高效高精度動態靜態組合塊狀食品稱重分選系統
2016-12-05 08:27:06韓喬生蘆金石陶學恒王學俊
食品與機械 2016年10期
關鍵詞:系統
韓喬生 蘆金石 陶學恒 王學俊 姜 超
(1. 大連現代輔機開發制造有限公司,遼寧 大連 116000;2. 大連工業大學,遼寧 大連 116000;3. 國家海洋食品工程技術研究中心,遼寧 大連 116000)
?
高效高精度動態靜態組合塊狀食品稱重分選系統
韓喬生 蘆金石 陶學恒 王學俊 姜 超
(1. 大連現代輔機開發制造有限公司,遼寧 大連 116000;2. 大連工業大學,遼寧 大連 116000;3. 國家海洋食品工程技術研究中心,遼寧 大連 116000)
將高效的動態傳輸和高精度的靜態稱重相結合,開發高效高精度的塊狀食品稱重分選系統。該系統采用傳輸帶完成物料的不間斷傳輸,在稱重前將物料依次排成多排,利用多個靜態稱重傳感器依次完成物料間歇的靜態稱重,并依次落料后進行分類包裝,完成靜態稱重和動態傳輸相結合的高效高精度的塊狀食品稱重,稱重分級的重量可根據實際需要調整,系統每分鐘可稱重150次,稱重精度可達到0.1%,稱重誤差≤±0.002 kg達到稱重高精度標準。控制系統采用人機界面(HMI)和PLC相結合的控制方式,操作簡便、可靠性強、可視化程度較高,同時帶有遠程控制接口,能夠完成系統的遠程監控。
靜態稱重;動態稱重;塊狀食品稱重
在自動化包裝流水線中,要求對包裝物品進行實時質量檢測。如何實現高速、高精度的動態稱重已經成為食品機械工程中的前沿研究課題,也是生產實踐中迫切需要解決的技術難題之一[1-3]。
稱重方式包括:動態稱重和靜態稱重。靜態稱重雖然精度較高,但是稱重時,需要稱重件在稱重傳感器上保持一定時間的靜止,稱重效率較低,無法滿足市場的需要。動態稱重由于稱重速度快而廣泛應用于食品包裝領域中,但與靜態稱重系統相比,稱重精度較低[4-5]。
目前,中國動態稱重設備測量精度較低,穩定性較差;國外同類產品測量精度較高,穩定性好。但是上述兩種動態稱重設備都難以克服現有動態電子秤的缺點:稱重傳感器需要稱量被測物和稱重臺的總重量(量程越大→測量精度越低);動態補償算法不能完全消除干擾[6-8]。本研究針對海珍品加工包裝要求的特點,擬將靜態稱重的高精度和動態稱重的高效相結合,完成高效高精度的稱重系統的開發。本稱重系統采用人機界面(HMI)和PLC相結合的控制方式,確保控制系統簡單可靠,以及較好的人機交互功能。并制定相應控制策略,確保稱重系統的正常運行。
1 稱重系統結構設計
