窄間隙包容式套鍛工藝研究
2016-12-14 02:04:50江叔通譚明皓
新技術新工藝 2016年11期
楊 紅,江叔通,譚明皓
(南昌齒輪鍛造廠,江西 南昌 330044)
?
窄間隙包容式套鍛工藝研究
楊 紅,江叔通,譚明皓
(南昌齒輪鍛造廠,江西 南昌 330044)
對窄間隙包容式套鍛工藝進行了研究,并對該工藝方案的套鍛件鍛造工藝、模具設計進行了論述,同時介紹了工藝流程和套件分離方案。采用窄間隙包容式套鍛工藝,拓寬了套鍛工藝的應用,避免了熱剪切時大小鍛件分離時可能出現的變形,也重組了工藝流程并減少了工序。
窄間隙;包容式;套鍛工藝;熱剪切
在一定工藝條件下,有效利用大鍛件沖孔連皮的位置和材料進行(開式或閉式)模鍛,獲得2種或2種以上不同形狀和尺寸模鍛件的鍛造加工方法稱為套鍛。套鍛通常用于回轉體鍛件(如齒圈、環及類似形狀鍛件)的制造。套鍛工藝主要有2種:分步套鍛和同時套鍛。
分步套鍛是先進行大鍛件模鍛,之后利用從大鍛件上分離的連皮(視情況,連皮體積可能較非套鍛方法有所增大)鍛成小鍛件[1-5]。分步套鍛的主要優點是將原先需廢棄的連皮部分材料加以利用,提高了材料利用率。該套鍛工藝在軸承圈鍛造中應用廣泛;但在小鍛件鍛造時,仍需投入設備、模具以及操作人員等。
同時套鍛(以下簡稱套鍛)是在鍛件圖設計和熱鍛件圖設計階段,將小鍛件放置在大鍛件的連皮位置,構成一個組合模鍛件(組合后從投影面積上看,大鍛件包容小鍛件,不增大鍛件投影面積),在下料、加熱和模鍛環節,同步進行生產。換言之,就是將2個或2個以上同種材質的鍛件組合在一起,在同一模具中模鍛。模鍛成形之后,通過一定方式(現有方法中主要是熱態剪切)將組合在一起的鍛件(或零件)分離。這種套鍛在提高材料利用率的同時,提高了設備、模具以及人員的利用率,也提高了生產效率。由于連皮位置放置了厚度較連皮大的鍛件,因而其變形剛性區應力球張量稍小,且降溫速度稍慢,故有降低變形力的作用(可望提高模具壽命)。
現有套鍛工藝文獻[6-9]中,主要是從鍛件填充性、避免折疊,提高模具壽命和利于鍛件分離等方面考慮,一般要求構成組合鍛件的大件內徑與小件外徑之差大于2倍的飛邊橋部的寬度(即為寬間隙全包容式套鍛),這限制了套鍛工藝的應用。另外,寬間隙全包容式套鍛工藝套鍛件的后續分離方法一般采用熱態剪切,可能會引起鍛件出現較大變形,故分離后,一般需增加校正工序(含需增加校正設備、模具及操作人員等),還需二次切邊,增加了切邊模具和操作人員。
為了拓寬套鍛工藝的應用范疇,同時減少大小鍛件分離時增加的校正和切邊等工序,本文對窄間隙包容式套鍛工藝進行研究。窄間隙包容式套鍛定義為,對大小件進行套鍛工藝設計時,套鍛件的大件內徑大于小件外徑,但兩者的間距小于飛邊橋部的寬度。本文以實例來闡述窄間隙包容式套鍛工藝的鍛造工藝設計、工藝流程和大小件分離設計等。
1 工藝分析
某變速器的二檔齒輪(見圖1)材料為20CrMoH,等溫正火硬度為160~190 HBW。某變速器的結合齒圈(見圖2)材料為20CrMoH,等溫正火硬度為147~190 HBW。
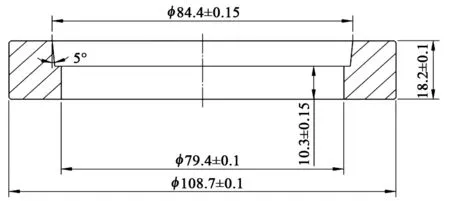
圖1 某變速器的二檔齒輪零件圖

圖2 某變速器的結合齒圈零件圖
大小件采取套鍛工藝設計時,大件可使用開式或閉式鍛造,因小件需與大件相連,只能采取開式模鍛結構方式,故大小件無論采取何種分離方式,小件外徑和大件內孔之間必須有間隙,否則無法分離。結合齒圈單獨鍛造時,一般使用螺旋壓力機鍛造,查手冊[10-12]可得,小件設計時,橋部寬度為10 mm。小件外徑為(72.5±0.1) mm,大件內徑為(79.4±0.1) mm,具有6.9 mm間隙,可以使用窄間隙包容式套鍛工藝進行設計。
