細長軸車削加工尺寸的誤差補償
2016-12-13 03:49:09鄧志平蔣朝鴻尚廣云張正義
中國工程機械學報 2016年1期
鄧志平,蔣朝鴻,尚廣云,仲 良,張正義
(西華大學 機械工程學院,四川 成都 610039)
?
細長軸車削加工尺寸的誤差補償
鄧志平,蔣朝鴻,尚廣云,仲 良,張正義
(西華大學 機械工程學院,四川 成都 610039)
在細長軸車削加工中,通過建立線陣CCD(Charge-Coupled Device)測量系統和PID(Proportion-Integral-Derivative)誤差控制系統組成的在線實時檢測控制系統,應用線陣CCD測量系統對工件直徑進行在線實時檢測,并將測得的結果及時傳輸到PID誤差控制系統,經分析計算后將誤差大小反饋給數控系統,數控系統通過刀具的切削補償來控制整個切削過程.通過試驗對比分析,其結果與實際車削加工相符,證明了該系統能夠顯著提高加工精度,對細長軸實際車削加工具有指導意義.
細長軸; CCD; PID; 誤差補償;在線實時檢測
DENG Zhi-ping,JIANG Chao-hong,SHANG Guang-yun,ZHONG Liang,ZHANG Zheng-yi
(School of Mechanical Engineering,Xihua University,Chengdu 610039,China)
在機械加工中,通常將長度與直徑之比(長徑比)大于20的一類軸定義為細長軸.細長軸應用及其廣泛且需求量大,是制造業中不可缺少的重要零件.但在制造加工中,受自身和外界多因素的影響,很難保證其加工精度[1].
為提高細長軸的加工精度,國內外學者進行了大量參數補償方面的研究[2-4].這些研究一定程度上能夠提高它的加工精度,但多數研究都是基于數控內部參數修正方面的補償,不能隨著加工環境的改變而改變,因而會產生誤差.鑒于此,本文建立了基于線陣CCD測量系統和PID誤差控制系統的在線實時檢測控制系統對細長軸車削加工尺寸誤差進行補償.
1 建立線陣CCD測量系統
測量系統在整個數控車削加工過程中有著至關重要的作用,它直接影響著零件的加工精度.鑒于CCD傳感器具有分辨率高、靈敏度高、抗震性及抗沖擊性好等諸多優點[5],采用線陣CCD傳感器來作為測量系統的測量儀器.測量系統的其余部件主要有光源、計算機、數據線等,采用投影成像測量法對工件的直徑進行在線實時檢測,如圖1所示.
圖2為該測量系統的測量原理圖.當光源1發出的平行光經過準直鏡2、透鏡3和光闌4照射到待測工件上時,經透鏡3和光闌4成像在線陣CCD傳感器上,就能夠測出陰影像的寬度D,根據投影成像幾何關系可計算出工件的直徑d:
(1)
式中:L為成像透鏡像方焦點到CCD傳感器接收點的距離;f為成像透鏡的焦距.
陰影像的寬度等于陰影部分像元個數N(即輸出脈沖個數)與像元尺寸m(即像距)的乘積,則有:
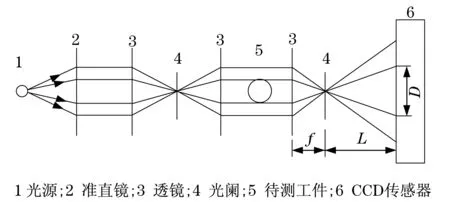
圖2 測量原理圖
(2)
由式(1)和(2)得:
(3)
2 建立PID誤差控制系統
PID誤差控制系統主要包括:PID誤差補償、數控車床加工工藝自調整模塊、數控加工模塊以及工件加工精度檢測模塊.該系統如圖3所示.

圖3 PID誤差控制系統
PID控制器對控制偏差e(t)分別進行比例、積分和微分運算,3個作用分量之和作為控制信號輸出給被控對象[6].其控制原理如圖4所示.
PID控制的線性組合數學模型為
(4)
式中:u(t)為輸出信號;KC為比例系數;TI為積分時間常數;TD為微分時間常數.
