40Cr銑刀桿的熱處理工藝改進
2016-12-06 02:20:02王江紅肖軟生張政偉張素芳
安陽工學院學報 2016年6期
王江紅,肖軟生,張政偉,張素芳
(1.中國聯合裝備有限公司安陽機械廠;2.安陽鑫盛機床股份有限公司,河南安陽455000)
40Cr銑刀桿的熱處理工藝改進
王江紅1,肖軟生2,張政偉1,張素芳1
(1.中國聯合裝備有限公司安陽機械廠;2.安陽鑫盛機床股份有限公司,河南安陽455000)
對40Cr銑刀桿的亞溫淬火工藝進行了研究,結果表明:其顯微組織是鐵素體+回火索氏體,且力學性能指標滿足銑刀桿的相關技術要求。該工藝節省了電能,縮短了淬火冷卻時間,降低了對環境的污染,具有明顯的經濟效益和推廣價值。
40Cr鋼;亞溫淬火;銑刀桿;熱處理工藝
D01∶10.19329/j.cnki.1673-2928.2016.06.001
40Cr是一種比較常見的中碳合金鋼,在機械制造業中具有較為廣泛的應用;40Cr鋼經過調質處理后具有良好的綜合力學性能,良好的低溫沖擊韌性和低的缺口敏感性,常用于制造承受中等速度和中等負荷的機械零件,如汽車半軸,轉向節以及普通機床上的齒輪、蝸桿、花鍵軸等。40Cr鋼具有較好的淬透性,在靜油中的臨界淬火直徑為Ф22 mm,在20℃水中的臨界淬火直徑為Ф38 mm。本文的主要內容是把40Cr銑刀桿的常規調質工藝改為亞溫淬火工藝,同時用水代替油作為淬火介質,提高了生產效率,降低了能源消耗,減少了對環境的影響,具有良好的應用效果。
1 銑刀桿輪廓圖及工況簡介
我公司研制的XK231240-CA001專用數控龍門銑床,其中背銑頭銑刀桿為40Cr材料;圖1為銑刀桿加工示意圖,圖2為銑刀桿零件圖。從圖1可看出,該銑刀桿中間安裝有三組成形圓盤銑刀,當加工不同的工件時,需要根據不同的需要更換隔套,因此要求該銑刀桿表面具有較高的硬度和良好的耐磨性。由于成形銑刀加工工件時為非連續切削,從而使銑刀桿承受周期性的交變應力,因此要求其芯部具有較好的韌性。
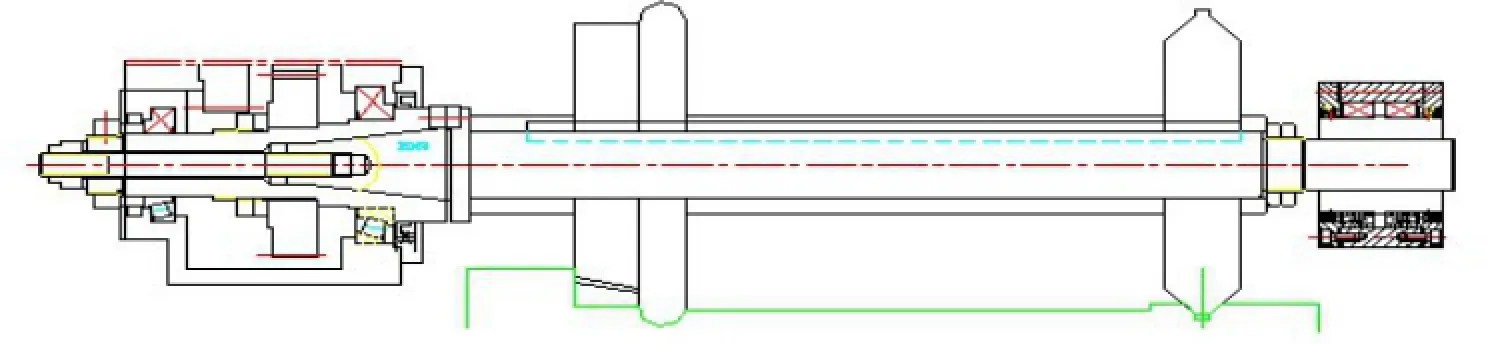
圖1 銑刀桿加工示意圖
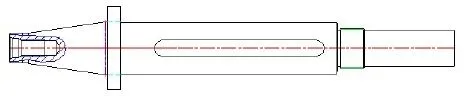
圖2 銑刀桿零件圖
2 銑刀桿的熱處理工藝改進
綜合前述銑刀桿的工況條件可知,銑刀桿要求良好的綜合力學性能,必須得到硬度+韌性的良好協同配合,因此需要進行調質處理。其熱處理硬度要求為HB 280~320,由于刀桿為40Cr材料,其傳統的調質工藝多采用840~860℃加熱+油冷淬火+540~560℃高溫回火的熱處理工藝。該工藝盡管力學性能優良,但是存在兩個缺點:1)由于油的冷卻能力較弱,銑刀桿的淬硬層較淺,不能充分發揮材料的潛力;2)淬火工件油冷過程中,容易產生油煙,對環境造成污染,且油在高溫下容易老化,經過一段時間需要更換,因此淬火成本較高。
亞共析鋼在低于完全奧氏體化的Ac3溫度淬火即是亞溫淬火,由于亞溫淬火的淬火溫度低,可
有效節省能源,同時減小應力及變形,因此得到較多的應用。對40Cr銑刀桿采用亞溫淬火工藝,40Cr的相變溫度Ac1為743℃,Ac3為782℃,因此其亞溫淬火的熱處理調質工藝為:770~780℃加熱+水冷淬火+540~560℃高溫回火。
3 不同工藝的顯微組織分析
