軌道車輛減振器座焊接工藝
2016-12-07 05:10:33徐立廣王克肖張占嶺
電焊機 2016年9期
徐立廣,王克肖,張占嶺,王 鵬
(中車青島四方機車車輛股份有限公司,山東青島266111)
軌道車輛減振器座焊接工藝
徐立廣,王克肖,張占嶺,王 鵬
(中車青島四方機車車輛股份有限公司,山東青島266111)
軌道車輛減震器座由鋁合金板材拼接而成,其結構焊接結構復雜,焊縫較多,且焊后殘余應力較多。針對其MIG焊接工藝,通過試驗測試和數值模擬的方法,得出焊接數值模擬方法的可靠性,并驗證了目前現場使用的焊接工藝的合理性。進一步提出合理的焊接工藝。減振器座焊后殘余應力測試采用盲孔法測試技術測量。減震器座數值模擬采用三維熱彈塑性有限元法模擬焊接方法,焊接數值模擬軟件為SYSWELD v2012,建立了軌道車輛減震器幾何模型、熱源模型與材料A7N01P-T4的力學模型。
減震器座;數值模擬;焊接工藝
0 前言
鐵路是我國重要的基礎設施和大眾化交通工具,近年已有時速達350 km/h的高鐵列車。鋁合金材料密度小、強度高和材料加工性能好,廣泛應用于高速列車上。但鋁合金的熔點低,熱膨脹系數大,彈性模量小,焊接變形大。抗蛇形減振器座是車體部件中的一個重要承載零部件,該結構由鋁合金板材焊接而成,為大型復雜焊接結構,焊縫數量多且分布密集,結構形狀尺寸要求嚴格、應力分布復雜。焊接變形導致零部件裝配困難,結構形狀尺寸很難滿足設計要求;另一方面,焊接殘余應力既降低結構的承載能力,還降低結構的疲勞壽命。因此,合適的焊接工藝可有效減少焊接殘余應力和變形。
1 焊接工藝
工藝流程:減振器座組裝-焊接-打磨-交檢。為了減少殘余應力和焊接變形,方便焊接,同時減少裝夾時間加快生產進度,將兩個減振器座背靠背組裝并放入減震器座焊接專用轉臺上組裝并焊接,如圖1所示。

圖1 焊接轉臺
焊絲選用1.6mm的AlMg5,采用MIG脈沖焊,保護氣體為99.999%氬氣。焊接工藝參數如表1所示。
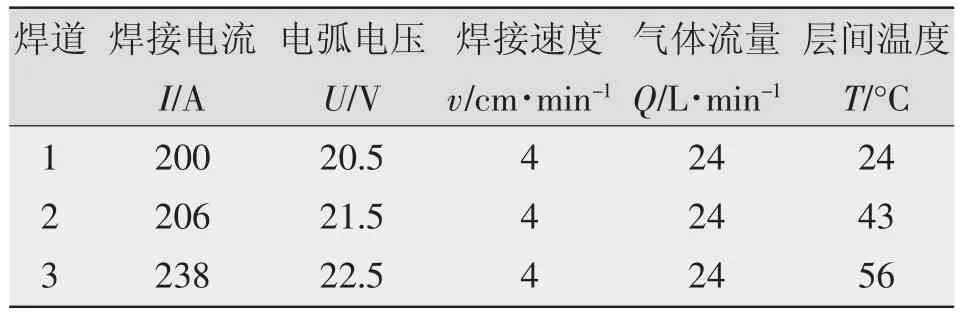
表1 焊接工藝參數
2 試驗
減振器座殘余應力測試采用盲孔法殘余應力測試技術測量減振器座的焊接殘余應力。測試減振器座中的安裝板與內側板之間的角焊縫,測點分布在焊縫中心,共4個測點,如圖2所示。
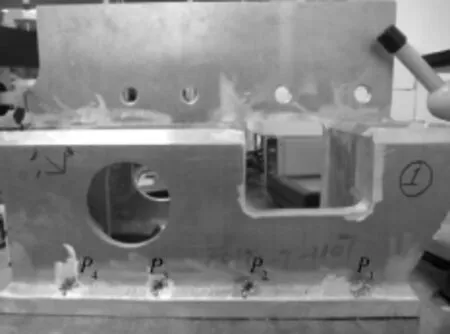
圖2 測點布點位置
3 焊接數值模擬
焊接數值模擬軟件為SYSWELD v2012,數值模擬方法為間接耦合的三維熱彈塑性有限元法。
3.1 幾何模型的建立
減振器座有限元計算模型采用六面體單元,網格單元數90 789個,節點數107 518個。最小單元1 mm×1 mm×4.4 mm,最大單元尺寸12 mm×10 mm× 4.5 mm,如圖3所示。

圖3 有限元模型
3.2 熱源模型的建立
焊接過程的有限元計算首先進行溫度場計算。熱源模型的建立和焊接溫度場的模擬是焊接數值模擬的重要部分。對于電弧穿透能力較大的熔化極氬弧焊(MIG焊),常采用雙橢球形熱源分布函數。雙橢球形熱源如圖4所示。
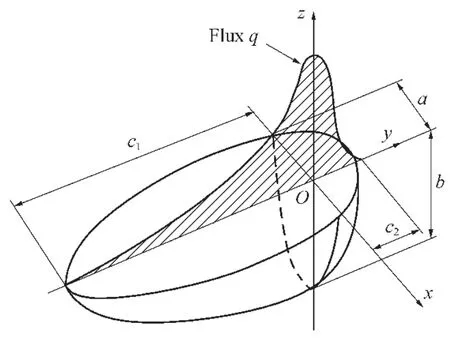
圖4 雙橢球形熱源
雙橢球體熱源模型分為前半球和后半球,分別為[1]
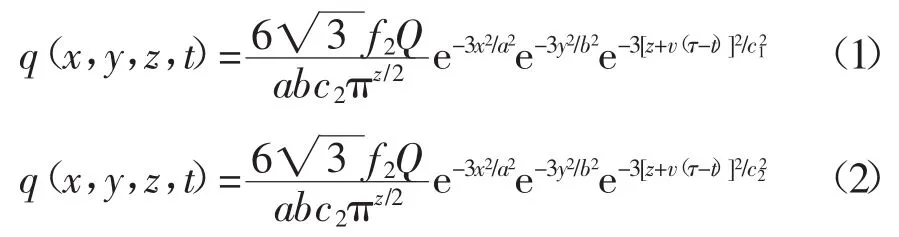
式中a、b、c1、c2為雙橢球體熱源模型的尺寸參數;f1和f2為前后半球能量分布比例,f1+f2=2;Q為熱流密度。
