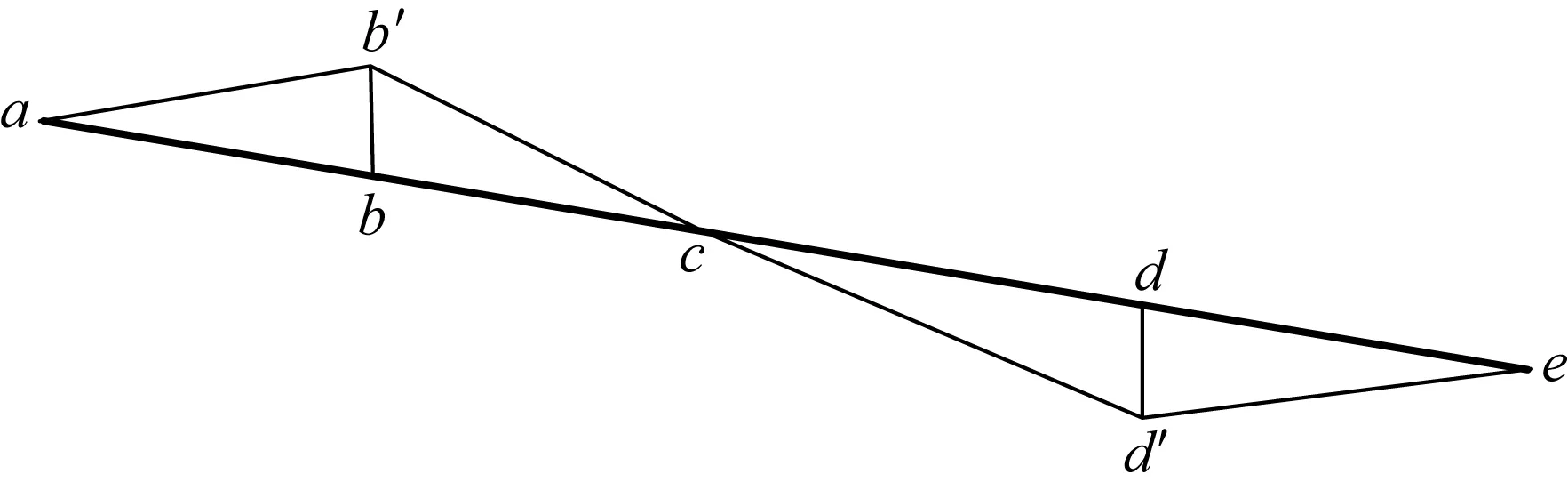
圖9 焊縫與焊接軌跡
4.1 模糊控制
常見的二維模糊控制器[18]原理如圖10所示,模糊控制器由模糊化、模糊規則庫、模糊推理機和解模糊化組成。s為系統的期望值,y為系統的實際輸出值,系統偏差e=s-y,偏差變化率ec=de/dt。首先通過模糊化將e和ec的精確值變為模糊語言變量E和EC,經過模糊推理之后輸出模糊量U。解模糊化利用最大值法將U轉換為精確輸出量u,對被控對象進行控制。
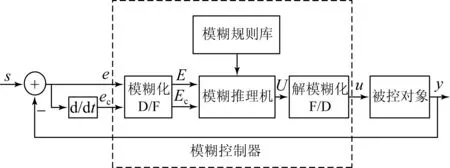
圖10 二維模糊控制器原理圖
本文中覆蓋e的模糊論域為E={-2,-1,0-,0+,+1,+2},對應的模糊子集為{NB,NS,NO,PO,PS,PB},覆蓋ec的模糊論域為EC={-3,-2,-1,0,+1,+2,+3},對應的模糊子集為{NB,NM,NS,O,PS,PM,PB},覆蓋u的模糊論域為U={-2,-1,0,+1,+2},對應的模糊子集為{NB,NS,O,PS,PB}。






對于偏差變化率EC和輸出論域U可得到類似的初始隸屬函數。本文設計的初始模糊規則如表1所示。

表1 模糊規則
表1中每條模糊規則都可以給出一個模糊蘊含關系Ri(i=1,2,…,42),由此可知總的模糊蘊含關系為:

(15)
由模糊規則表中的模糊蘊含關系構成的模糊推理規則為:
U=(E×EC)°R=((E∧EC)°R1)∨
((E∧EC)°R2)∨…∨((E∧EC)°R42).
(16)
對于輸入的E和EC,圖11(a)為推理前的隸屬函數,圖11(b)為經過推理后的模糊輸出。

(a)原始隸屬函數
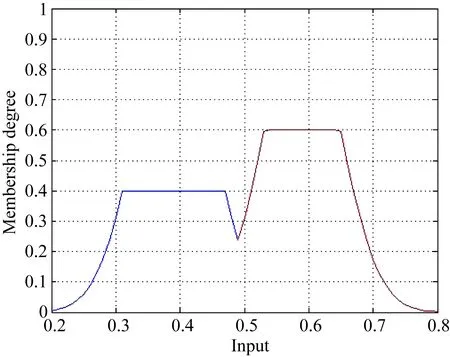
(b)模糊輸出
4.2 自適應模糊控制
由于模糊控制器魯棒性差,因此在控制過程中加入自適應模塊,采用多輸入單輸出的模糊控制器,輸入初始論域為Xi=[-xi,xi],i=1,2,…n,輸出的初始論域為Y=[-u,u]。當輸入xi(i=1,2,…,n)和輸出u發生變化時,輸入和輸出論域也隨之發生變化,即變論域模糊控制。引入量化因子ki(i=1,2,…,n)和比例因子ku對Xi和Y進行實時調整,即:

(17)
式中:ki的作用是將模糊控制輸入的實際論域范圍[-xi,xi]量化到對應的模糊集論域范圍[-ni,ni],ku的作用是將模糊控制器的輸出論域[-l,l]轉換成被控對象實際所能接受的控制范圍[-yu,yu],因此ki和ku的值都會影響論域的范圍,變論域如圖12所示。

圖12 輸入變論域

(18)
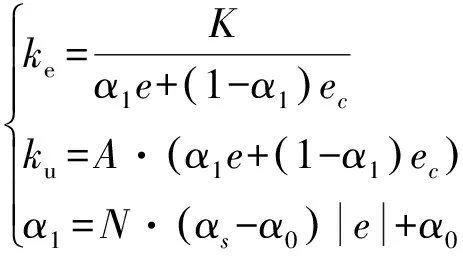
(19)
式中:K=0.800 4,A=0.499 8,0<α1<1為偏差權重系數,N=3,αs=0.8,α0=0.5。
實時更新模糊規則,即:

U=-βiE+(1-βi)EC,βi∈0,1()
(20)
輸入偏差E的隸屬函數的實時更新規則為:

……
同理,對于偏差變化率EC和輸出論域U的隸屬函數也進行實時更新。
由圖9可知,偏差量呈現周期性變化,且一個周期內偏差的平均值接近實際偏差量,因此可以取前n個周期,求出其平均偏差值e0作為基準偏差,即:

(21)
式中m為前n個周期中偏差點的總個數。對n個周期之后的偏差值進行慣性均值濾波處理,即:

(22)
5 實 驗
焊機采用山東奧太的Pulse MIG-350RP,最大焊接電流為350 A,焊接工件為V型角焊縫,焊接速度為5 mm/s,焊絲直徑為1.0 mm。工業計算機為研華IPC-510,Intel i7-3770四核處理器,主頻為3.4 GHz。首先采用H.Y.Shen[7]等使用的PID控制算法進行焊縫跟蹤實驗,控制算法如式(23)所示,實驗結果如圖13所示。

