半導體大光斑激光粉末熔敷成形特征
2016-12-07 05:10:21楊文婷黃健康顧玉芬
電焊機 2016年9期
楊文婷,石 玗,黃健康,顧玉芬
(蘭州理工大學省部共建有色金屬先進材料加工與再利用國家重點實驗室,甘肅蘭州730050)
半導體大光斑激光粉末熔敷成形特征
楊文婷,石 玗,黃健康,顧玉芬
(蘭州理工大學省部共建有色金屬先進材料加工與再利用國家重點實驗室,甘肅蘭州730050)
半導體大光斑激光具有光電轉化率高、功率密度高等優點,是用于表面熔覆的理想熱源。為了研究半導體大光斑激光作用下合金粉末的熔化及鋪展成形特點,在Q235鋼基體表面進行Fe35合金粉末工藝試驗。對比半導體大光斑與小焦點CO2激光的熔覆效率及成形特點;分析預置粉末厚度變化對大光斑激光熔敷層表面形貌、稀釋率、鋪展性的影響和體能量密度變化對接觸角大小的影響。結果表明,與小焦點CO2激光相比,大光斑激光具有更高的熔覆效率、成形系數;隨著預置粉末厚度的增加,熔覆層寬度逐漸增加,熔深先增加后減小;稀釋率逐漸減小;接觸角的大小隨體能量密度的增加而增大。
表面熔覆;半導體大光斑激光;體能量密度
0 前言
工程應用中許多重要工程材料件的腐蝕和磨損大多從材料表面開始,因此增加工程材料表面耐磨及耐蝕性能具有重要的工程實用價值和意義。
表面熔覆是一種新型的表面改性技術,既能充分發揮基體材料的強韌性優勢,又能使基體表面獲得極高的耐磨耐蝕性,應用越來越廣泛。現有的熔覆方法主要有鎢極氬弧熔覆、等離子熔覆、激光表面熔覆等,其中激光熔覆技術由于具有對基體的熱影響小、熔覆層稀釋率低且熱變形小等優點,近年來成為國內研究的熱點[1-3]。傳統的CO2、YAG激光存在設備體積大、光斑面積小、熔覆效率低、成本高等缺點,只能用于一些精密設備的表面改性,限制了實際生產的應用。近年來,半導體激光得到了長足的發展,由于其具有聚焦光斑面積大、波長短易被金屬材料吸收、溫度梯度小、設備體積小等優點,特別適合作為表面熔覆熱源[4-6]。
半導體激光與傳統小光斑激光的熱源特性明顯不同,熔覆時粉末熔化及成形過程對熔覆質量有顯著影響,因此有必要深入研究大光斑作用下的成
形特征,為工藝優化提供依據。本研究采用矩形大光斑半導體激光在Q235鋼基體表面進行鐵基合金粉末表面熔覆實驗。首先對比半導體大光斑與小焦點CO2激光的表面熔覆,研究熔覆過程中粉末浸潤鋪展過程;通過改變預置粉末厚度分析粉末厚度變化對熔覆層形貌、稀釋率、接觸角及鋪展性的影響。
1 試驗設備
采用兩套激光器,所用半導體大光斑激光為直接輸出式激光,最大輸出功率3 kW,輸出激光的模式接近基膜,光斑形式為44 mm的矩形光斑;所用的小焦點激光為高頻橫流CO2激光器,最大輸出功率10 kW、光斑半徑為11 mm的圓形光斑;兩套激光器的工作臺如圖1所示。大光斑激光與小焦點激光的參數如表1所示。

圖1 激光工作臺實物

表1 半導體激光器與CO2激光器參數
2 工藝實驗
試驗基體選用200 mm×100 mm×12 mm的Q235鋼板。采用預置粉末法,金屬粉末選用Fe35自熔性合金粉末,粉末成分如表2所示。

表2 Fe35自熔性粉末配比成分%
為了研究大光斑激光與小焦點激光在表面熔覆中的不同,在粉末厚度為1mm的基體上進行變功率實驗,功率在800~1 600 W之間連續變化。為了研究半導體大光斑激光成形特征,進行變粉末厚度工藝試驗,保持激光功率1 200 W、焊接速度1.5 mm/s不變,粉末厚度在1~3 mm之間變化。
3 試驗結果和分析
3.1 小光斑激光與大光斑激光表面熔覆分析
分別采用CO2小焦點激光和半導體大光斑激光在預置粉末厚度為1 mm的Q235表面進行了變功率激光熔覆試驗。對焊縫進行拋樣,計算焊縫的稀釋率和成形系數。
稀釋率為