2 套鍛工藝和模具設計

圖3 套鍛件的鍛件圖
根據熱鍛件圖設計的模具結構圖如圖4所示。其中,上模、下模、下模鑲塊和頂桿的材料選擇H13,硬度可選擇為44~50 HRC;其余的材料選擇5CrNiMo,硬度可選擇為40~46 HRC。上模與上模套配合為間隙配合,間隙為0.2~0.3 mm。下模鑲塊與下模配合方式為過盈配合,過盈量為0~0.035 mm。為了防止鍛件錯移過大,上、下模套設計了一定的導向長度,并要求在上模與鐓粗坯料接觸前,上、下模套已經具有了導向行程,否則會產生較大縱向毛刺,另外為防止所有的打擊力由下模和下模鑲塊承受,上、下模套需設計承擊面。
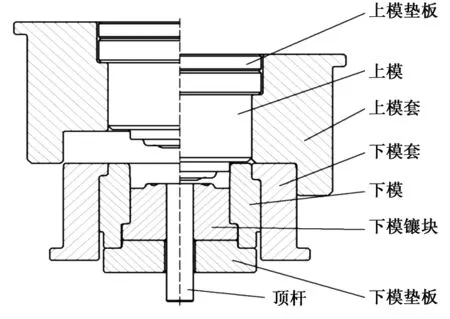
圖4 模具結構圖
3 工藝流程設計
寬間隙套鍛工藝流程:下料→中頻加熱→制坯→預鍛(若有)→終鍛→切邊、沖孔→熱校正→切邊、沖孔→熱處理→拋丸→大小件毛坯各自正面粗車→大小件毛坯各自反面粗車。
窄間隙套鍛工藝流程:下料→中頻加熱→制坯→預鍛(若有)→終鍛→切邊、沖孔→熱處理→拋丸→套鍛件正面粗車→套鍛件反面粗車、分離→修車小件外徑。
相對于寬間隙的來說,窄間隙套鍛工藝在鍛造工藝流程上,減少了熱校正和切邊沖孔工序。因寬間隙的套鍛件通過熱剪切分離,故后續切削加工時是2個零件單獨加工,正、反車削共計需要4道工序。窄間隙的套鍛件是在切削加工時分離,分離之前可認定為單個零件,正、反車削和修車小件外徑,共計為3道工序,其中分離為反面車削工序的一個工步。采用窄間隙工藝比寬間隙式藝減少了1道工序。
4 套鍛件分離設計
由于大小件都是回轉體零件,從經濟性角度考慮,滾齒(銑齒)前的切削加工都是選擇車削[13-15],令大小件的間距有6.9 mm(單邊3.45 mm),故可利用端面切槽刀將窄間隙的套鍛件進行分離。首先將套鍛毛坯通過正、反車削加工到圖5所示要求,大小件之間有余量還未去除,另外為防止大件內孔接刀,分離之前的大件內孔尺寸車至(78.8±0.1) mm,留0.6 mm余量進行分離時切削;反面粗車外徑、端面等工步完成后,利用端面切槽刀(刀片寬度為3 mm)將大小件之間的余量去除,同時將大件內孔車削至尺寸(79.4±0.1) mm,余量留給小件外徑處;分離之際,由于大件被車床的卡爪夾緊,小件則脫離大件,需要約束小件不被甩出,故需制作一個心軸工裝,心軸固定在卡盤上,心軸外徑尺寸為(41.6±0.1) mm;分離后,小件脫離大件,受切削力的作用,沿著軸向向卡盤移動,小件套在心軸上并與心軸一起轉動,分離之后加工完畢,取下大件,同時從心軸上取下小件。

圖5 套鍛毛坯正反車削尺寸
5 結語
窄間隙包容式套鍛除繼承了一般套鍛方法所具備的節省材料、降低變形力和提高生產效率(節省設備、模具和操作人員等)等優越性之外,還具有如下優點。
1)通過合理組合及選擇合適的分離方法,使傳統方法認為不能進行套鍛的鍛件可用套鍛方法鍛造,拓寬了套鍛應用范圍。
2)避免了熱剪切時大小鍛件分離時可能出現的變形。
3)熱態剪切分離的鍛件表面粗糙,且每個待加工的表面應保留一定加工余量,采取非熱剪切分離方式,雖會增加分離工步,但分離面光潔,可不留或少留加工余量,可直接做精加工定位基準。
4)重組了工藝流程,減少了工序。
[1] 劉庚武. 在摩擦壓力機上套鍛工藝的研究[J]. 鍛壓技術,2007(4):139-140.
[2] 崔杰. 崔杰套鍛法在生產中的應用[J].新技術新工藝,2010(4):85-86.
[3] 李文忠,王冠兵.圓錐滾子軸承套圈雙擴套鍛工藝:中國,101417379A[P].2009-04-29.