焊接熱模擬所需的材料熱物理性能(比熱容、導熱率和密度)通過試驗測試獲得,填充材料的熱物理性能與母材的相同。熱源擬合工具以焊縫的橫截面形貌作為參考目標,如果預測的焊縫橫截面形貌與實測的焊縫形貌接近,則熱源參數滿足要求[2]。
3.3 力學模型的建立
鋁合金自身強度低,需要進行強化技術處理。焊后熱影響區發生軟化,接頭強度低于母材。為了準確模擬焊接殘余應力,需要建立鋁合金軟化模型。
為了確定鋁合金軟化溫度和軟化系數,通過熱模擬試驗機模擬不同熱循環過程,并在不同溫度下進行拉伸試驗,測量屈服強度。加熱冷卻過程中屈服強度與溫度的關系如圖5所示,冷卻過程中,鋁合金發生軟化,屈服強度明顯降低,約為母材屈服強度的70%。因此,A7N01P-T4的軟化系數取0.7。同時,材料經歷熱循環過程中將會發生應變硬化過程,需要建立硬化模型,本研究中材料的硬化模型選擇隨動硬化模型,可以表征多層多道焊過程中材料的塑性恢復效應。對于高溫非彈性應變的處理,通過設置回火溫度進行處理,當溫度達到并超過回火溫度時,將高溫非彈性應變設為零。鋁合金的回火溫度
一般設為570℃。
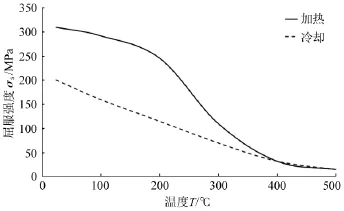
圖5 屈服強度與溫度的關系
焊接試驗中使用的焊絲為AlMg5,該焊絲為含鎂5%的合金焊絲,是一種用途廣泛的通用焊材,適合焊接鋁鎂合金和鋁鎂鋅合金,強度高,有良好的抗腐蝕性。為了確定填充材料的力學性能,測量焊接接頭的顯微硬度,其分布曲線如圖6所示。由圖6可知,填充材料在焊接過程中只有冷卻過程,數值模擬中的屈服強度采用母材冷卻過程的屈服強度。其他熱力學性能(彈性模量、熱膨脹系數、泊松比)采用試驗測試獲得,焊縫中心的顯微硬度與熱影響區的顯微硬度基本一致,其顯微硬度值只有母材的約70%,該值與母材發生軟化后的屈服強度一致。由于焊接過程中試樣完全處于自由狀態,施加的邊界拘束條件保證焊接結構在空間的穩定性。
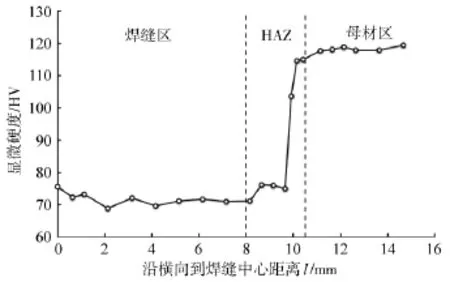
圖6 焊接接頭顯微硬度分布
4 數值模擬結果及實測值對比分析
減振器座殘余應力分布云圖如圖7所示,最大殘余拉應力基本分布在焊縫熔合線附近,遠離焊縫中心,逐步過渡為殘余壓應力。
由于減振器座的焊縫有水平焊縫和垂直焊縫,焊接方向分別沿x軸、y軸和z軸,因此針對不同的焊縫,根據應力方向區別為縱向應力和橫向應力。

圖7 殘余應力分布云圖
工件安裝板與內側板之間的角焊縫,x方向的應力分布表示縱向應力,z方向的應力分布表示橫向應力。由表2可知,模擬值與實測值基本吻合。因實測前焊縫已打磨,消除了一部分焊接殘余應力,所以模擬值高于實測值。
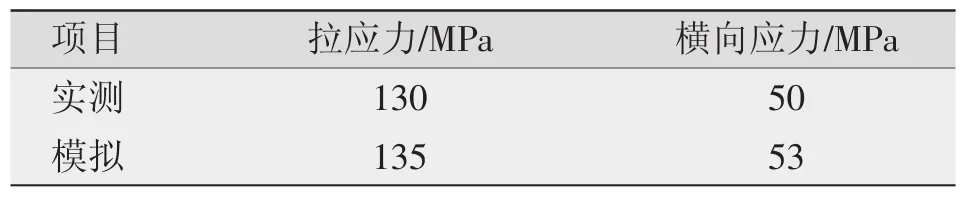
表2 模擬應力與實測應力比較
5 結論
(1)建立了減震器座焊接數值模擬的熱源模型和材料軟化模型。
(2)優化焊接順序:從中間向兩邊,先焊內焊縫,再焊外側焊縫。
(3)采用三維熱彈塑性有限元法模擬的減振器座的殘余應力與實測值非常吻合,驗證了現焊接工藝的合理性,焊接后打磨對工件的殘余應力、尺寸的穩定性都有一定的幫助。
[1]路浩,邢立偉.基于Sysweld的不銹鋼板管焊接應力變形模擬[A].第十六次全國焊接學術會議論文摘要集[C].2011.
[2]L E Lindgren.Computational Welding Mechanics:Thermom echani caland Microstructural Simulations[M].Cambridge England:Woodhead Publishing Limited,2007.
