石油鋼管擰接機的扭矩校驗
2016-12-07 02:56:27徐琳
四川冶金 2016年3期
徐 琳
(攀成伊紅石油鋼管有限責任公司,成都青白江)
石油鋼管擰接機的扭矩校驗
徐 琳
(攀成伊紅石油鋼管有限責任公司,成都青白江)
本文簡要介紹了石油鋼管擰接機扭矩校驗的兩種方法及各自的優缺點,還介紹了校驗中傳感器常用的三種線性化方法,且舉例說明,最后給出如何選擇校驗方法的建議。
擰接機;扭矩校驗;傳感器;線性化
1 引言
攀成伊紅石油鋼管有限責任公司是以生產石油套管和石油油管為主要產品的合資企業,其生產線上的關鍵設備螺紋擰接機(簡稱擰接機)由PMC公司制造,用來檢驗石油套管和石油油管端部外螺紋與接箍內螺紋連接時扭矩值的大小,其準確度是美國石油學會等組織進行質量體系認證時檢查的重要項目之一。因此對該設備扭矩值準確度進行定期檢測與調整,以保證其扭矩值的準確和可靠是十分重要的工作。
2 擰接機扭矩校驗的方法及其優缺點
一般來說,擰接機的扭矩校驗可用標準扭矩計標定法和分部標定法來實現。兩種方法各有優缺點,實際校檢時,根據具體情況采用不同的方法。
標準扭矩計標定法:使用一個特制的機械機構,夾持一個扭矩傳感器,模擬鋼管手動擰接的過程,扭轉力矩經扭矩放大板后通過PLC模板、以太網直接在電腦上顯示。
標準扭矩計法的優點是檢測時模擬擰接機實際工作狀態,將安裝在設備上的力傳感器及放大板輸出的扭矩值與標準扭矩傳感器及放大板輸出的標準值直接比對,檢測結果直觀,日常檢測簡便可行。缺點是在檢測時,手動啟動設備時也必然會帶來一定的沖擊而產生測量誤差,并且由于特制的機械機構性能受限,只能模擬小扭矩,無法完成全量程內的扭矩標定,故此法只適合設備扭矩控制的粗略檢測。此外,扭矩傳感器及放大板也需要定期校準才能保證檢測結果的準確性。
分部標定法:使用標準測力杠桿配備測力砝碼,對力傳感器進行標定后,再來標定對應的放大板,分部檢測都合格則系統檢測也合格。對力傳感器進行靜態標定,得到該傳感器的輸出電信號與載荷的關系(一條直線),其線性化的特點是采用普通的線性放大板的依據,這是擰接機扭矩校驗過程中決定校驗誤差的一個重要環節。放大板的檢測通常采用標準模擬信號發生器放大板對應給出值(VDC)與電腦扭矩實時顯示對比來實現的。
分部標定法的優點是檢測擰接機扭矩的方法可靠,而且檢測結果的準確度也很高,能完成全量程內的扭矩標定。缺點是每次檢測必須把力傳感器拆下來,有時生產緊張,不具備條件,就只能檢測放大板后面部分。故此法適合設備扭矩控制的精確檢測。