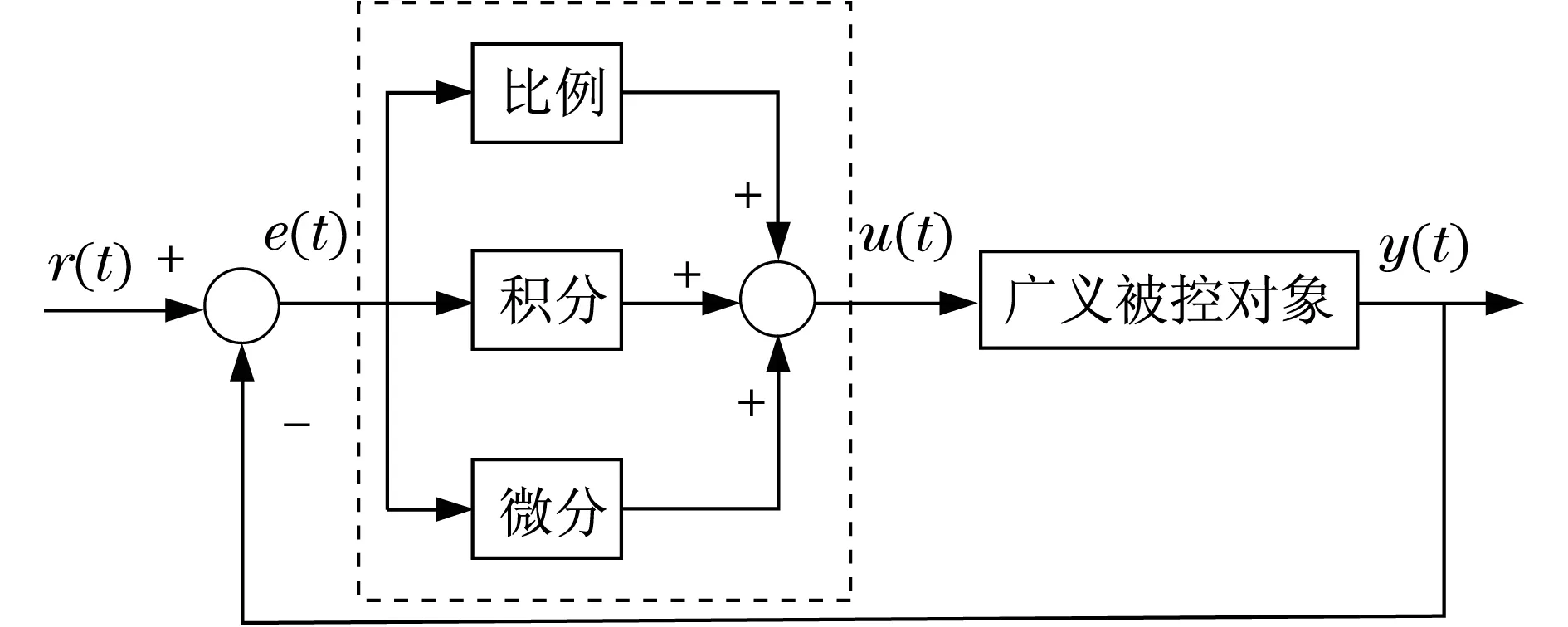
圖4 PID控制原理圖
圖中,r(t)是給定的初始輸入信號;y(t)是被控量;控制偏差e(t)=r(t)-y(t).
PID控制的傳遞函數模型為
(5)
式中:KI為積分時間常數,KI=KC/TI;KD為微分時間常數,KD=KCTD.
根據閉環控制原理來構建PID閉環控制誤差模型.信號通過前向通道和反饋通道構成閉合回路進行自動控制,根據控制對象實際輸出和預期之間的偏差,將輸出量變化作為比較量按定額或標準反饋給輸入端控制輸入量.該模型如圖5所示.
圖中k為加工序號;r(k)為待加工細長軸的直徑理論值;e(k)為基本誤差;u(k)為誤差補償值;b(k)為經過調整后的車削加工尺寸;c(k)為車削加工后的實際尺寸.

圖5 PID閉環控制誤差模型
由此可得到細長軸車削加工時精度誤差控制表達式:
(6)
e(k)=c(k)-r(k)
(7)
b(k+1)=r(k+1)-u(k)
(8)
3 建立細長軸車削加工在線實時檢測控制系統
該系統應用線陣CCD測量系統對車削加工過程中工件的直徑進行在線實時檢測,并且將得到的結果及時傳輸到PID誤差控制系統,經分析計算后將誤差大小反饋給數控系統,數控系統通過刀具的切削補償來控制整個切削過程.其原理如圖6所示.