為了驗證改進工藝,把同一刀桿分成兩部分,根據上述兩種不同的熱處理工藝分別進行處理。圖3(a)是840℃正常保溫+油冷淬火+560℃回火后放大400×的顯微組織,其顯微組織是回火索氏體,因為在840℃保溫時,鐵素體已經充分溶解并奧氏體化,珠光體中的滲碳體可以充分地溶解在奧氏體中,在油中進行冷卻時,奧氏體的面心立方晶格轉化為低溫鐵素體的體心立方晶格,而碳原子來不及析出被封閉在鐵素體內,從而引起晶格的強烈畸變,硬度急劇升高,形成了馬氏體組織。經過回火,這些碳原子會從鐵素體中析出,從而使畸變程度減弱,硬度降低;碳原子隨著回火溫度的升高逐漸聚集,形成在鐵素體上分布的顆粒狀滲碳體,也就是回火索氏體,具有良好的綜合力學性能[1]。
圖3(b)是780℃加熱保溫+水冷淬火+560℃回火后放大400×的顯微組織,此時的顯微組織是鐵素體+回火索氏體。根據鐵碳合金相圖,在780℃加熱保溫時,由于溫度較低,部分鐵素體尚未完成奧氏體轉變,其顯微組織是鐵素體+奧氏體的雙相組織。當在水中冷卻時,奧氏體發生馬氏體轉變,而鐵素體則保留了下來,常溫下形成了馬氏體+鐵素體的雙相組織,再經過回火,則形成了鐵素體+回火索氏體。這種雙相組織具有一定的優點:1)鐵素體硬度低,塑性好,利用水作為淬火介質冷卻時,冷卻速度較快,而鐵素體的存在,可有效地減少熱應力,從而減小工件變形,降低開裂傾向,且容易得到較深的淬硬層;2)此時加熱溫度屬于兩相區,組織沒有完全奧氏體化,淬火溫度較低,可以有效地節省能源;3)淬火前的組織是鐵素體+奧氏體,鐵素體可以固溶Sn、P等之類的雜質原子,減少在晶界的偏聚,降低脆性[2~3];4)由于淬火時尚未完全奧氏體化,此時的奧氏體晶粒比較細小,根據組織的遺傳規律,低溫轉變得到的馬氏體晶粒也比較細小,按照霍爾-佩奇公式可知,細小的晶粒具有明顯的細晶強化作用[4~5];5)由于淬火溫度較低,可以用水代替油進行淬火,并且沒有油煙,可以有效地減輕對環境的污染,同時不宜脫碳和氧化。因此亞溫淬火具有明顯的工藝優勢。
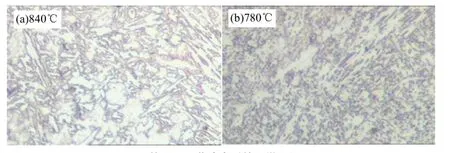
圖3 不同熱處理工藝淬火后的顯微組織(400×)
4 不同工藝的力學性能試驗結果
利用相關的力學檢測設備對兩種工藝處理后的試樣進行力學性能檢測,其具體的測量結果如表1所示。表1是試樣在840℃常溫淬火+560℃高溫回火和780℃亞溫淬火+560℃高溫回火后的力學性能指標,從表中可以看出,在同樣的回火溫度下,銑刀桿的硬度和強度兩種工藝指標相差較小,在斷后伸長率的指標上,亞溫淬火還稍微超出,而沖擊韌性指標,則亞溫淬火的指標為123.4 J/cm2,其數值為正常保溫淬火98.1 J/cm2的127%,由此可知亞溫淬火具有明顯的沖擊韌性提升效應,而這種韌性的提升,有利于銑刀桿材料潛力的發揮,從而在服役過程中可以吸收更多的能量而不被折斷,滿足了銑刀桿的技術條件和技術要求。但亞溫淬火可以采用自來水淬火,因此具有如下優勢:第一,不會像油一樣,溫度升高容易燃燒;第二,不會冒油煙,水蒸氣不會造成對環境的污染;第三,水的成本較低,可反復使用;第四,亞溫淬火的淬火溫度比較低,可降低淬火溫度,節省能源。

表1 不同熱處理工藝后的力學性能
5 結論
1)40 Cr銑刀桿采用780℃水冷亞溫淬火+ 560℃高溫回火的熱處理工藝,其顯微組織是鐵素體+回火索氏體,且力學性能指標滿足相關的技術要求。
