斜60°三通管件注塑模具設計
2016-12-06 02:20:02劉嵩,王彬,劉驥
安陽工學院學報 2016年6期
劉 嵩,王 彬,劉 驥
(1.安陽工學院機械工程學院,河南安陽455000;2.昆山同日工業自動化有限公司,江蘇蘇州215000;3.東北輕合金有限責任公司,哈爾濱1500003)
斜60°三通管件注塑模具設計
劉 嵩1,王 彬2,劉 驥3
(1.安陽工學院機械工程學院,河南安陽455000;2.昆山同日工業自動化有限公司,江蘇蘇州215000;3.東北輕合金有限責任公司,哈爾濱1500003)
分析了斜60°三通管件的注塑成型過程,根據塑件的材料特性及結構形狀,對模具的澆注系統、推出機構、溫度調節和排氣系統等進行了合理設計,并對模具進行裝配。經生產試驗檢驗,其結構基本合理,尺寸基本合適。
斜60°三通管件;注塑;模具
D01∶10.19329/j.cnki.1673-2928.2016.06.002
斜三通管件是設有三個開口的管接頭,廣泛應用在輸送液體和氣體的管網中,用于改變流體的方向。按材質斜三通管件可分為金屬材質和非金屬材質。金屬材質有碳鋼、不銹鋼、合金鋼等;非金屬材質有PVC、UPVC、PPR、ABS等。本文以非金屬材質ABS的斜60°三通管為研究對象,介紹了斜三通管件注塑模具的設計過程。
1 塑件結構及工藝分析
斜60°三通管件材料選用ABS,其結構如圖1所示。ABS為淺黃色粒狀或珠狀不透明樹脂,無毒、無味、吸水率低,具有良好的綜合物理機械性能。密度1.03g/ cm3,塑件收縮率(0.3~0.8)%,尺寸穩定性良好,易于加工成型,制品表面光潔度高。管件壁厚為2mm,圖2為管件三維結構模型。采用注塑成型,進行大批量成形,要求外觀光潔,不準有劃傷、氣泡等缺陷。
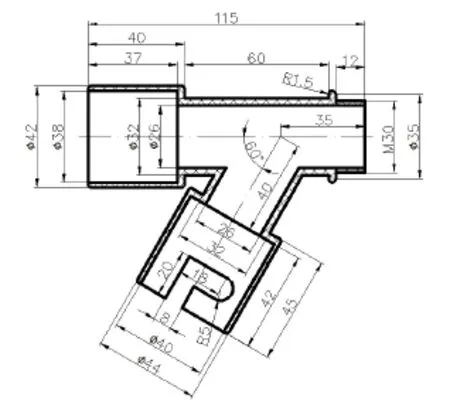
圖1 塑件平面圖
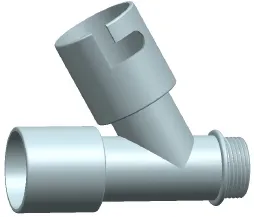
圖2 塑件三維圖
2 模具設計要點
考慮到該斜三通管件大批量生產,模具要有較高的注射效率,故采用一模兩腔結構。使用鑲件小型芯成型塑件上的豁口,節約貴重模具鋼,減少加工量,加工容易,修整方便。采用自動脫模的澆注系統,澆口形式選擇側澆口。塑件尺寸較大,形狀復雜,壁厚較薄,塑件為管形件,采用側抽芯機構。2.1型腔數目確定及設計
多型腔塑料成型的生產率高,塑件的成本低,適用于大批量、長期生產的中小型塑件。斜三通管件使用雙型腔平衡式布置,從主流道到各型腔的分流道和澆口的長度、截面形狀、尺寸及分布呈對稱性對應相同,可實現各型腔均勻進料,達到同時充滿型腔的目的。
2.2 分型面的選擇
分型面是模具動模和定模的結合面,也是模具開合的位置。分型面形狀和位置的選擇不僅關系模具結構的復雜程度和制造難度,而且直接影
響塑件的質量和生產效率,是模具設計的重要環節。塑件一模兩腔的模具結構,為便于取出塑件和澆注系統凝料,將分型面選在塑件外形最大處。斜三通管件近似為對稱結構,對稱面即為塑件外形的最大面,即直通和斜通部分軸線所在平面,選擇如圖3所示對稱面為分型面。