在單條物料輸送線中,完成多組靜態稱重,完成靜態稱重和動態傳輸相結合的稱重系統開發。本設計開發的稱重系統采用3個靜態稱重傳感器,系統的工作原理如圖1所示,傳輸帶1和稱重系統傳輸帶3連續運轉,物料(黑色方塊)2從左向右移動,在經過撥料機構4時,按一定次序,將物料由1排變為3排,依次對應3個靜態秤5。這樣,物料依次落在右位(圖1下方)、中位和左位(圖1上方)的電子秤上,在第一排物料落在右位電子秤上后,物料靜止,進行靜態稱重,當第三排物料落在左位電子秤上時,右位電子秤上的物料稱重完畢,電子秤落料。然后,依次測量中位和左位電子秤上的物料,依次循環,把整個系統的動態測量轉化成為每個秤的靜態測量。從系統的整體上來看,物料始終是在動態傳輸的,而在稱重時,物料是靜止的,這樣就將動態運輸和靜態稱重的結合,完成高效高精度的稱重系統。

1. 傳輸帶 2. 物料 3. 稱重系統傳輸帶 4. 撥料機構 5. 靜態秤
圖1 稱重系統原理圖
Figure 1 Schematic diagram of the weighing system
按照上述的動作原理,利用Solidworks軟件完成高效高精度稱重系統的機械結構設計[9-10],稱重系統的裝配圖見圖2。
該稱重系統主要包括分選撥料機構和靜態電子秤的擺動卸料機構。

1. 入料傳輸帶 2. 稱重系統傳輸帶 3. 觸摸屏 4. 撥料機構 5. 靜態秤與卸料機構 6. 出料口
圖2 三維效果圖
Figure 2 Three dimensional effect chart
1.1 分選撥料機構設計
稱重系統的分選撥料機構見圖3。
在圖3中,輸送帶光電開關對物料進行檢測,檢測到物料后,控制系統對物料編號,步進電機2通過直線滑軌上的滑塊驅動撥料板3,撥料板3將物料依次撥到右、中、左三列上。在直線滑軌兩端放置光電開關4,行程開關決定了撥料板3的最大行程,同時作為校正的基準。
如圖3,撥料輸送帶與撥料機構。步進電機2驅動絲杠導軌進行滑動。上一級輸送機構將物料輸送至撥料輸送帶(寬30 cm),通過如圖位置的光電開光上升沿識別物料后,對物料進行撥動。

1. 光電開關 2. 步進電機 3. 撥料板 4. 光電開關
1.2 擺動卸料機構設計
擺動卸料機構如圖4所示,稱重傳感器1完成稱重后,驅動電機5驅動由從動桿B 2、從動桿A 3和主動桿4構成的四桿機構擺動,帶動連接到從動桿B 2上的稱重傳感器1和物料托盤從水平狀態到向下傾斜60°的擺動,完成卸料;完成卸料之后,驅動電機5反向轉動驅動從動桿B 2、從動桿A 3和主動桿4構成的四桿機構擺動,帶動稱重傳感器1和物料托盤恢復到水平位置。
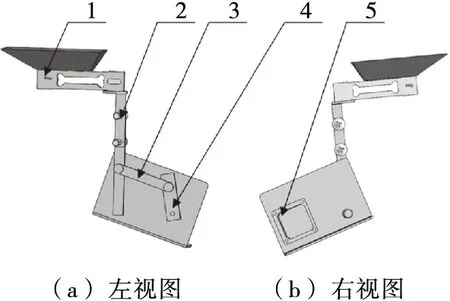
