高強橋梁鋼Q420qE焊接接頭性能控制
2016-12-07 05:10:07郭占山王鳳會楊建煒雍岐龍
電焊機 2016年9期
張 熹,劉 宏,郭占山,王鳳會,楊建煒,雍岐龍
(1.鋼鐵研究總院,北京100081;2.首鋼技術研究院,北京100043;3.北京市新一代可循環鋼鐵流程技術重點實驗室,北京100043)
高強橋梁鋼Q420qE焊接接頭性能控制
張 熹1,2,3,劉 宏2,郭占山2,王鳳會2,楊建煒2,雍岐龍1
(1.鋼鐵研究總院,北京100081;2.首鋼技術研究院,北京100043;3.北京市新一代可循環鋼鐵流程技術重點實驗室,北京100043)
對首鋼生產的50 mm規格Q420qE高強橋梁鋼進行了最高硬度試驗、斜Y坡口冷裂紋敏感性試驗、CTS試驗及焊接接頭熱輸入適應性試驗。試驗結果表明:不預熱進行焊接,Q420qE鋼板最高硬度為255 HV10;預熱50℃后,最高硬度237 HV10,鋼材淬硬傾向不明顯;預熱50℃以上可以避免焊接冷裂紋;氣體保護焊、埋弧焊分別在14~16 kJ/cm、30 kJ/cm焊接熱輸入范圍內,焊接接頭性能滿足要求。
Q420qE;高強橋梁鋼;焊接接頭;性能控制
0 前言
隨著公路、鐵路建設的迅速發展,大跨度、大節段成為鋼結構橋的發展趨勢,這一趨勢促使橋梁制造業對鋼材的需求向著高強化、特厚化方向發展,Q420強度級別高強橋梁鋼正在逐步替代傳統的Q370橋梁鋼,而且在滬通大橋等國家重點項目上Q500級別橋梁鋼也將在國內實現首次工程應用。隨著橋梁鋼強度級別的提高,橋梁焊接鋼結構在服役過程中對裂紋等缺陷更加敏感,發生低應力脆斷的危險性提高,特別是焊接接頭,由于經歷了焊接熱循環的作用,焊接熱影響區晶粒顯著粗化,并形成淬硬組織,為了保證焊接鋼結構橋的安全性,焊接接頭的缺陷控制和韌性保障顯得尤為重要[1-4]。近年來首鋼承接了白沙沱長江大橋、孟加拉帕德瑪大橋等重點工程Q420qE鋼板的供貨,為了保障工程質量,首鋼對Q420qE鋼板的配套焊接技術進行了研究,為同類用戶的施工提供參考。
1 試驗鋼板成分及性能
采用首鋼生產的50mm規格Q420qE鋼板,其化學成分及力學性能見表1和表2;所用焊材與母材為等強匹配,分別為京雷焊材生產的GFL-71Ni氣體保護藥芯焊絲,保護氣體CO2;伊薩生產的φ4.0 mm OK Autrod 12.34埋弧焊絲+OK FLUX10.62焊劑。

表1 鋼材化學成分%

表2 鋼板力學性能
鋼材焊接熱影響區的硬度和冷裂紋傾向與其化學成分密切相關。50mm規格Q420qE的Ceq、Pcm分別為0.39%,0.16%,遠低于臨界值0.40%,0.20%,表明該鋼材焊接性優良,冷裂傾向不明顯。
2 焊接冷裂紋敏感性評定試驗
通過最高硬度試驗、斜Y坡口冷裂紋敏感性試驗、CTS試驗對50 mm厚Q420qE進行冷裂紋敏感性評價。試驗采用京雷焊材生產的GFL-71Ni氣體保護藥芯焊絲,焊絲直徑1.2 mm,保護氣體為CO2。試驗時環境溫度15℃,相對濕度30%。
2.1 最高硬度試驗
試驗用鋼板的加工及硬度測定按GB 4675.5-2008《焊接性試驗—焊接熱影響區最高硬度試驗方法》標準進行。焊接工藝參數如表3所示,最高硬度打點位置如圖1所示,硬度試驗載荷10 kg。