Welding technology of railway vehicle shock absorber bearing
XU Liguang,WANG Kexiao,ZHANG Zhanling,WANG Peng
(CRRC Qingdao Sifang Co.,Ltd.,Qingdao 266111,China)
The railway vehicle shock absorber is joined of aluminum alloy plate together,and it is complicated of welding structure,and weld is more,then the residual stress is more.Based on the MIG welding process,through experimental test and numerical simulation method,it is concluded that the welding numerical simulation method is reliability,and it is proved that the field use of welding technology is reasonable.And further put forward the reasonable weldingprocess.The residual stress ofthe railwayvehicle shock absorber is measured by blind hole method testing technology.Three dimension thermal elastic-plastic finite element method is adopted to simulate the welding process,and welding numerical simulation software is SYSWELD v2012,design the railway vehicle shock absorber geometry model,heat source model and mechanics model ofthe material A7N01P-T4.
shock absorber bearing;numerical simulation;welding process
TG457.2
A
1001-2303(2016)09-0101-03
10.7512/j.issn.1001-2303.2016.09.23
2015-11-08
徐立廣(1981—),男,山東青島人,高級工程師,學士,主要從事焊接工藝及焊接管理工作。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
建材發展導向(2021年6期)2021-06-09 05:57:08
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造業自動化(2017年2期)2017-03-20 14:26:13
光學精密工程(2016年6期)2016-11-07 09:07:19
銅業工程(2015年4期)2015-12-29 02:48:39