成形系數為

式中Sf為熔敷層的厚度;Sj為基體熔化深度。
激光熔敷層特征示意如圖2所示,α為接觸角,B為熔寬。

圖2 激光熔敷層特征示意
通過對比圖3、圖4可知,CO2小焦點激光的稀釋率(大于0.3)明顯大于大光斑激光的稀釋率(小于0.3),而成形系數明顯小于大光斑激光成形系數。這是由于小焦點激光的能量集中、透過粉末用于熔化基體的能量更多;大光斑激光光斑面積大,能量分布均勻,使得用于熔化金屬粉末的能量更多,而透
過粉末用于熔化基體的能量更少。因此,在功率相同的情況下,大光斑激光的熔覆率更高。成形系數反映了熔覆層的潤濕鋪展性,大光斑激光的成形系數更大,表明大光斑激光的熔覆層潤濕鋪展性更好,更有利于表面熔覆。由圖5可知,大光斑激光得到焊縫熔深淺、熔寬寬,熔覆效果更好。
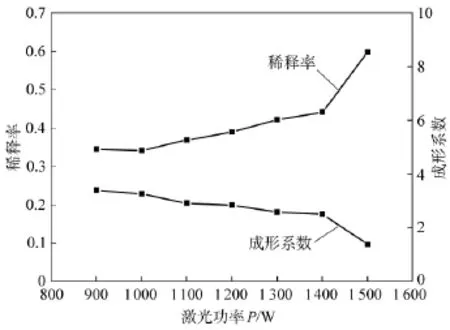
圖3 小焦點激光稀釋率與成形系數

圖4 大光斑激光稀釋率與成形系數

圖5 不同激光下熔覆道形貌
綜上所述,與小焦點激光相比,大光斑激光的熔覆率更高,熔覆層的潤濕鋪展性更好。
3.2 大光斑激光浸潤鋪展結果分析
3.2.1 粉末層厚度對熔覆層成形的影響
在Q235基體表面進行變粉末厚度工藝實驗,不同粉末厚度得到的焊縫表面形貌及熔深截面如圖6所示。

圖6 不同厚度下的焊縫及熔深形貌
由圖6可知,在粉末厚度較薄時(1 mm),熔覆層表面出現了規則的魚鱗狀波紋,且隨著粉末厚度增加,魚鱗紋逐漸消失。這是由于在粉末厚度較薄時,激光形成的熔池具有較強的流動性,造成熔池后緣液面凸起,在快速冷凝過程中被“凍結”,形成波紋。隨粉末厚度的增加,熔池的流動性逐漸降低,魚鱗紋波紋逐漸消減,熔覆表面逐漸光順。
為研究粉末厚度變化對熔覆層表面潤濕鋪展性的影響,采用余高-熔寬比來表征熔覆層的表面潤濕鋪展性,并與熔寬一起衡量熔覆層成形情況。
在激光功率不變的情況下,單道熔覆層成形隨粉末厚度變化趨勢如圖7所示。圖7a表明隨著粉末厚度的增加,熔覆層寬度逐漸增加;這是由于粉末厚
度是決定進入熔池粉末量的主要因素,厚度增加使得進入熔池中粉末量也增加,從而引起熔寬增加;由圖7b可知,隨著粉末厚度的增加,余高熔寬比逐漸增大,這表明熔覆層的鋪展性隨著粉末厚度的增加逐漸變差。這是由于在進行激光表面熔覆時,激光的熱源首先作用于熔覆粉末表面使金屬粉末熔化,同時少量的能量通過熔化金屬粉末傳遞到基體表面與基體發生冶金結合,隨著粉末厚度的增加,傳遞到基體表面的能量逐漸減少;當粉末厚度過厚,激光能量無法提供足夠的能量保持金屬粉末“熔化—球化—鋪展—收縮”過程的穩定,無法得到成形較好的熔覆層。

圖7 不同厚度熔寬及鋪展性變化曲線
3.2.2 粉末層厚度變化對熔敷層稀釋率的影響
稀釋率是衡量激光表面熔敷涂層質量的重要評價指標之一。在實際應用中,在保證熔覆層力學性能的前提下,應盡量使稀釋率保持最小。
厚度與稀釋率的關系曲線如圖8所示。由圖8可知,隨著熔敷金屬粉末層厚度的增加,稀釋率呈現逐漸減小的趨勢。原因是在激光能量不變的前提下,粉末厚度的增加將會導致用于熔化金屬粉末的能量增加,使得透過粉末用于熔化基體的能量相應減少,造成熔化金屬粉末與基體發生冶金結合的量減少,稀釋率逐漸降低。