(23)
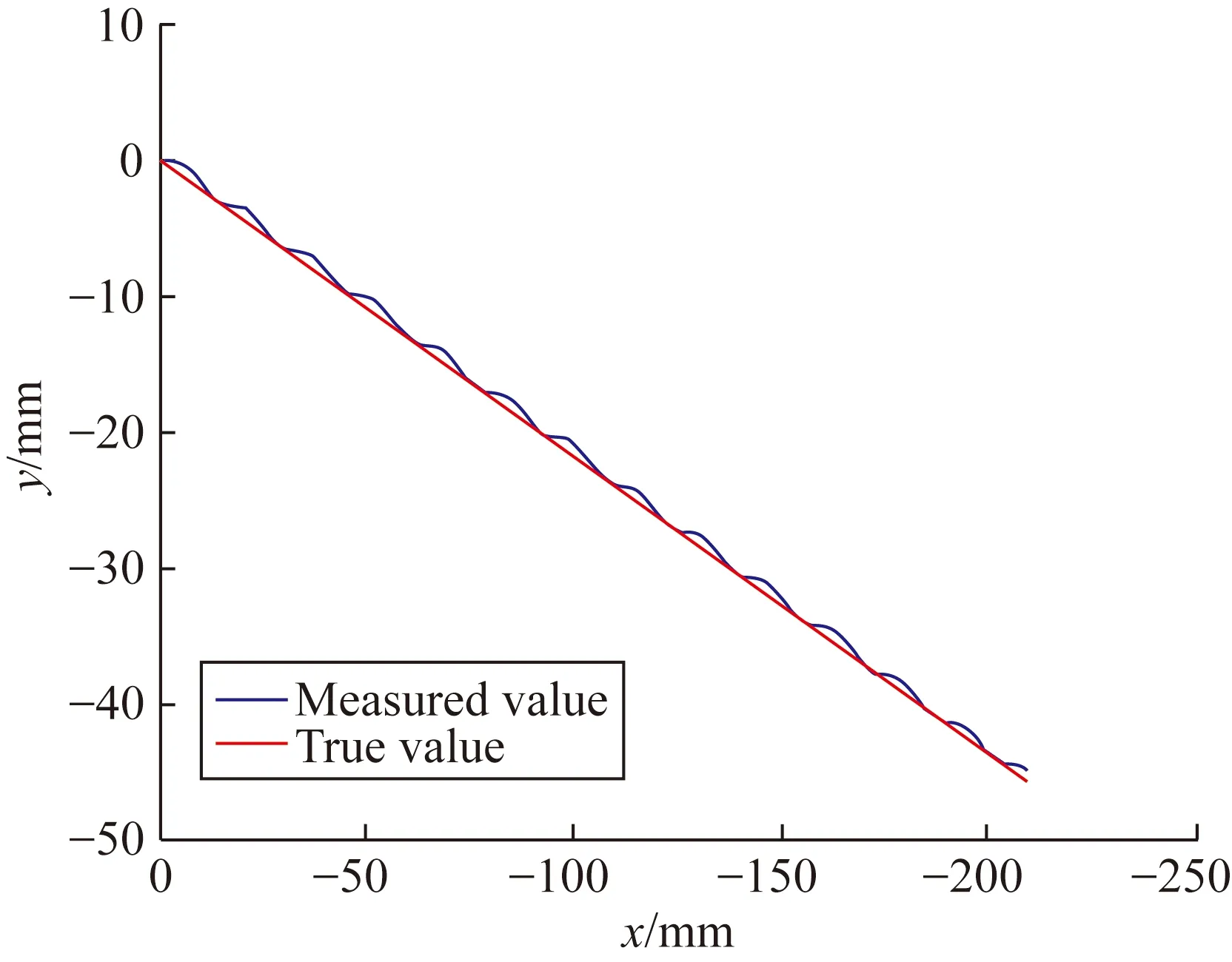
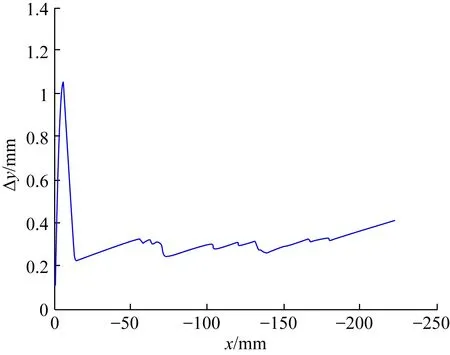
(a)坐標值對比
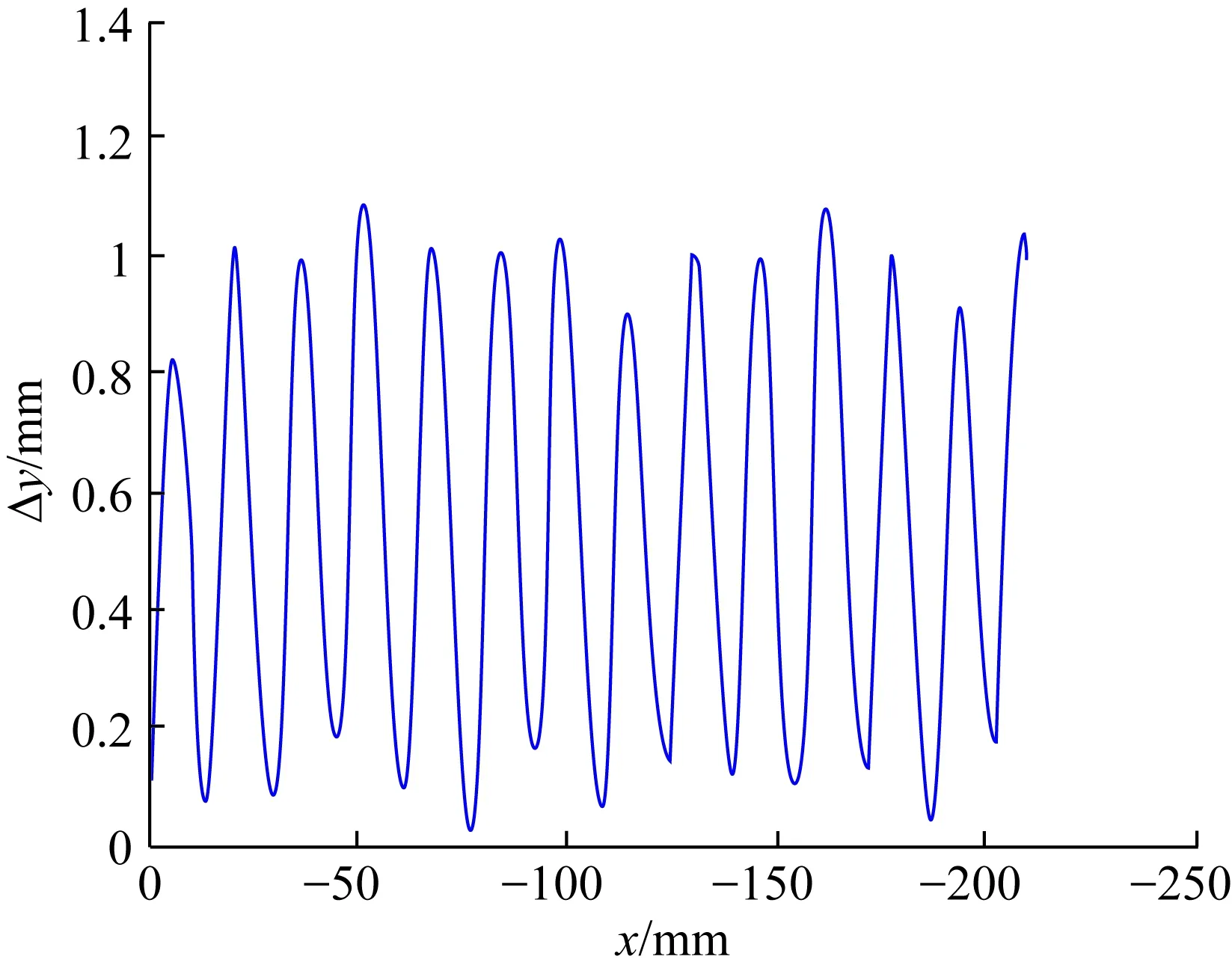
(b)誤差曲線
圖13(a)是在y軸方向焊槍末端的實際運動路徑和工件焊縫特征點軌跡的對比,圖13(b)是在y軸方向焊槍末端的實際運動路徑和工件焊縫特征點軌跡的偏差值。經計算發現,偏差平均值Δy=0.537 6 mm,偏差方差var_y=0.099 8 mm2。同理可得z軸方向的偏差平均值Δz=0.994 8 mm,偏差方差var_z=0.044 9 mm2。由圖13可知,跟蹤過程中焊槍末端出現周期性的抖動。
本文提出的自適應模糊控制算法得到的實驗結果如圖14所示。