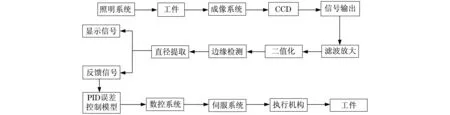
圖6 細長軸車削加工在線實時檢測控制系統原理圖
4 車削加工尺寸誤差補償試驗
通過兩組試驗對比來檢驗在線實時檢測控制系統在車削加工過程中的誤差補償效果.試驗器材主要包括:FANUC-Oi數控車床、發光器、CCD傳感器、細長軸若干、計算機等.本次試驗刀具選用硬質合金刀具,其基本參數為前角γ0=10°、主偏角Kγ=90°、刃傾角λs=0°.細長軸已粗加工,材料為45鋼,其長L=500 mm,直徑d=25 mm.試驗車削參數為:進給速度v= 60 m·min-1、進給量f=0.1 mm·r-1,背吃刀量ap=0.25 mm.試驗結束工件理想直徑為23 mm.通過查找參考文獻[7],PID控制模型調節因子的取值如下:KP=1.5,KI=0.03,KD=0.05.
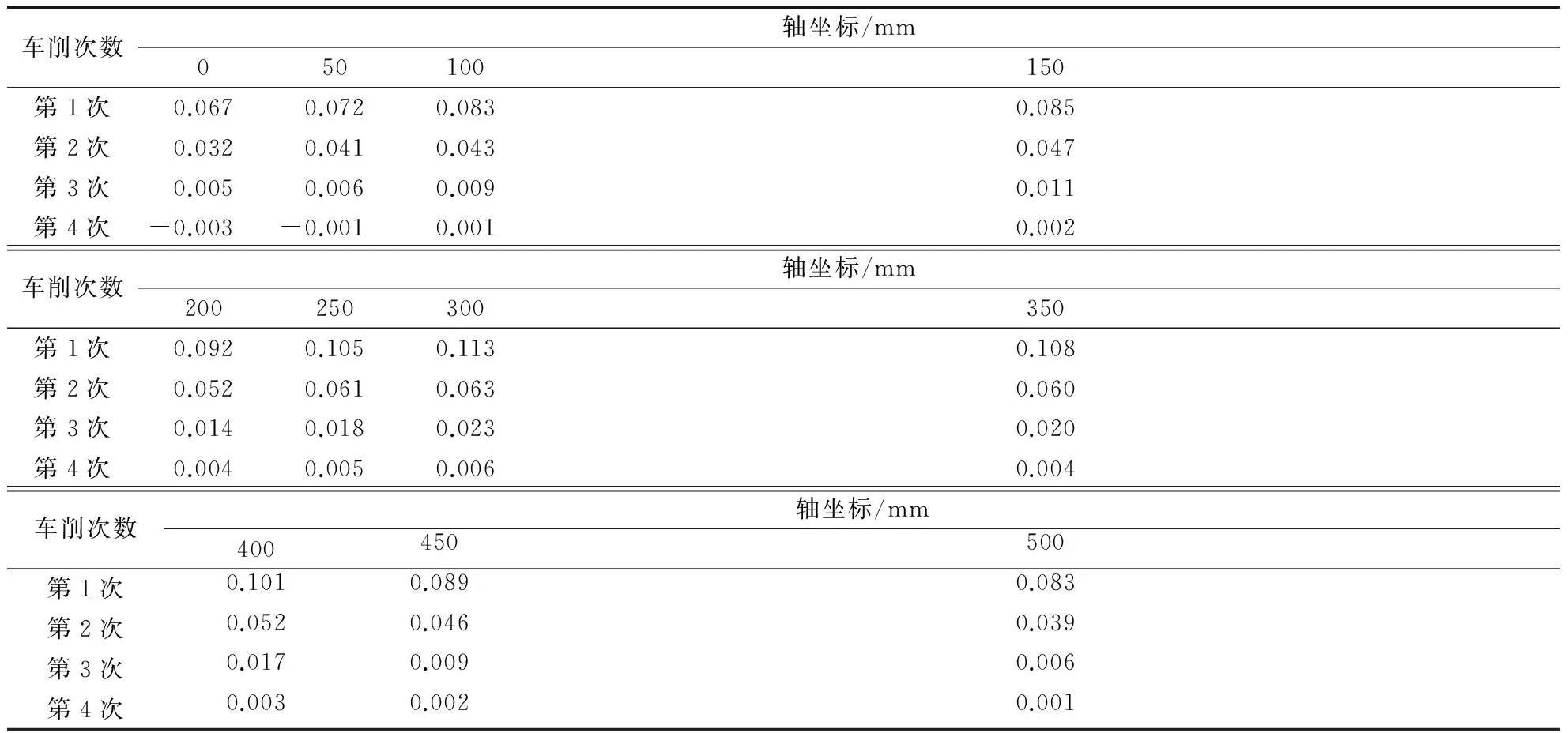
兩組試驗得出的數據分別記錄在表1和表2中,每次車削加工間隔50 mm對加工誤差進行測量并記錄.表1中為無誤差補償情況的普通車削加工,表2為有誤差補償情況的車削加工.