表3 最高硬度試驗焊接工藝參數

圖1 焊接熱影響區硬度測定點位置
試驗結果如表4所示,該鋼板在環境溫度15℃下不預熱焊接,焊接熱影響區最高硬度為255 HV10;預熱50℃后焊接熱影響區最高硬度降至237 HV10。其熱影響區最高硬度遠低于臨界值350 HV10,表明該鋼板淬硬傾向不明顯。

表4 Q420qE最高硬度試驗結果
2.2 斜Y型坡口焊接裂紋試驗
斜Y坡口焊接裂紋試驗按GB4675.1-84《斜Y坡口焊接裂紋試驗方法》進行,試樣尺寸示意如圖2所示。分別進行不預熱、預熱50℃兩個條件下的試驗,從而確定該鋼板的最小預熱溫度。每個試驗條件焊接試樣2塊,焊接工藝參數如表5所示,焊后將試樣靜置48 h后進行裂紋率測定。

圖2 斜Y型坡口焊接裂紋試板示意
試驗結果見表6。由表6可知,50 mm厚Q420qE不預熱條件下,表面裂紋率、斷面裂紋率、根部裂紋率均為100%,裂紋均在焊縫處,如圖3所示;預熱
50℃時表面裂紋率、斷面裂紋率、根部裂紋率均為0%,即采用GFL-71Ni氣體保護焊絲,焊前預熱50℃以上可避免焊接冷裂紋的出現。

表5 斜Y坡口試驗焊接工藝參數

表6 斜Y坡口焊接裂紋試驗結果

圖3 不預熱條件下冷裂試樣照片
2.3 CTS試驗
CTS焊接裂紋試驗按EN ISO 17642-2:2005《金屬材料焊接性破壞性試驗焊接接頭冷裂試驗電弧焊工藝》進行,CTS試樣尺寸示意如圖4所示。試驗時先將試樣用直徑12 mm的螺栓固定好,12 h后進行拘束焊縫的焊接,為避免拘束焊縫開裂,焊前預熱100℃;試驗焊縫焊接前,將試板預熱到50℃,焊接時將試樣呈船型焊位,與水平呈45°,如圖4所示,第一道試驗焊縫焊好后立即將試板搬運到冷卻池中,試板與焊縫末端相反的一側邊緣浸入水里,浸入深度60±5 mm,確保冷卻池的水溫低于30℃,保持試板在冷卻池中,直到降至室溫,將試樣從冷卻池中取出。試板從冷卻池中取出48 h后,允許進行第二道焊縫的焊接。第二道焊縫的焊接、冷卻與第一道相同。第二道焊縫冷卻至室溫后,放置48 h以上再進行金相及硬度試驗。

圖4 試驗過程示意
焊接工藝參數見表7,焊后將試樣靜置48 h后進行裂紋率測定及硬度測定,硬度測定位置如圖5所示,CTS試樣及金相檢驗試樣如圖6所示。

表7 CTS試驗焊接工藝參數

圖5 CTS試驗硬度位置示意

圖6 CTS試樣及金相檢驗試樣
試驗結果見表8,由表8可知,50mm厚Q420qE預熱50℃后焊接,CTS金相檢驗結果判定為不裂,
熱影響區硬度均值242HV10,焊縫硬度均值224HV10,母材硬度均值為187 HV10。

表8 CTS試驗結果
3 焊接熱輸入適應性試驗
3.1 氣體保護焊焊接工藝試驗
為確定首鋼50 mm厚Q420qE鋼板氣體保護焊工藝適應性,對試驗鋼板進行平板對焊試驗,焊接坡口形式如圖7所示。試驗采用京雷焊材生產的直徑為φ1.2 mm GFL-71Ni氣體保護藥芯焊絲,保護氣體為CO2,焊前預熱80℃,層間溫度小于等于180℃,填充焊道焊接熱輸入14~16 kJ/cm,焊接工藝參數如表9所示。焊接接頭宏觀金相照片如圖8所示,未出現明顯焊接缺陷。