1. 稱重傳感器 2. 從動桿B 3. 從動桿A 4. 主動桿 5. 驅動電機
圖4 擺動卸料機構
Figure 4 Swing unloading mechanism
2 稱重系統硬件設計
本設計采用西門子PLC作為稱重系統的控制器[11-13],PLC的型號為CPU224XP CN,控制系統框圖見圖5。
在圖5中,PLC控制分選撥料電機、擺動卸料電機和傳送帶電機完成稱重系統的排料、稱重完成之后的卸料和傳送帶的運行;3個稱重傳感器完成物料的稱重,并將稱重數據上傳;行程開關限制撥料板的最大行程同時作為撥料板運行的校正基準;光電開關檢測物料;通過人機交互界面(HMI)完成系統的監控、數據的采集和系統調試等。本稱重系統通過PLC完成所有控制的實現和數據采集,并通過RS232完成和上位機的數據交換。
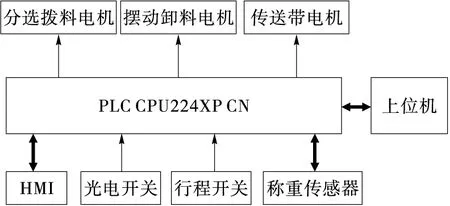
圖5 硬件結構框圖
控制部分選用西門子PLC 224XP CN和模擬量模塊EM235,PLC部分的接線圖見圖6。圖中左側輸入端分別代表:SQ1、SQ2為限制分選物料的撥料板位移的行程開關;SB1為系統工作的運行按鈕;SB2為系統的停止按鈕;I0.4輸入端為識別物料的光電開關。
驅動分選撥料機構的分選撥料步進電機接線圖如圖7所示,MB450A為步進電機驅動器,PUL+與PLC的高速脈沖輸出Q0.0相連,PUL控制步進電機轉動位移和速度;DIR控制步進電機的旋轉方向。
驅動3個稱重托盤的擺動卸料機構的3個步進電機接線圖如圖8所示,3個步進電機為Stepper motor1、Stepper motor2、Stepper motor3,3個步進電機的PUL+分別通過繼電器KA1、KA2、KA3(如圖6)與PLC的高速脈沖輸出Q0.1相連,在任意時刻僅有一個繼電器通電閉合,即任意時刻PLC僅向一個步進電機驅動器輸入高速脈沖,只有一個擺動卸料機構動作。DIR控制3個步進電機的旋轉方向。

圖6 PLC部分接線圖
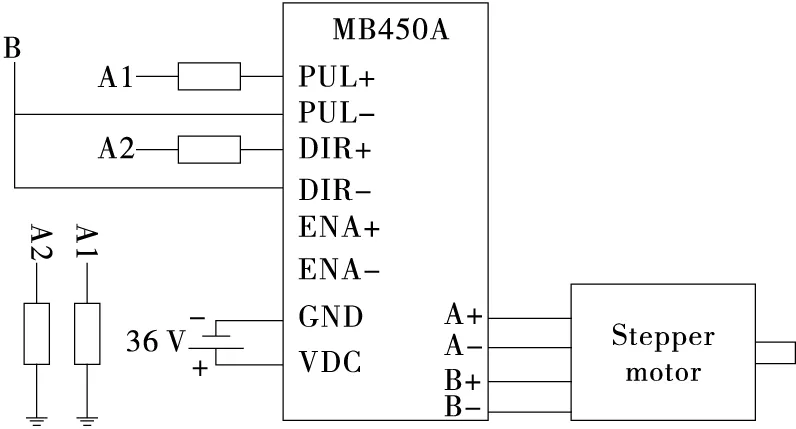
圖7 分選撥料機構步進電機接線圖
Figure 7 The wiring diagram of the stepping motor for the sorting and feeding mechanism
3個靜態稱重傳感器通過電壓變送器WS1521-171與PLC的模擬量模塊EM235相連,見圖9。I/O分配表見表1。
3 系統軟件設計