為了便于研究,將表1的數據繪制成如圖7所示曲線圖.
同理,將表2的數據繪制成如圖8所示曲線圖.
從圖7 分析可知,尺寸誤差表現出兩端小、中間大的現象,其最大尺寸誤差值出現在工件中點靠右端一些,這是由于工件中間剛性差,容易造成加工變形,因此尺寸誤差較大.另外,隨著車削加工次數的增加,工件尺寸誤差越來越大.綜合分析其原因為,由于每次車削加工都是嚴格按照給定的參數進行,沒有進行誤差補償,因此,尺寸誤差會隨著車削加工次數的增加而累積,造成尺寸誤差越來越大,加工精度越來越低.而圖8中工件尺寸誤差有同樣表現,隨著車削加工次數的增加,工件尺寸誤差呈減小的趨勢,證明了PID補償車削加工的正確性,符合車削加工要求.
5 結論
(1) 本文建立的基于線陣CCD測量系統和PID誤差控制系統的在線實時檢測控制系統,通過試驗對比分析,與實際車削加工相符,驗證了試驗分析的準確性.
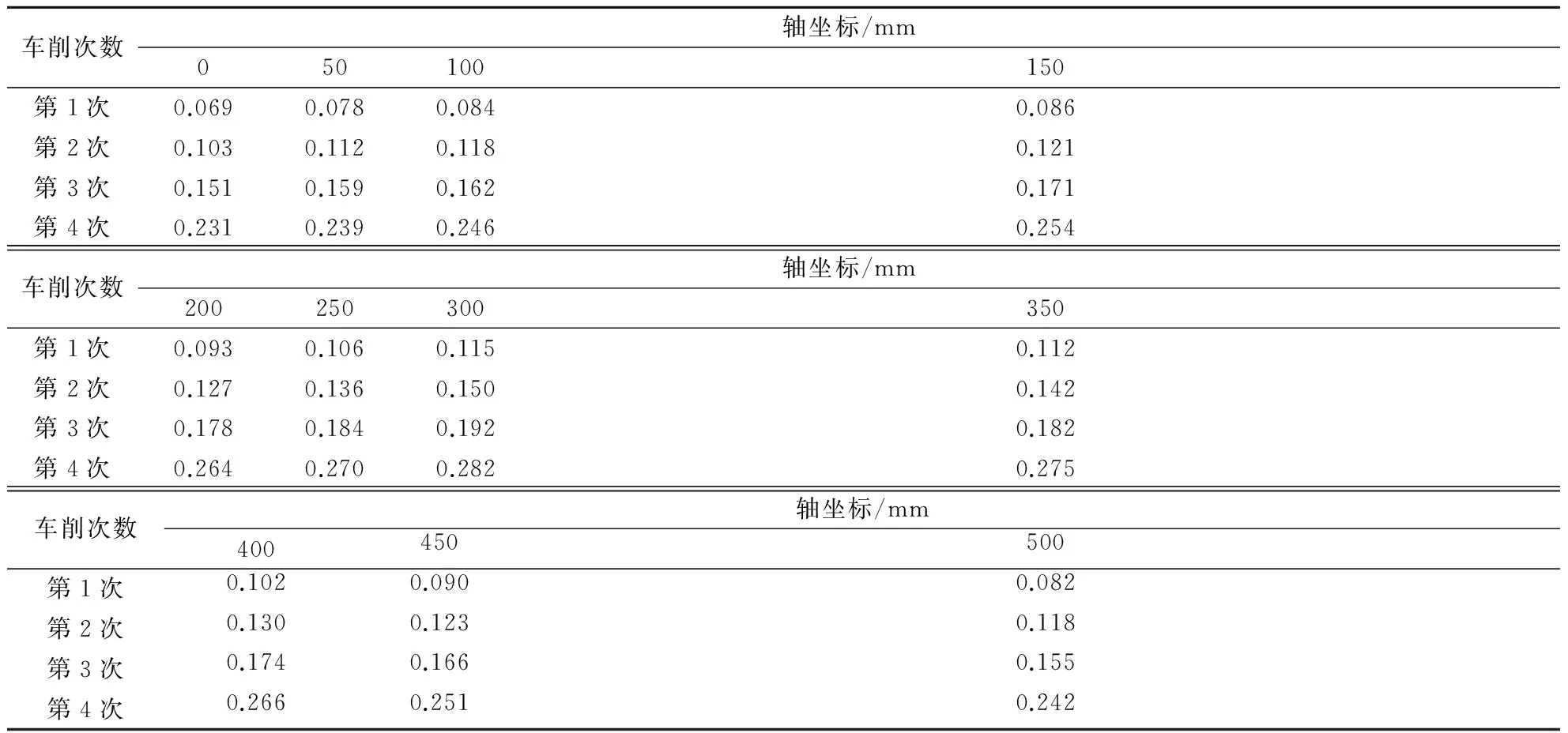
表1 無誤差補償的加工尺寸誤差
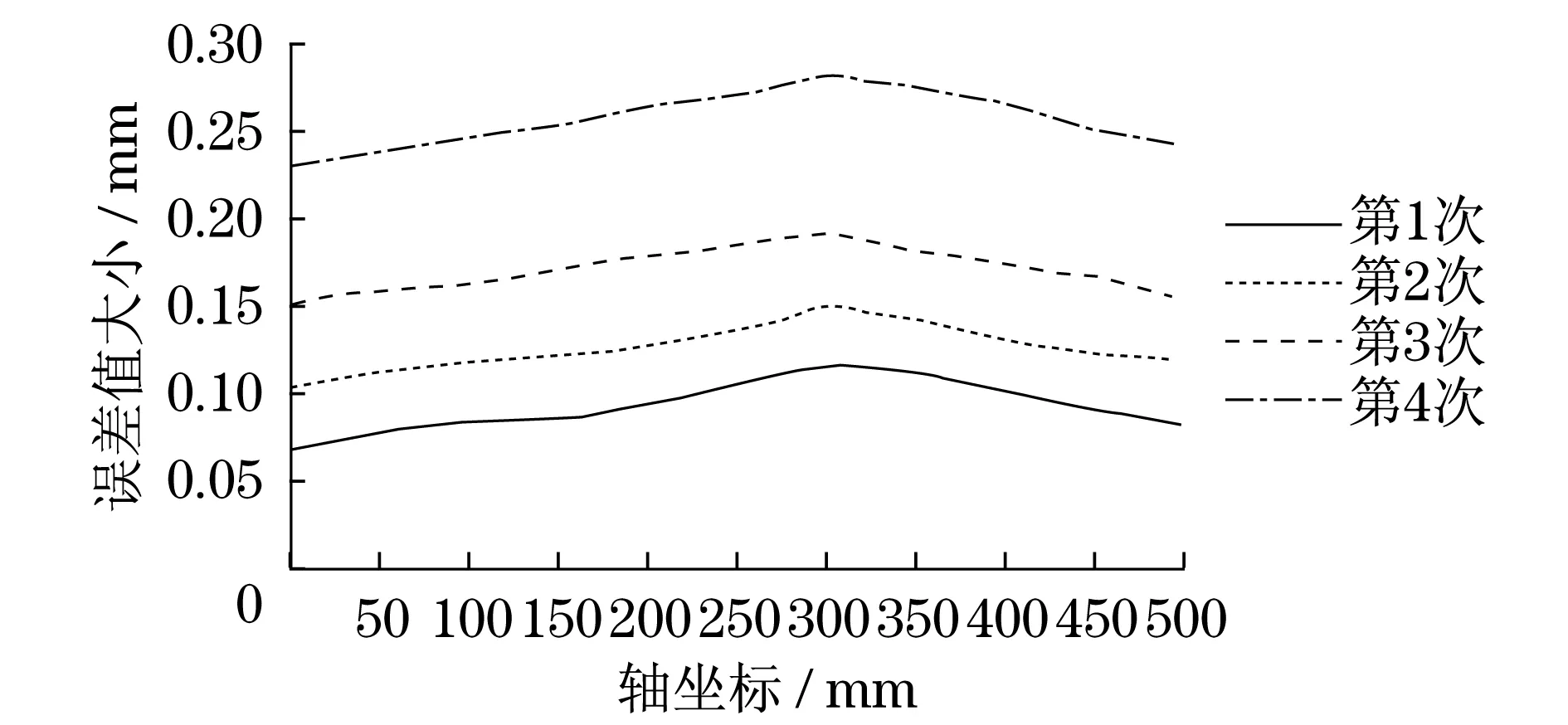
圖7 無誤差補償的加工尺寸誤差曲線圖
車削次數軸坐標/mm050100150第1次0.0670.0720.0830.085第2次0.0320.0410.0430.047第3次0.0050.0060.0090.011第4次-0.003-0.0010.0010.002車削次數軸坐標/mm200250300350第1次0.0920.1050.1130.108第2次0.0520.0610.0630.060第3次0.0140.0180.0230.020第4次0.0040.0050.0060.004車削次數軸坐標/mm400450500第1次0.1010.0890.083第2次0.0520.0460.039第3次0.0170.0090.006第4次0.0030.0020.001