圖7 平板對接試板尺寸及坡口形式

圖8 氣體保護焊焊接接頭宏觀照片

表9 氣體保護焊焊接工藝參數
焊接接頭力學性能如表10、表11所示。焊接接頭力學性能結果表明,在14~16kJ/cm焊接熱輸入下施焊,焊接接頭各位置-40℃沖擊功大于47 J,焊接接頭強度大于540 MPa,且富余量很大。

表10 氣體保護焊焊接接頭沖擊性能結果

表11 氣體保護焊焊接接頭拉伸、冷彎性能結果
焊接接頭硬度結果見圖9,結果表明在14~16kJ/cm
焊接熱輸入下施焊,熱影響區未出現軟化現象。

圖9 焊接接頭硬度分布
3.2 埋弧焊焊接工藝試驗
為確定首鋼50 mm厚Q420qE鋼板埋弧焊工藝適應性,對試驗鋼板進行平板對焊試驗,焊接坡口形式如圖7所示。本試驗采用直徑φ4.0 mm的伊薩OK Autrod 12.34焊絲配合伊薩OK FLUX10.62焊劑進行試驗,焊前預熱80℃,層間溫度控制在180℃以下,焊接熱輸入30 kJ/cm,焊接工藝參數如表12所示。焊接接頭宏觀金相照片如圖10所示,未出現明顯焊接缺陷。
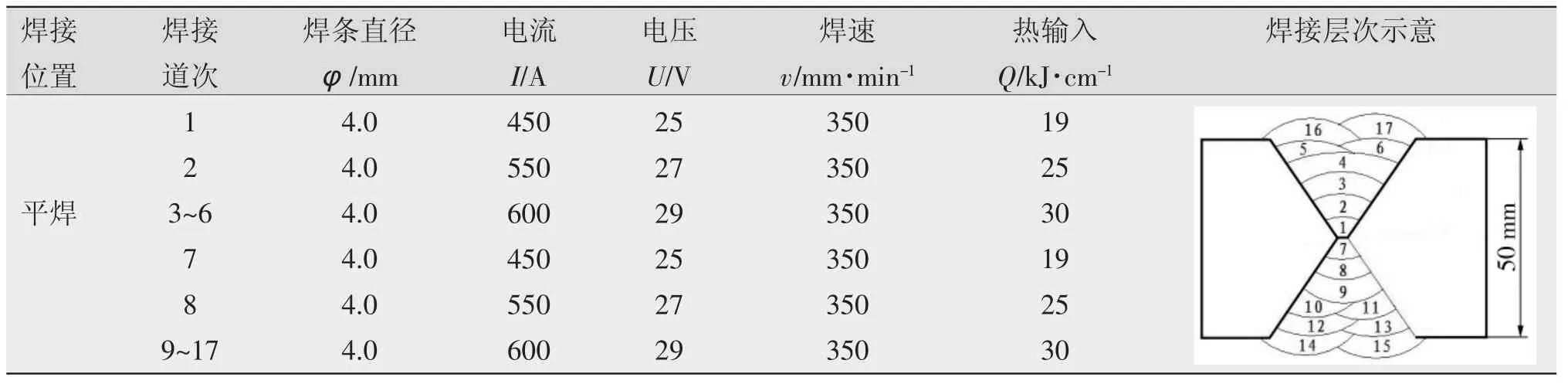
表12 埋弧焊焊接工藝參數

圖10 埋弧焊焊接接頭宏觀照片
焊接接頭力學性能如表13、表14所示。焊接接頭力學性能結果表明:在30 kJ/cm焊接熱輸入下施焊,焊接接頭各位置-40℃沖擊功大于47 J,焊接接頭強度大于540 MPa,且富余量很大。