圖3 分型面立體圖
2.3 澆注系統的設計
主流道是澆注系統中從注射機噴嘴與模具接觸處開始到分流道為止的塑料熔體的流動通道。主流道是熔體最先流經模具的部分,它的形狀與尺寸對塑料熔體的流動速度和充模時間有較大影響,因此,必須使熔體的溫度降低和壓力損失最小。為了讓主流道凝料能從澆口套中順利拔出,主流道應設計成圓錐形,其錐角α為2~6°。
斜三通管件模具為一模兩腔結構,應設置分流道。分流道可以改變熔體流向,使其以平穩的流態均衡地分配到各個型腔。設計時應注意盡量減少流動過程中的熱量損失和壓力損失。斜三通管件模具中采用梯形分流道形式,加工較容易,熱量損失與壓力損失均不大。考慮到塑件結構形狀以及ABS的特性,長度要盡可能短,且彎折少,以便減少壓力損失和熱量損失,節約塑料的原材料和降低能耗。
澆口的開設位置對制品的質量影響也比較大,本設計采用側澆口的方式,側澆口開設在分型面上。圖4為模具澆注系統示意圖。

圖4 澆注系統示意圖
2.4 成型零件的結構設計
型腔由動、定模板和型芯三部分組成。動、定模板形成塑件的外表面,型芯形成塑件的內表面,定模鑲件小型芯成型塑件上的豁口。側澆口開在定模板上,使加工方便,有利于型腔拋光。定模鑲件小型芯可以更換,增長模具壽命。圖5為定模板結構示意圖,圖6為動模板結構示意圖。
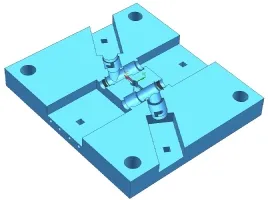
圖5 定模板型腔立體圖
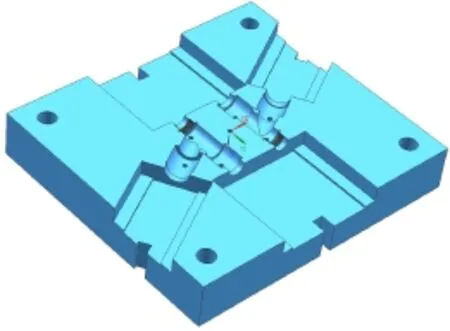
圖6 動模板型腔立體圖
斜三通管件模具中有兩個階梯軸型芯和一個圓柱型芯,型芯端部開有斜面,三個型芯共同組合形成斜三通管的內壁,需有較長的抽拔距離實現同時抽芯,超出斜導柱側向抽芯機構允許的抽拔距離,故采用彎銷式側向分型機構。彎銷式側向分型機構允許較長的抽拔距離,并可實現延時抽芯,強度更高,傾角更大。型芯用定位銷嵌入到滑塊內,由彎銷帶動滑塊機構完成側向分型與抽芯。
2.5 推出機構的設計
單分型面注射模多以一次推出機構為主。斜三通管件模具為單分型面注射模,選用一次直通式推桿推出機構。推桿工作端面為圓形截面,材料使用T8A碳素工具鋼,熱處理硬度為50~54HRC。推桿工作端配合部分的表面粗糙度值Ra 取0.8μm。根據推桿直徑和塑料品種,推桿工作端與模板或型芯上推桿孔的配合采用H8/m7的間隙配合。圖7為推桿的設計及分布。采用彈簧復位裝置,結構簡單,但必須保證彈簧要有足夠的彈力,如彈簧失效,應及時更換。
2.6 溫度調節及排氣系統的設計
模具的溫度直接影響到塑件成型的質量和生產效率。斜三通管件材料為ABS,熔體溫度在160℃以上,模具型腔溫度在40℃左右,僅需設計冷卻系統。如圖8所示分別在定模板和動模板上開設8條冷卻水道,直徑均為10mm,端部攻M14管螺
紋,距離分型面40mm,水道間距40mm。冷卻介質為水,水溫25℃,水量越多,冷卻效果越好。在水道兩側安裝噴嘴和接頭,可與外界連接。