(a)坐標值對比
(b)誤差曲線
圖14(a)為y軸方向焊槍末端的實際運動軌跡和工件焊縫特征點軌跡的對比,圖14(b)為y軸方向焊槍的實際運動軌跡和工件焊縫特征點軌跡的偏差值。經計算發現,偏差平均值Δy=0.325 3 mm,偏差方差var_y=0.013 4 mm2。同理可得z軸方向的偏差平均值Δz=0.015 7 mm,偏差方差var_z=2.255 8×10-5mm2。
自適應模糊控制算法極大地改善了焊縫的跟蹤效果,使y軸方向精度提高了39.49%,z軸方向精度提高了98.42%,解決了焊槍末端在焊縫跟蹤過程中的抖振問題,能滿足實際焊接要求,焊接后的工件如圖15所示。

圖15 采用自適應模糊控制得到的焊接結果
5 結 論
本文提出了由線激光傳感器、三軸直角坐標機器人和工業計算機組成的焊縫跟蹤系統,利用KCF算法,在存在強烈的弧光和飛濺的實時焊縫跟蹤過程中,能夠準確檢測到每一幀圖像中焊縫特征點的位置,每幀圖像的處理時間小于50 ms,滿足一般焊接的實時性要求。然后建立了模糊規則和隸屬函數,在焊接電流為350 A的焊接實驗中通過實時地調節輸入輸出論域、模糊規則以及隸屬函數,使焊槍末端平穩的運行,焊縫軌跡跟蹤準確,增強了系統的抗干擾能力。最后對自適應模糊控制算法進行了實驗研究。實驗結果表明,采用自適應模糊控制算法后,y軸方向的誤差精度提高了39.49%,z軸方向的誤差精度提高了98.42%,總體平均誤差小于0.325 3 mm,跟蹤頻率達到20 Hz。
[1] 邾繼貴,郭磊,劉常杰,等. 基于機器人的柔性電子檢具測量系統[J]. 光學 精密工程,2011,19(8):1787-1793. ZHU J G, GUO L, LIU CH J,etal.. Measurement system of flexible electronic checking fixture on robut [J].Opt.PrecisionEng., 2011,19(8):1787-1793. (in Chinese)
[2] FENNANDER H, KYRKI V, FELLMAN A,etal..Visual measurement and tracking in laser hybrid welding [J].Mach.Vis.Appl.,2009,20:103-118.
[3] LEE S K, NA S J. A study on automatic seam tracking in pulsed laser edge welding by using a vision sensor without an auxiliary light source [J].Manuf.Syst., 2002, 21:302-315.
[4] FANG Z J, XU D, TAN M. A vision-based self-tuning fuzzy controller for fillet weld seam tracking [J].IEEE/ASMETransactionsonMechatronics, 2011,16(3):540-550.
[5] XU D, WANG L K, TU Z G,etal.. Hybrid visual servoing control for robotic arc welding based on structured lignt vision [J].ActaAutomaticaSinica, 2005,31:596-605.
[6] KIM Y T,ZEUNGNAM B.Robust self-learning fuzzy controller design for a class of nonlinear MIMO systems [J].FuzzySetsandSystems,2000,111(2):117-135.
[7] SHEN H Y, LIN T, CHEN S B,etal..Real-time seam tracking technology of welding robot with visual sensing[J].JournalofIntelligent&RoboticSystems,2010,59:283-298.
[8] MTI instrument.MeltraxforMTIPro2D[EB/OL].http://www.mtiinstruments.com/.
[9] LEUZE ELECTRONIC.LineProfileSensor[EB/OL].http://www.leuze.com/.
[10] 許燕玲. 基于視覺及電弧傳感技術的機器人GTAW三維焊縫實時跟蹤控制技術研究[D].上海:上海交通大學,2013. XU Y L.ResearchonReal-TimeTrackingandControlTechnologyofThree-DimensionWeldingSeamDuringWeldingRobotGTAWProcessBasedonVisionSensorandArcSensor[D].Shanghai:Shanghai Jiao Tong University,2013.(in Chinese)
[11] 顏厚銀. 窄間隙TIG焊焊縫跟蹤系統設計及研究[D].上海:上海交通大學,2013. YAN H Y.StudyonSeamTrackingSystemofNO-TIGWelding[D].Shanghai:Shanghai Jiao Tong University,2013.(in Chinese)
[12] YAO L, HUANG P Z. Learning of hybrid fuzzy controller for the optical data storage device [J].IEEE/ASMETrans.Mechatronics, 2008,13(1):3-13.
[13] 張雷, 王延杰, 孫宏海,等. 采用核相關濾波器的自適應尺度目標跟蹤[J]. 光學 精密工程, 2016, 24(2): 448-459. ZHANG L, WANG Y J, SUN H H,etal.. Adaptive scale object tracking with kernelized correlation filters [J].Opt.PrecisionEng., 2016, 24(2): 448-459.(in Chinese)
[14] 鄒焱飚,龔國基. 面向焊縫跟蹤的線激光檢測技術研究[J]. 應用激光,2015(4):500-507. ZOU Y B,GONG G J. Research on line laser detecting technology for seam tracking [J].Appliedlaser,2015(4):500-507.(in Chinese)
[15] HENRIQUES J F, CASEIRO R, MARTINS P,etal..High-speed tracking with kernelized correlation filters [J].IEEETransactiononPatternAnalysisandMachineIntelligence, 2015,37(3):583-596.
[16] 李靜宇, 劉艷瀅, 田睿, 等. 視頻監控系統中的概率模型單目標跟蹤框架[J]. 光學 精密工程, 2015, 23(7): 2093-2099. LI J Y, LIU Y Y, TIAN R,etal.. Probabilistic model single target tracking framework for video surveillance system [J].Opt.PrecisionEng., 2015, 23(7): 2093-2099.(in Chinese)
[17] HENRIQUES J F, CASEIRO R, MARTINS P,etal.. Exploiting the circulant structure of tracking-by-detection with kernels [C].EuropeanConferenceonComputerVision, 2012:702-715.
[18] 黃衛華. 模糊控制系統及應用[M]. 北京:電子工業出版社, 2012. HUANG W H.FuzzyControlSystemandItsApplication[M].Beijing: Publishing House of Electronics Industry,2012. (in Chinese)
[19] 劉金琨. 機器人控制系統的設計與MATLAB仿真[M]. 北京:清華大學出版社, 2008. LIU J K.DesignandMATLABSimulationofRobotControlSystem[M]. Beijing:Tsinghua University Press,2008.(in Chinese)
[20] LI H X,MIAO Z H,LEE E S.Variable universe stable adaptive fuzzy control of a nonlinear system [J].ComputersandMathematicswithApplications,2002,44: 799-815.