表13 埋弧焊焊接接頭沖擊性能結果

表14 埋弧焊焊接接頭拉伸、冷彎性能結果
焊接接頭硬度結果如圖11所示,結果表明在30 kJ/cm焊接熱輸入下施焊,熱影響區出現一定程度的軟化現象,但焊接接頭抗拉強度滿足要求。

圖11 埋弧焊焊接接頭硬度分布
4 結論
(1)首鋼50 mm厚Q420qE鋼板Pcm為0.16%,室溫15℃不預熱條件下焊接,熱影響區最高硬度255 HV10,預熱50℃后焊接,熱影響區最高硬度237 HV10,兩種試驗條件下最高硬度試驗結果遠低于臨界值350 HV10,表明該鋼板淬硬傾向不明顯。
(2)斜Y型坡口冷裂紋敏感性試驗及CTS試驗結果表明,首鋼50mm厚Q420qE采用直徑1.2mm的GFL-71Ni氣體保護焊絲焊接,焊前預熱50℃以上可避免焊接冷裂紋的出現。
(3)對接接頭氣體保護焊試驗結果表明,采用φ1.2mm的GFL-71Ni氣體保護焊絲,在14~16kJ/cm焊接熱輸入下施焊,焊接接頭沖擊、拉伸、冷彎滿足標準要求,且富余量很大,焊接熱影響區未出現軟化現象。
(4)對接接頭埋弧焊試驗結果表明,采用伊薩生產的直徑φ4.0 mm伊薩OK Autrod 12.34焊絲配合伊薩OK FLUX10.62焊劑,在30 kJ/cm焊接熱輸入下施焊,焊接接頭沖擊、拉伸、冷彎滿足標準要求,且富余量很大,熱影響區出現一定程度的軟化現象,但焊接接頭抗拉強度滿足要求。
[1]苗張木.鋼箱梁焊接接頭CTOD斷裂韌性評定[J].焊接學報,2006(4):77-80.
[2]柴亮.南京大勝關長江大橋Q420qE鋼焊接工藝評定試驗[J].電焊機,2012,42(9):77-89.
[3]魏振鑫.新型橋梁高強鋼Q420qE與Q370qE鋼的焊接及應用[J].工程建設,2012(3):58-70.
[4]袁少威,許少普,劉慶波,等.80 mm橋梁用抗層狀撕裂Q420qE-Z35鋼板的試制[J].中國冶金,2013(6):26-29.
Performance control of Q420qE high strength bridge steel joint
ZHANG Xi1,2,3,LIU Hong2,GUO Zhanshan2,WANG Fenghui2,YANG Jianwei2,YONG Qilong1
(1.Central Iron and Steel Research Institute,Beijing 100081,China;2.Shougang Research Institute of Technology,Beijing 100043,China;3.Key Laboratory of New Generation Recycling Process for Iron&steel Production Technology,Beijing 100043,China)
In this article,the weld ability of 50 mm Q420qE steel plates were evaluated by max hardness test,cold crack sensibility test,CTStestand heatinput adaptabilitytest.The results indicated thatthe heataffected zone's maxhardness ofQ420qE steel plate was 255 HV10with nopreheat;afterpreheat50℃,theheataffectedzone'smaxhardnesswas237HV10.Theplatequenchinghardenabilitywas notobvious,the 50 mm plate could avoid cold crack at condition that preheat temperature was above 50℃.At the condition that GMAW heat input range from14 kJ/cmto16 kJ/cm,and SAWheat input at 30 kJ/cm,the properties ofweld joint satisfied standard.
Q420qE;high strength bridge steel;weld joint;property control
TG457.11
A
1001-2303(2016)09-0001-06
10.7512/j.issn.1001-2303.2016.09.01
2016-03-07;
2016-05-18
張熹(1980—),男,天津人,工程師,碩士,主要從事鋼鐵材料焊接技術的研究工作。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造技術與機床(2018年12期)2018-12-23 02:40:58
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