[4] 程學正,李文忠.一種中小型英制圓錐軸承套塔復合鍛造內外同套工藝:中國,101758368A[P].2010-6-30.
[5] 史愛民,徐軍,戈必玉,等.一種軸承套圈毛坯三聯套件鍛造成型生產線:中國,201997666U[P].2011-10-05.
[6] 陳文琳. 齒輪坯套鍛新工藝[J]. 鍛壓機械,2001(4):24-25.
[7] 李利軍. 復合模鍛工藝的應用[J]. 機械工人,2003(5):86.
[8] 鞠麗,李仕磊,張維強. 套鍛閉式鍛造工藝分析及后續分離工序的數值模擬[J]. 熱加工工藝,2010(9):99-101.
[9] 曹衍學,王波.齒輪套鍛坯雙工位切邊沖孔組合模具:中國,202224522U[P].2012-05-23.
[10] 閆洪. 鍛造工藝與模具設計[M]. 北京:機械工業出版社,2012.
[11] 姚澤坤. 鍛造工藝學與模具設計[M]. 西安:西北工業大學出版社,2007.
[12] 許發樾. 實用模具設計與制造手冊[M]. 北京:機械工業出版社,2005.
[13] 樂兌謙. 金屬切削刀具[M]. 北京:機械工業出版社,2001.
[14] 王先逵. 機械制造工藝學[M]. 北京:機械工業出版社,1995.
[15] 李振杰. 機械制造技術[M]. 北京:人民郵電出版社,2009.
責任編輯 鄭練
Research for the Narrow Clearance Contain Overlap Forging
YANG Hong, JIANG Shutong, TAN Minghao
(Nanchang Gear Forging Factory, Nanchang 330044, China)
Research the narrow clearance containing overlap forging and narrating the forging process and die design by using the process. The narrow clearance containing overlap forging process expands the application of overlap forging process, so it avoids the hot shear forging deformation when separation, restructures the process and reduces the working procedure.
narrow clearance, contain, overlap forging, hot shear

TG 316
A
楊紅(1970-),女,工程師,碩士,主要從事鍛造工藝和機械加工等方面的研究。
2016-07-15
猜你喜歡
中學生數理化·自主招生(2024年6期)2024-06-24 11:15:29
中學生數理化(高中版.高考理化)(2022年4期)2022-05-25 13:05:50
中學生數理化·高一版(2020年2期)2020-04-21 07:42:50
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
求學·理科版(2016年1期)2016-02-29 15:34:46
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
中國工程咨詢(2014年12期)2014-02-16 06:18:34
