基于溫差法的連桿襯套裝配工藝研究與實踐*
2016-12-14 02:30:36王連宏張雪冬尹艷亮盧廣和劉瑛杰
新技術新工藝 2016年11期
王連宏,張雪冬,尹艷亮,張 芳,吳 鑫,盧廣和,劉瑛杰
(北方通用動力集團有限公司,山西 大同 037036 )
?
基于溫差法的連桿襯套裝配工藝研究與實踐*
王連宏,張雪冬,尹艷亮,張 芳,吳 鑫,盧廣和,劉瑛杰
(北方通用動力集團有限公司,山西 大同 037036 )
針對發動機連桿襯套壓裝工藝故障,開展了襯套“溫差法”壓裝工藝技術研究。在工藝試驗驗證基礎上,優化了襯套冷凍溫度、冷凍時間及連桿小頭加熱溫度、加熱時間等工藝參數,解決了襯套壓裝變形問題,使襯套固持力得到了精確控制,并形成了精密壓裝工藝規范,用于指導生產。
連桿襯套;冷凍時間;加熱時間;固持力
發動機的裝配質量在很大程度上決定了發動機的最終質量,裝配工藝過程在機械制造中占有重要地位[1]。在發動機軸孔結構類(如連桿襯套、氣門座圈、氣門導管和噴油泵傳動襯套等)裝配中,一般采用過盈配合,在常溫下壓裝。在壓裝過程中,應對壓裝力、壓裝速度和位置進行控制,以保證壓裝件能夠準確到位,并達到要求的固持力。由于發動機是在高溫、高壓環境下工作,如果零件在壓裝過程中出現變形,則不能滿足固持力要求,有可能出現松動或脫落現象,造成發動機無法正常工作;因此,發動機過盈量的設計十分重要,而目前過盈量的確定一般是憑借經驗[2]。
發動機軸孔結構類壓裝一般采用壓力機壓裝和溫差法壓裝等2種方法。采用壓力機壓裝,其質量一般是通過壓裝力-位移曲線進行評定[3],壓裝力與壓裝速度影響位置、精度及固持力;而采用溫差法壓裝,則可以實現無壓力裝配,通過選用合理的工藝參數,不僅不會出現壓裝變形,而且能夠使固持力得到嚴格控制。本文以發動機連桿襯套裝配為例,對工藝參數進行了計算,并通過應用溫差法及驗證,實現了無壓力裝配,滿足了連桿襯套可靠性要求。
1 實例分析

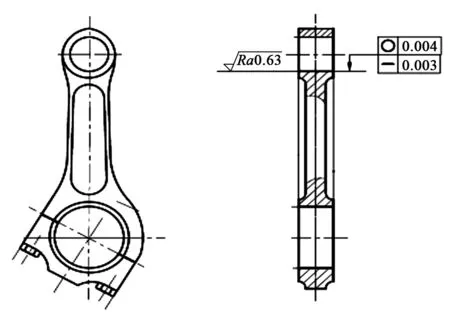
圖1 連桿小頭設計示意圖
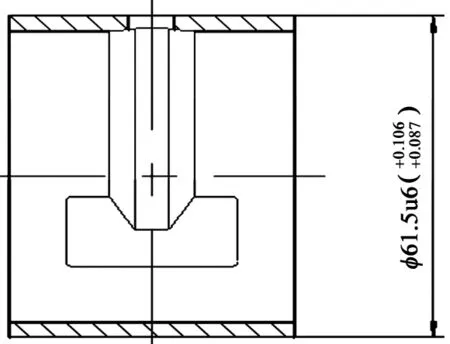
圖2 襯套設計示意圖
2 工藝參數的計算
利用連桿襯套線膨脹系數較大的特點進行工藝參數的計算,具體如下。
1)冷裝需要的間隙=孔徑×0.08%=61.5×0.08%≈ 0.05 (mm)。
2)冷縮量(收縮量)=最大過盈量+冷裝需要的間隙=0.106+0.05=0.156 (mm)。
3)冷凍溫度=室溫-冷縮量/(線膨脹系數×孔徑)=(5~30)-0.156/(15×10-6×61.5)=-139.1~164.1 (℃)。
4)冷凍時間=綜合系數×壁厚+(6~8)=0.9×2.75+(6~8)=8.475~10.475 (min)。
5)連桿小頭膨脹量=線膨脹系數×孔徑(加熱溫度-環境溫度)=13×10-6×61.5[80-(5~30)]=0.039 975~0.059 962 (mm)。
3 壓裝夾具的研制
設計要求襯套壓裝時必須保證連桿小頭油孔和襯套的油孔對正,同時保證襯套壓裝后不得凸出連桿小頭端面;為此,為了保證壓裝質量和提高效率,研制了可調整的通用性夾具和專用芯棒(見圖3)[4]。