本設計的稱重系統可以通過HMI完成系統的監控、數據的采集[14-16],并可以調節傳動帶、分選撥料和擺動卸料等參數;并通過RS232通信,將PLC的數據上傳到上位機上。PLC主要完成上料、分選撥料、稱重和擺動落料等過程的主要控制,PLC控制系統的程序框圖見圖10。
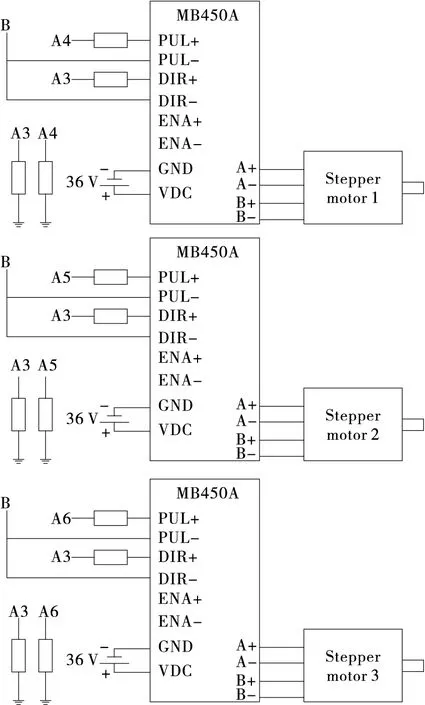
圖8 擺動卸料機構步進電機接線圖
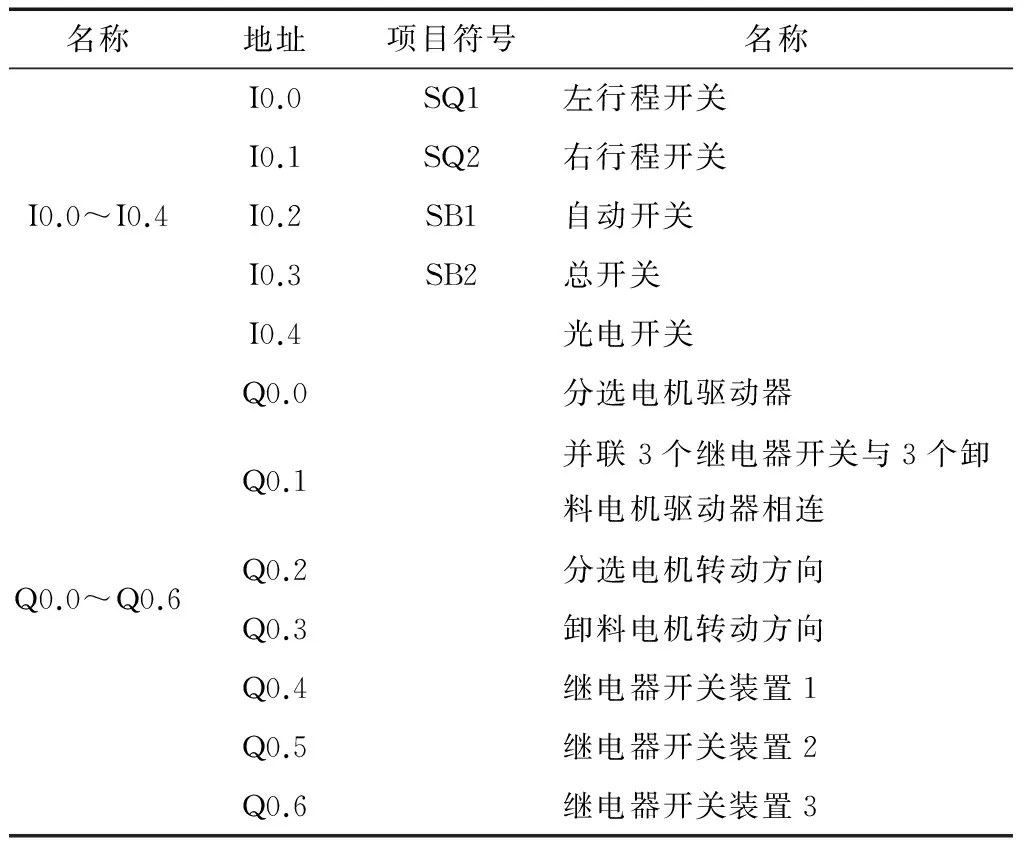
名稱地址項目符號名稱I0.0~I0.4I0.0SQ1左行程開關I0.1SQ2右行程開關I0.2SB1自動開關I0.3SB2總開關I0.4光電開關Q0.0~Q0.6Q0.0分選電機驅動器Q0.1并聯3個繼電器開關與3個卸料電機驅動器相連Q0.2分選電機轉動方向Q0.3卸料電機轉動方向Q0.4繼電器開關裝置1Q0.5繼電器開關裝置2Q0.6繼電器開關裝置3
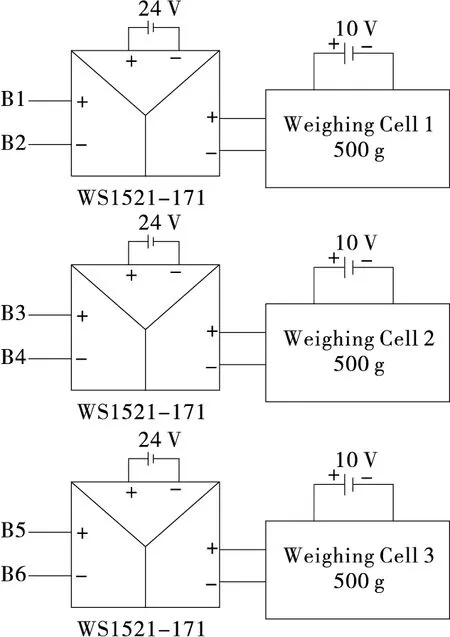
圖9 稱重傳感器接線圖
在圖10所示的程序框圖中:

圖10 程序流程圖
① 傳送帶運行,即物料在傳送帶上開始向稱重系統上移動;
② 物料識別,即當物料運輸到光電開關識別區域時,光電開關識別物料,并對物料編號,編號順序:為1、2、3、……、n;
③ 當物料號是3n+1(n=0,1,2,…)時,擺動撥料機構將物料撥入1號料道;
⑤ 在物料分別到達1、2和3號料道末端的1、2和3號稱重器上時,在物料和稱重器相對靜止一定時間后,稱重器開始完成靜態稱重;
⑥ 稱重完成后卸料,卸料順序:1號卸料→2號卸料→3號卸料。為保證在稱重系統高效運行的條件下,靜態稱重有足夠的稱重時間,在向3號稱重器落料時,1號稱重器卸料;在向1號稱重器落料時,2號稱重器卸料;在向2號稱重器落料時,3號稱重器卸料。
物料在運輸的過程中前后的間距不固定,間距過大會減慢稱重效率或者過小會發生同一個托盤中上次稱重未完成又進入新的物料,直接影響稱重系統以及準確度。因此物料輸送帶需要引入一套動態算法會根據物料的間距自動調整運料的速度,給予稱重器在穩定的時間范圍內完成對每個物料的稱重。最大化提高了設備的效率。
設稱重器完成稱重卸料的完整動作所需時間是ns,輸送帶速度需保證分選后的每列中相鄰兩個物料的時間間隔在n~n+1 s。超出這個范圍,輸送帶會根據以下方法進行調整。
① 當t-T<0時,Vn=Vt/T+1(T+1=S/V),此時屬于物料時間間隔小于最大稱重完成時間,所以輸送帶需要放慢速度保證稱重的完成;
② 當1>t-T>0時,Vn=V;
③t-T>1時,Vn=Vt/T+1(T+1=S/V),此時屬于物料時間間隔大于最大稱重完成時間,所以輸送帶需要加快速度保證稱重的完成。
在上述方法中:
為克服維生素易被氧化等缺點,牙膏中一般使用維生素C磷酸酯鹽,如維生素C磷酸酯鎂、維生素C磷酸酯鈉。維生素C磷酸酯鹽進入人體后,均能通過磷酸酯酶迅速酶解游離出維生素C,發揮維生素C特有的生理生化功能。維生素C磷酸酯鎂在高溫加熱時比維生素C穩定,在牙膏中的用量一般為0.1%~0.5% 。
T=n;
t——同列中相鄰兩個物料的時間間隔,s;
V——輸送帶初始速度,cm/s;
Vn——輸送帶新速度,cm/s;
v——輸送帶實際速度,cm/s。
4 樣機調試
通過對樣機的測試進行300次稱重對比,發現其中稱重分級的重量可根據實際需要調整,本測試中暫分為0.2~0.4,0.4~0.6,0.6~0.8 kg三個重量檔對物料進行分類,經過動態稱重測試得出的稱重值見表2,與使用靜態電子秤稱得的物料實際重量相比較,稱重精度基本可以達到傳感器自身精度0.1%,遠超中國現有動態稱重產品的稱重精度。并且每分鐘可稱重150次,超過中國同類產品的平均速度(120次),可以做到高效稱重。
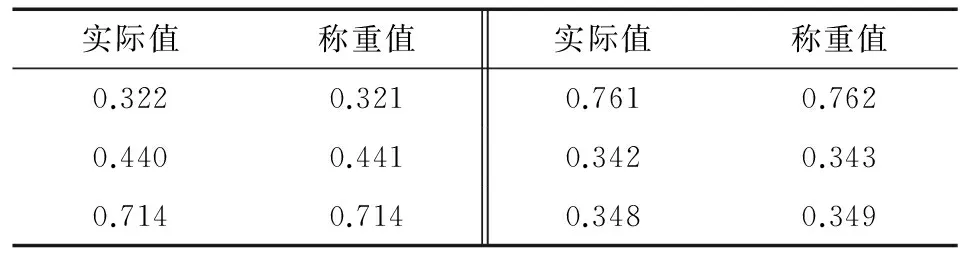
表2 物料實際重量與稱重值
5 結束語
高效高精度動態靜態組合塊狀食品稱重分選系統達到了自動高效稱重分級的目標,在系統中應用輸送帶、可編程控制器、步進電機、內部程序與設計的機械結構的共同作用。使物料進行分列靜態稱重,經樣機調試得出如下結果:
① 本系統每分鐘可稱重150次,達到高效的標準;
② 在保持系統整體動態運輸的同時,給予物料充足的時間進行靜態稱重,稱重精度可達到0.1%,稱重誤差≤±0.002 kg達到稱重高精度標準(同類產品稱重精度為0.5%);
③ 在系統內部程序的控制下,對物料的重量進行分級處理。此過程中重量分級的范圍可操作更改,由觸摸屏手動鍵入進行修改,由此系統滿足了重量分級的要求。
④ 系統采用PLC控制,運行穩定,并且通過建立的觸摸屏界面對系統進行實時的參數修改與數據監控。
本設計還存在一些問題有待改進:
① 系統稱重速度只達到了中國動態稱重領域的高速標準,與國外產品相比仍有差距;
② 系統機械機構只考慮了海珍品的外觀特性,對其他食品承載運輸略有不足;
③ 系統在測試階段運行的穩定性不夠。
在下一步的研究中,將設計使用本系統相同稱重傳感器的動態稱重系統,完成稱重系統和動態稱重系統的比較試驗,進一步驗證稱重系統的高精度和高效特性。
[1] 毛建東. 動態稱重系統的級建模及神經網絡辨識[J]. 食品與機械, 2009, 25(1): 112-116.
[2] 李光樂. FFS包裝機伺服電子定量秤研究[J]. 食品與機械, 2013, 29(4): 118-121.