攀成伊紅擰接機的標準扭矩計傳感器為2110(HONEYWELL品牌),力傳感器為M73(HONEYWELL品牌),兩種檢測方法,都完全可以實現。
3 擰接機傳感器線性化的方法及實例
在實際運用中,無論是力傳感器還是扭矩傳感器,由于其原材料的特性、各種干擾因素以及測量誤差等客觀原因的存在,其標定時的輸出曲線不是一條理想直線。故需要對標定曲線進行線性化處理,用一條擬合直線來近似代替實際的輸出曲線,這樣采用普通的線性放大板實現扭矩控制才成為可能。若方法不當,校驗結果會與實際扭矩誤差極大。
依照不同的出發點和處理原則,可得到不同的擬合直線。一般來說,常用的線性化處理方法有三種,其特點見表1所示。
為了盡可能地減少校驗誤差,在標定時,將傳感器和放大板一對一地綁定一起校檢,得到的擬合直線可以直接在設備運用,十分方便。
下面以攀成伊紅擰接機所使用的力傳感器M73和放大板AMP-SG-U2-10為例,對比使用不同方法得到擬合曲線的誤差%f.s。力傳感器M73,量程為50 000LBS,折合為222.25KN,放大板為AMP-SG-U2-10輸出電壓為10VDC。表2為此傳感器1192077和放大板3921于2012年11月15日時成都市計量監督檢定測試院 成都計量檢測校準中心給出的校準數據/結果。
分別使用三種線性化處理方法處理后得出的擬合直線及誤差見表3。
其中:
K1=0.044 019
K2=0.044 197 A0=—0.062 64
K3=0.043 788 587
可以看出:端基法的最大誤差%f.s為0.618 0%;
線性回歸法的最大誤差%f.s為0.689 2%;
過零線性回歸法的最大誤差%f.s為0.551 1%。
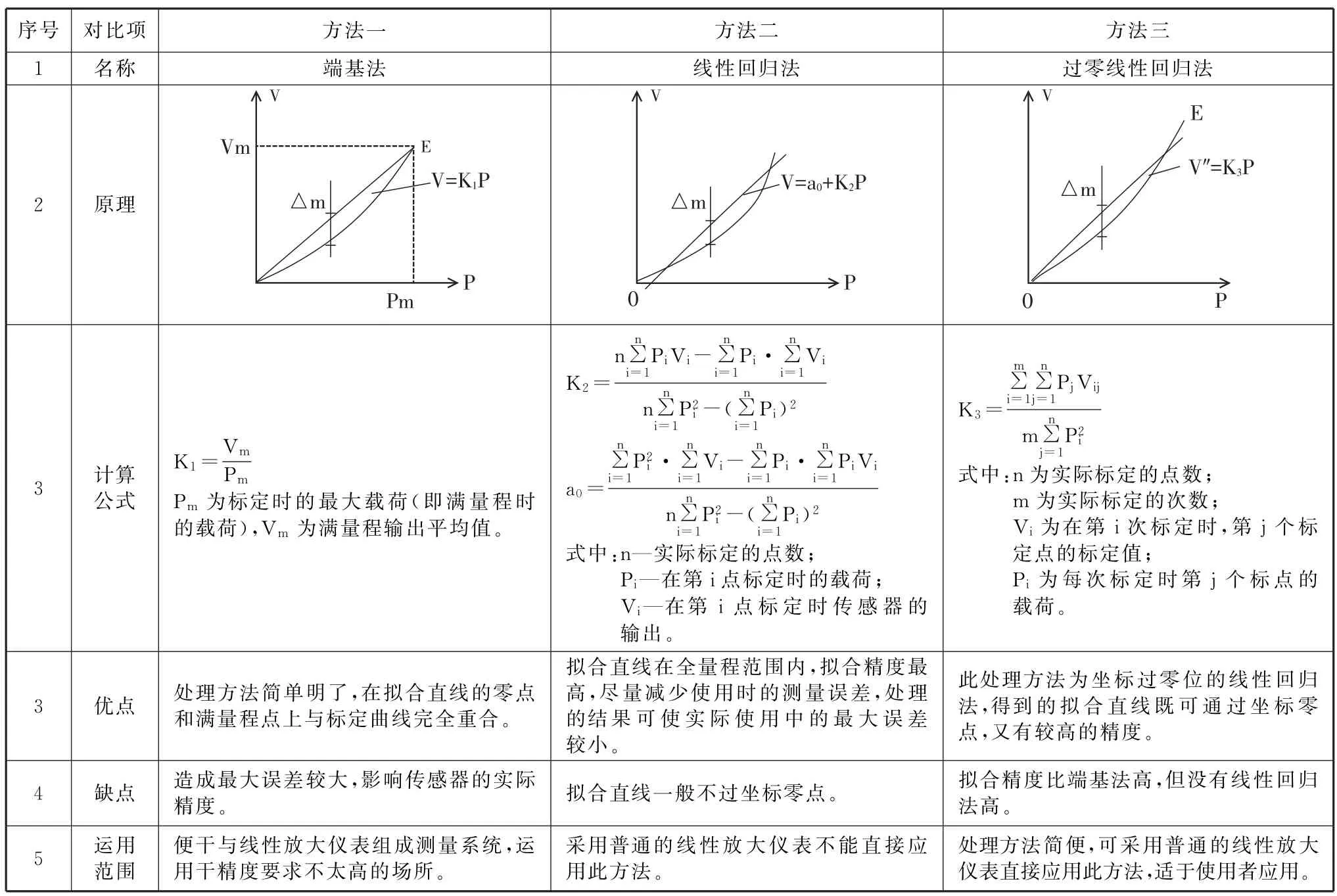
表1 常用的線性化處理方法

表2 傳感器1192077和放大板3921的校準數據
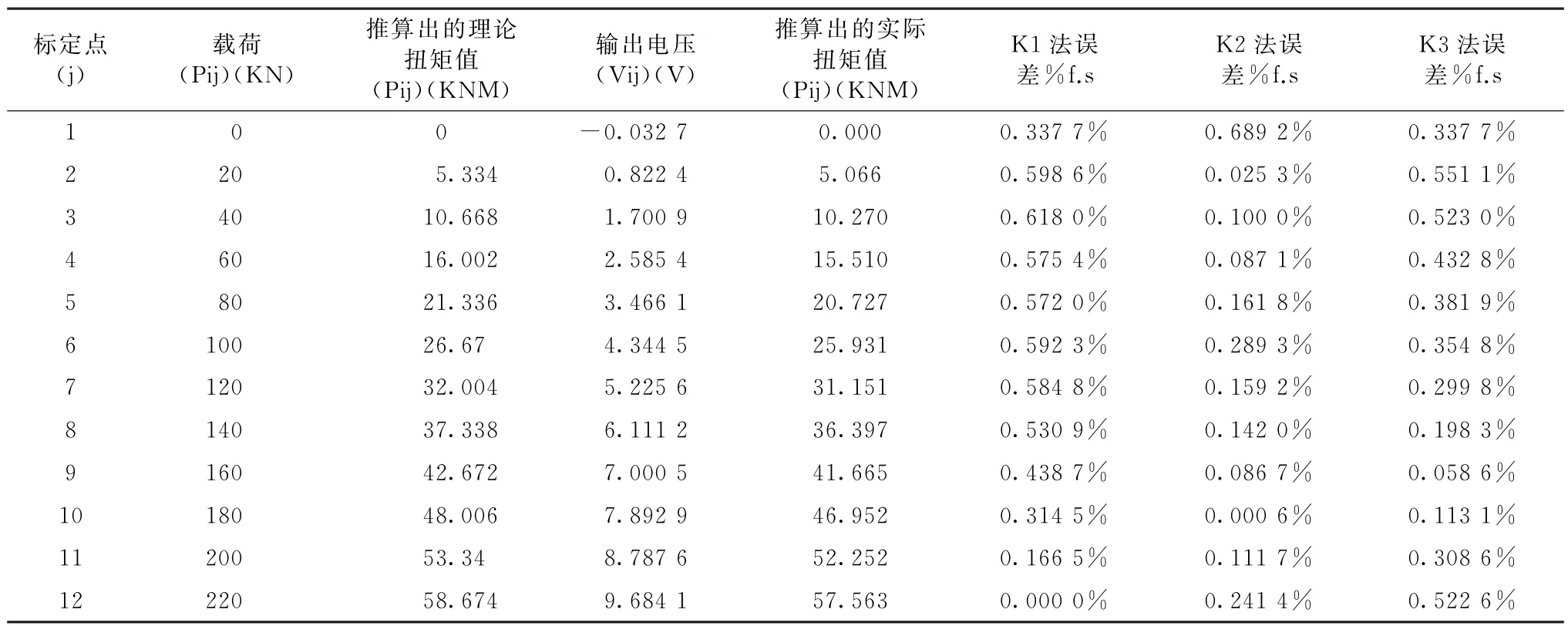
表3 三種線性化處理后的擬合直線及誤差
因此,攀成伊紅擰接機分部標定法都是采用過零線性回歸法得到擬合直線,其最大誤差為0.551 1%,遠遠小于1%的誤差范圍,滿足設備技術要求。
4 結論
得到校驗誤差合格的擬合曲線后,證明擰接機所用扭矩傳感器或者力傳感器合格的情況下,才能進行下一步的擰接機扭矩校驗。校驗時,一般是將兩種方法結合起來。先用標準扭矩計法,扭矩計放大板輸出和力傳感器放大板輸出直接比對,若誤差小于±1% FS,則擰接機扭矩校驗合格,若誤差超過± 1%FS,則需分步檢測,先用模擬信號發生器檢測放大板,使用萬用表檢測PLC模板輸出電壓,再確認力傳感器的各項指標,從而找出誤差產生的原因。