圖7 推桿推出分布圖

圖8 水路分布圖
模具分型面設在塑件最大截面處,分型面上設有側澆口,且分型面所在的型腔是熔料最后填充的部位,有利于型腔內氣體的排出。另外頂桿和頂桿孔間隙也可起到排氣作用。故模具不需增加排氣系統,簡化模具結構,減小模具的生產制造成本。
3 模具結構及工作過程
模具結構如圖9所示,立體裝配圖如圖10所示。模具工作過程:模具閉合,熔融塑料由噴嘴注入型腔,經過一段時間的保壓和冷卻定型后開模。開模時動模部分向后移動,塑件與滑塊一起隨動模移動。凝料從分流道盡頭斜澆口處斷裂。動模部分繼續后移,動模板中心的錐形孔將主流道凝料拉出。滑塊在彎銷13的作用下向兩側移動,通過圓柱銷帶動型芯18、25和側向抽芯36在導滑槽37內運動,直至型芯與塑件完全脫開,完成側向抽芯動作,塑件留在動模一側凹模內。開模到一定程度,注塑機推出機構開始工作。推板10帶動頂桿4將塑件從凹模內推出,同時帶動頂桿30將凝料從動模錐形孔內推出,完成脫模。推板、推桿在復位彈簧5作用下復位。
合模時,動模部分向前移動,型芯在斜導柱作用下向凹模內移動復位,最后型芯彎銷鎖緊,準備下一周期注塑。

圖9 裝配平面圖

圖10 裝配爆炸立體圖
結論
依據斜三通管件的結構特點,設計了一模兩腔注塑模具,以塑件最大截面為分型面,采用平衡式的澆注系統,澆口設計在分型面上,設計了8條水道,以分型面間隙和頂桿與頂桿孔的間隙為排氣系統。經生產試驗檢驗,模具結構基本合理,尺寸基本合適。
[1]張利堂.專用三通管注射模設計[J].新技術新工藝,2014 (9)∶19-21.
[2]孟少明.基于Pro/E三通管件注射模設計[J].塑料制造,2009(4)∶73-75.
[3]徐超輝,侯銀海.基于Pro/E的三通管注射模設計[J].模具制造,2009,9(8)∶39-43.
[4]許發樾.實用模具設計與制造手冊[M].北京∶機械工業出版社,2001.
[5]趙昌盛.實用模具材料應用手冊[M].北京∶機械工業出版社,2005.
[6]史鐵梁.模具設計指導[M].北京∶機械工業出版社,2003.
[7]王好,田寶善,田雁晨.塑料注射模具技巧與實訓[M].北京∶化學工業出版社,2003.
Design of Injection Mold for the 60°Diagonal Tee Pipe
LIU Song1,WANG Bin2,LIU Ji3
(1.Department of Mechanical Engineering,Anyang Institute of Technology,Anyang 455000,China;2.Tungray Industrial Automation
(Kunshan)Co.,Ltd.Suzou 215000,China;3.Dongbei Light Alloy Co.,Ltd.Harbin,150000,China)
The forming process of a 60°diagonal tee pipe was analyzed,based on the material characteristics and the structural shape,introduced the design of the injection mold.The inject system,ejecting mechanism,tempera?ture control and exhaust system were establish,got the assembly drawing of injection mold.The production prac?tice showed that the mold structure was rational and safe in operation.
60°diagonal tee pipe;injection;mold
TQ320.662
A
1673-2928(2016)06-0003-04
(責任編輯:郝安林)
2016-03-20
劉嵩(1987-),女,河南省安陽市人,安陽工學院機械工程學院教師,研究方向:金屬塑性成形工藝的數值模擬。
猜你喜歡
哲學評論(2021年2期)2021-08-22 01:53:34
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
中華詩詞(2019年7期)2019-11-25 01:43:04
模具制造(2019年3期)2019-06-06 02:10:54
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
現代企業(2015年9期)2015-02-28 18:56:50