[3] 賈麗娜, 張輝, 陳文慶. 顆粒狀物料自動稱量機研究[J]. 機電工程, 2012, 29(1): 46-48.
[4] 胡立志, 胡赤兵, 吳坡, 等. 基于PLC的自動稱重系統[J]. 新技術新工藝, 2009, 12(2): 61-70.
[5] 李永偉, 朱婧菲, 劉占陽, 等. 連續輸送物料計量稱重系統的設計[J]. 河北科技大學學報, 2013(2): 1 008-1 542.
[6] 曾繁玲. 基于施耐德Twido PLC的自動稱重包裝機的控制[J]. 制造業自動化, 2012, 34(5): 147-158.
[7] 裴學勝, 程超然. 工業設計在食品機械中的應用[J]. 食品工業, 2015(4): 34-51.
[8] 馬永微. 基于綠色理念的食品機械設計研究[J]. 山東工業技術, 2015, 7(2): 55-57.
[9] 宋芳, 孫全穎, 陳濤, 等. PLC與電子稱之間的通訊技術研究[J]. 哈爾濱理工大學學報, 2004(1): 13-20.
[10] YIN Y, WANG S R, WANG C C, et al. Driving-mode test of dual-mass MEMS gyroscope[J]. Opt. Precision Eng., 2009, 17(6): 1 355-1 360.
[11] 黃曉杰, 孟鑫, 劉崑. 食品機械設備課程教學模式的探究與實踐[J]. 農業科技與裝備, 2015(2): 133-136.
[12] 牛犇. 探究面向制造和裝配的食品機械設計[J]. 科技資訊, 2014(7): 78-82.
[13] 龔林生. 綠色理念在機械設計制造中的應用[J]. 科技創新與應用, 2014(6: 73.
[14] MURAKOSHI T, YASUO E, FUKATSU K, et al. Electrostatically levitatedring shaped rotationalgyro/accelerometer[J]. Japanese Journal of Applied Physics, 2003, 42(4B): 2 468-2 470.
[15] SUNG W T, SUNG S K, LEE J Y, et al. Development of a lateral velocity-controlled MEMS vibratory gyroscope and its performance test[J]. Journal of Micromechanics and Microengineering, 2008, 18(2): 1-13.
[16] HOULIHAN R, KRAFT M. Modelling squeeze film effects in MEMS accelerometer with a levitated proofmass[J]. Journal of Micromech Microeng, 2005, 15(3): 893-902.
Efficient high-precision dynamic and static combination of bulk food weighing sorting system
HANQiao-shengLUJin-shiTAOXue-hengWANGXue-junJIANGChao
(1.DalianModemAuxiliaryMachineDevelopmentandManufacfureCo.Ltd,Dalian,Liaoning116000,China;2.DalianPolytechnicUniversity,Dalian,Liaoning116000,China;3.NationalEngineeringResearchCenterofSeafood,Dalian,Liaoning116000,China)
High-efficient dynamic transmission and high-precision static weighing were combined to develop a bulk food weighing and sorting system with high efficiency and precision. The conveyor belt was used to complete the uninterrupted transmission of the material in this system. Before weighing, the materials were arranged in rows successively, followed by a intermittent static weighing of the materials using a plurality of static weighing sensors, and then they felt to a classified packaging in turn. Combinating the static weighing and dynamic transmission, the high efficiency and precision bulk food weighing were undertaken, with the grading weight could be adjusted according to the actual needs of the system. Moreover, it could execute weighing 150 times per minute with the accuracy up to 0.1%, and the weighing error of high precision standard was only 0.002 kg. The above control system combined man-machine interface (HMI) with PLC combined control mode, and this was easy to operate and monitor remotely with strong reliability and high visualization.
Static weighing; sensor dynamic weighing; Bulk food weighing

遼寧省高等學校重大科技平臺資助(編號:遼教發[2011]191號);國家海洋食品工程技術研究中心資助(編號:2012FU125X03);海洋公益性行業科研專項經費資助(編號:201505029)
韓喬生(1990—),男,大連工業大學在讀碩士研究生。
E-mail: 582858526@qq.com
2015—11—03
10.13652/j.issn.1003-5788.2016.10.020
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
制造技術與機床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
鐵道通信信號(2018年5期)2018-06-28 03:06:24
家庭影院技術(2017年9期)2017-09-26 03:41:45
知識經濟·中國直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(2016年6期)2016-04-20 06:21:32