經過實踐證明,這兩種方法結合起來使用,可確保擰接機扭矩值的準確可靠,為生產各種扣型尤其是純扭矩控制的特殊扣,提供了強有力的保證。
攀成伊紅擰接機的扭矩傳感器在上海704所國家扭矩計量站檢定。力傳感器在成都市計量監督檢定測試院 成都計量檢測校準中心檢定,以上校驗數據由該中心朱未冽提供,在此謹致謝意。
[1] 朱超甫.力傳感器輸出曲線的線性化處理[J].《傳感器世界》月刊,1997年4月.
[2] 陳葉紅,等.淺談套管螺紋擰接機示值檢測方法[J].
Torque Calibration of Steel Pipe Screw-on Machine
XU Lin
(Pancheng Yihong Pipe Co.,Ltd;Chengdu 6100300,Sichuan,China)
In this paper,Not only advantages and disadvantages of two methods in torque calibration,but also three methods and an example of linearization for output of load cells are introduced.Suggestions of choices during torque calibration are presented.
screw-on machine;torque calibration;load cell;linearization
1001—5108(2016)03—0059—04
TG85
A
徐琳,主要從事現場設備維修、排除設備隱患及完善設備性能等工作。
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
兒童故事畫報(2019年5期)2019-05-26 14:26:14
海峽科技與產業(2016年3期)2016-05-17 04:32:12
Coco薇(2016年2期)2016-03-22 02:42:52
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年7期)2015-08-11 15:03:12