2)利用改進的亞溫淬火調質工藝,可用水代替油作為冷卻介質,從而提高淬火效率,降低能源消耗,具有較好的經濟效益和社會效益,具有良好的推廣價值和應用前景。
[1]夏立芳.金屬熱處理工藝學[M].哈爾濱:哈爾濱工業大學出版社,2012.
[2]崔忠析,劉北興.金屬學與熱處理原理[M].哈爾濱:哈爾濱工業大學出版社,2004.
[3]馬躍新,鄒安全,鄧俊彥.40Cr亞溫淬火研究[J].現代制造工程,2006(6):87-142.
[4]黃廷杰.40Cr鋼強韌化處理后的力學性能[J].熱加工工藝,2006,35(14):56-57.
[5]劉東.45鋼亞溫淬火工藝可減少淬火開裂傾向[J].煤礦機械,2009,30(5):108-109.
Improvement of Heat Treatment Process of 40Cr Cutter Bar
WANG Jianghong,XIAO Ruangsheng,ZHANG Zhengwei,ZHANG Sufang
(1.China National United Equipment Group Corp.Anyang Machinery Co.,Ltd.;2.Anyang Xinsheng Machine Tool Co.,Ltd.Anyang 455000,China)
The sub-temperature quenching process of 40Cr cutter bar was studied.The results show that∶The microstructure is ferrite+tempered martensite and mechanical properties meet technical requirements of the milling cutter bar.The improvement technology saves electric energy,shortens the quenching time,reduces the pollution to the environment,and has obvious economic benefit and promotion value.
40Cr steel;sub-temperature quenching;cutter bar;heat treatment process
TG156.3
A
1673-2928(2016)06-0001-03
(責任編輯:郝安林)
2016-03-20
國家重大科技專項“國產數控系統在車床企事業應用示范工程”,項目編號:2012ZX04011-012。
王江紅(1972-),女,河南林州市人,中國聯合裝備有限公司工程師,研究方向:熱處理工藝、機床設計。
猜你喜歡
材料與冶金學報(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年3期)2019-07-10 00:54:00
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
中國塑料(2015年12期)2015-10-16 00:57:14
焊接(2015年9期)2015-07-18 11:03:53
石油化工應用(2014年8期)2014-03-11 17:40:03