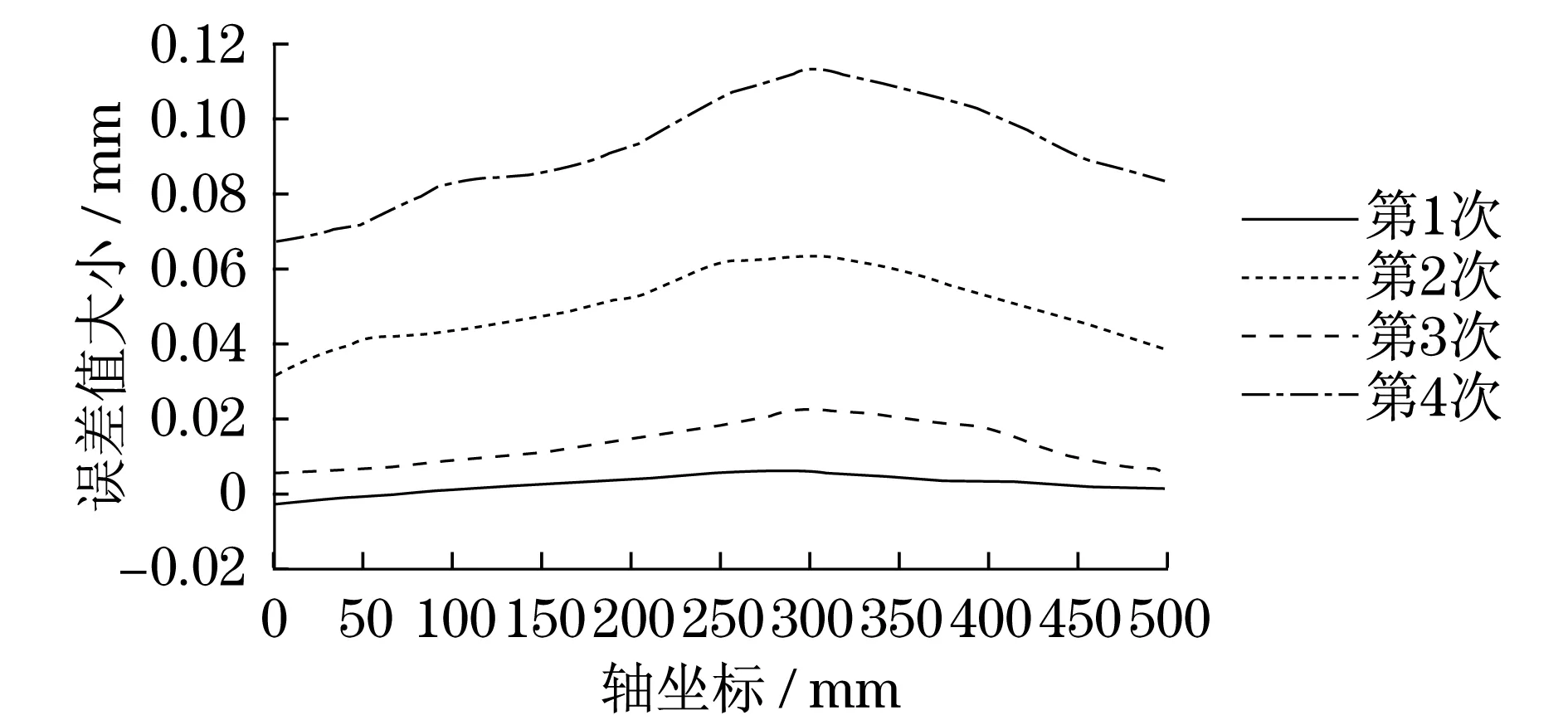
圖8 有誤差補償的加工尺寸誤差曲線圖
(2) 與傳統車削加工相比,此系統的誤差補償加工誤差隨著切削走刀次數的增加而減小.
(3) 通過試驗得出,基于此系統的尺寸誤差值能夠滿足實際車削加工的精度要求,具有實際意義.
[1] 劉小燕.細長軸的車削加工工藝[J].裝備制造技術,2013 (1):59-60.
LIU Xiaoyan.Tin and long shaft turning machining process[J].Equipment Manufacturing Technology,2013(1):59-60.
[2] 王小翠,李蔚,侯志敏.細長軸車削用量優化與加工變形誤差補償技術的研究[J].制造技術與機床,2007(10):85-88.
WANG Xiaocui,LI Wei,HOU Zhimin.Research on cutting parameters optimization and error compensation in slender bar turning[J].Manufacturing Technology & Machine Tool,2007 (10):85-88.
[3] 李玉玲,李志峰,魏偉鋒.車削加工細長軸的理論誤差分析[J].煤礦機械,2008,29(10):108-109.
LI Yuling,LI Zhifeng,WEI Weifeng.Theoretic error analysis in turning of slender shaft[J].Coal Mine Machinery,2008,29(10):108-109.