圖3 研制的夾具示意圖
4 工藝驗證
根據計算的冷凍溫度,選擇液氮作為冷凍劑,該冷凍劑性質穩定、無毒且為不燃氣體,適用于生產現場使用。具體裝配過程如下:1)襯套裝入液氮中(見圖4),按照優化后的冷卻時間進行冷卻;2)將連桿小頭放入水中加熱(見圖5);3)佩戴手套將襯套裝入芯棒(見圖6);4)通過芯棒和夾具將襯套無壓裝入連桿小頭,確保油孔位置對正,襯套不允許凸出連桿端面(見圖7)。

圖4 連桿襯套液氮示意圖

圖5 連桿小頭加熱示意圖

圖6 襯套裝入芯棒示意圖
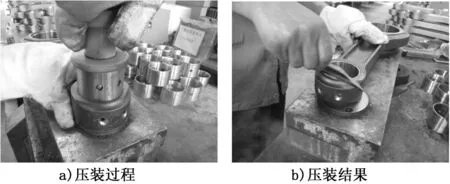
圖7 連桿襯套壓裝示意圖
采用18 kN軸向壓力檢測襯套是否松動,以驗證其裝配的可靠性。通過多輪次工藝試驗驗證,優先考慮在保證無壓力裝配基礎上極大地提高效率為原則,優化了工藝參數,形成了裝配工藝規范。
5 結語
通過以柴油機連桿襯套裝配為驗證對象,開展了軸孔溫差法精密壓裝工藝技術研究,實現了連桿襯套無壓力快速裝配,解決了采用壓力機壓裝導致的變形和固持力降低從而影響可靠性的質量問題。該工藝技術已應用到了多品種、多型號發動機襯套壓裝,工效提高了2~3倍,并保證了壓裝質量。
[1] 馮文慧.一種壓裝襯套的簡便方法[J].現代商貿工業,2014(7):188-189.
[2] 范校尉,樊文欣,馮垣潔.基于有限元的連桿襯套過盈分析求解[J].軸承,2010(11):3-7.
[3] 盧連生.影響制動盤壓裝曲線的因素及壓裝曲線對最終連接力的影響[J].鐵道機車車輛,2002(SI):83-87.
[4] 孫光華.工裝設計[M].北京:機械工業出版社,1998.
* 共性基礎科研項目(1006-03)
責任編輯 馬彤
Research and Practice of Connecting Rod Bushing Assembiy Process based on Temperature Difference Method
WANG Lianhong, ZHANG Xuedong, YIN Yanliang, ZHANG Fang, WU Xin, LU Guanghe, LIU Yingjie
(North General Power Group Co., Ltd., Datong 037036, China)
According to the fault of the engine connecting rod bushing, the research on the technology of ‘temperature difference method’ press fit technology is carried out. On the basis of process experiment verification, the parameters of the lining of freezing temperature, freezing time and connecting rod heating temperature and time are all optimized. Solve the problem of the deformation of the bushing pressing. Bush has been holded in the force control, and form the precision pressing process specification for the production of guidance.
connecting rod bushing, cooling time, heating time, the holding force
TH 161.7
A
王連宏(1964-),男,高級工程師,主要從事柴油機先進制造工藝技術等方面的研究。
2016-06-15
猜你喜歡
數學小靈通(1-2年級)(2020年9期)2020-10-27 03:24:18
山東冶金(2019年6期)2020-01-06 07:45:54
當代貴州(2019年41期)2019-12-13 09:28:56
民用飛機設計與研究(2019年2期)2019-08-05 01:33:40
世界農藥(2019年2期)2019-07-13 05:55:12
銅業工程(2015年4期)2015-12-29 02:48:39
中國共青團(2015年7期)2015-12-17 01:24:38
汽車與新動力(2015年1期)2015-02-27 12:11:01
石油化工應用(2014年8期)2014-03-11 17:40:03
汽車與新動力(2013年5期)2013-03-11 16:08:17