鄒焱飚(1971-),男,福建古田人,博士,副教授,碩士生導師,1991年于中國石油大學獲得學士學位,2005年于華南理工大學獲得博士學位,主要從事機器人理論及工程應用方面的研究。E-mail:ybzou@scut.edu.cn

王研博(1991-),男,山東濰坊人,碩士研究生,2014年于江南大學獲得學士學位,主要研究方向為機器視覺和焊縫跟蹤。E-mail: mewyb@mail.scut.edu.cn
(版權所有 未經許可 不得轉載)
Line laser visual servo control system for seam tracking
ZOU Yan-biao*, WANG Yan-bo, ZHOU Wei-lin
(Institute of Mechanical and Automotive Engineering,SouthChinaUniversityofTechnology,Guangzhou510640,China)
A real-time seam tracking system consisting of a three-axis cartesian robot, a line laser sensor, and an industrial computer was designed and its measuring principle, feature point measuring method and adaptive fuzzy control were researched. The Guassian Kernelized Correlation Filter(KCF) was adopted to detect the weld feature points in real time in welding process and 3D coordinate values of industrial camera were obtained by 2D pixel coordinate values based on measuring principle. A adaptive fuzzy controller was designed. On the basis of the adaptive fuzzy controller, the deviation values and deviation rate of the coordinate system were calculated to obtain the control values of movement trajectory for torch end. Meanwhile, the inputs and outputs on the domain and fuzzy membership functions of fuzzy controller were updated in real time. The experiments on seam tracking were performed. The experimental results show that the system realizes accurate seam tracking in real-time under the conditions of strong arc light and splash when the largest welding current is 350 A in Metal-Inert Gas Welding (MIG). The tracking error is less than 0.325 3 mm and the metrical frequency of sensor is up to 20 Hz. In welding processing, the end of the torch runs smooth the weld trajectory can be tracked accurately and the system shows strong anti-interference ability, so it meets the requirements of welding applications.
line laser sensor; seam tracking; adaptive fuzzy control; weld feature point; Guassian kernelized correlation filter
2016-06-02;
2016-08-01.
國家科技重大專項基金資助項目(No.2015ZX04005006-03)
1004-924X(2016)11-2689-10
TN249;TP273.2
A
10.3788/OPE.20162411.2689
*Correspondingauthor,E-mail:ybzou@scut.edu.cn
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
制造技術與機床(2018年12期)2018-12-23 02:40:58
家庭影院技術(2017年9期)2017-09-26 03:41:45