[4] 劉田龍.用進刀量補償法減少細長軸車削加工誤差[J].電子設計工程,2012,20(21):100-102.
LIU Tianlong.Amount of feed compensation method for reducing thin major axis turning error[J].Electronic Design Engineering,2012,20(21):100-102.
[5] 王慶有.圖像傳感器應用技術[M].北京:電子工業出版社,2003.
WANG Qingyou.Image sensor application technology[M].Beijing:Electronics Industry Press,2003.
[6] 姚錫凡,常少莉.加工過程的計算機控制[M].北京:機械工業出版社,2004.
YAO Xifan,CHANG Shaoli.Computer control of machining process[M].Beijing:China Machine Press,2004.
[7] LEE B Y,TARNG Y S.Cutting-parameter selection for maximizing production rate or minimizing production cost in multistage turning operations[J].Journal of Materials Processing Technology,2000,105:61-66.
Machining dimensional error compensation on slender shaft turning
During the slender shaft turning process,an on-line and real-time detection and control system is established using the linear array CCD measurement and PID error control systems.With the CCD measurement system for work-piece diameter detection,the results are transmitted to the PID error control system.By feeding the errors back to the NC system,the machining compensations are used for machining process control.In comparison with the experimental and actual results,the machining precision is significantly enhanced for slender shaft turning.
slender shaft; CCD; PID; error compensation; on-line and real-time detection
西華大學研究生創新基金(YCJJ2015083)
鄧志平(1956-),男,教授,碩士生導師.E-mail:zhipingdeng@mail.xhu.edu.cn
文獻標志碼: A 文章編號: 1672-5581(2016)01-0069-04
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
海峽科技與產業(2016年3期)2016-05-17 04:32:12