圖8 熔敷金屬粉末不同厚度下的稀釋率
3.2.3 體能量密度變化對熔覆層接觸角的影響
在表面熔覆中接觸角是衡量熔覆層質量的重要因素。接觸角的大小主要受熔池所受表面張力、材料的潤濕性、溫度等多種因素的影響,由于從工藝參數方面對接觸角進行研究過于復雜,因此從體能量密度的角度研究接觸角的變化規律。
為了研究體能密度與激光接觸角的關系,對不同粉末厚度下進行了變激光功率試驗,激光功率在1 000~1 600 W每間隔200 W連續變化。
體能量密度為

式中E為體能量密度(單位:kJ/m3);P為激光功率(單位:kW);v為掃面速度(單位:mm/s);D為光斑直徑(單位:mm);T為預制粉末厚度(單位:mm)。
由于焊接過程中D、v不會發生變化,因此E只與T、P有關。式(3)可變為

式中K為常數。
由式(4)可知,體能量密度E與激光功率P成正比,與粉末厚度T成反比。體能量密度E與熔覆層接觸角α的關系曲線如圖9所示。隨著粉末厚度增加接觸角逐漸減小,在厚度為3 mm時已全部小于90°;在粉末厚度一定條件下,接觸角隨著激光功率的增加呈略微增大的趨勢。這是因為粉末厚度與體能量密度成反比,粉末厚度增加導致體能量減小,當體能量密度過低(T=3 mm)時,激光能量過低只能熔化表面金屬粉末,而不足以透過粉末與基體發
生冶金結合;激光功率與體能量密度成正比,激光功率增加使體能量密度增加,使得透過金屬粉末用于與基體發生冶金結合的能量更多。但由于與粉末厚度相比,粉末厚度對體能量密度變化的影響更大,使得在預置粉末不變的情況下,激光功率增加引起的接觸角變化幅度相比粉末變化的幅度很小。

圖9 體能量密度E與接觸角α的關系曲線
通過上述分析,接觸角與體能量密度具有直接關系,接觸角隨著體能量密度的增大而增大。
4 結論
(1)通過對比小焦點激光,半導體大光斑激光具有能量分布均勻、稀釋率低、成形系數大等優點,更有利于表面熔覆。
(2)在激光功率不變的前提下,隨著預置粉末厚度的增加,熔覆層的鋪展性、稀釋率逐漸降低。
(3)熔覆層接觸角大小與體能量密度有關,隨體能量密度的增加而增大。
[1]唐琳琳,羅輝,張元彬.表面熔覆技術的研究進展[J].熱加工工藝,2009,38(20):86-89.
[2]朱剛賢,張安峰,李滌塵.激光熔敷工藝參數對熔敷層表面平整度的影響[J].中國激光,2010,37(1):296-301.
[3]Meng Q W,Geng L,Zhang B Y.Laser cladding of Ni-base composite coatings onto Ti26Al24V substrates with replaced B4C+NiCrBSi powders[J].Surface and Coatings Technology,2006(200):4923-4928.
[4]郎娟,邢志華,朱起云.激光表面改性技術在工業中的應用[J].中國設備工程,2003(8):17-18.
[5]Sheng Li,Qian Wu Hu,Xiao Yan Zeng,et al.Effect of carbon content on the cracking susceptibility of Fe-based laser clad layer[J].Applied surface science,2005(240):62-71.
[6]Lin Li.The advances and characteristics of high power diode laser materials processing[J].Optics and Lasers in Engineering,2000,34(4-6):231-253.
Powder cladding formation with the large spot semiconductor laser
YANG Wenting,SHI Yu,HUANG Jiankang,GU Yufen
(StateKeyLaboratoryofAdvancedProcessingandRecyclingofNonferrous Metals,Lanzhou University of Technology,Lanzhou 730050,China)
Large spot semiconductor laser has advantages in power density,conversion efficiency,which is ideal heat source in surface cladding.In order to study the spreadability and wettability using large spot semiconductor in the process of surface cladding,several experiments with the base metal of Q235 were proposed.The efficiency and formability of cladding with large spot laser and small focus laser were analyzed.The influence of preset powder thickness for cladding layer morphology,dilution rate,spreadability and physical volume densityfor contact angle were analyzed.The results showed that large spot semiconductor laser had a higher claddingefficiencyand forming coefficient than the small focus laser.With the increase of powder thickness,the width and penetration of cladding layer gradually increased,dilution rate graduallydecreased.The contact angle increased with the physical volume density.
surface cladding;large spot semiconductor laser;physical volume density
TG455
A
1001-2303(2016)09-0029-05
10.7512/j.issn.1001-2303.2016.09.07
2015-12-20;
2016-04-12
973計劃前期研究專項(2014CB660810);甘肅省自然科學基金項目(145RJZA119);省部共建有色金屬先進加工與再利用國家重點實驗室開放基金項目(SKLAB02015008)
楊文婷(1989—),女,甘肅天水人,在讀碩士,主要從事焊接工藝的研究。
