間歇式立式包裝機的時序分析與速度提高方法
2016-12-05 08:27:06吳云章
食品與機械 2016年10期
關鍵詞:動作
吳云章 程 亮 馮 渝
(武漢人天包裝自動化技術股份有限公司,湖北 武漢 430205)
?
間歇式立式包裝機的時序分析與速度提高方法
吳云章 程 亮 馮 渝
(武漢人天包裝自動化技術股份有限公司,湖北 武漢 430205)
結合目前常見的間歇式全自動立式制袋充填封口機(簡稱立式包裝機),探討包裝機穩(wěn)定工作與動作時序設置的關系,總結出制約包裝機工作速度的3個重要因素:橫封動作時間、下料充填時間和走膜時間,提出提高包裝機工作速度的具體措施,比如設計響應速度更快的橫封驅(qū)動機構并在橫封上增加導向板,盡量控制包裝物料集中下落,將走膜電機改為伺服電機等。通過實際運用證實,在保證包裝機工作穩(wěn)定性的前題下,可將包裝速度提高20%以上。
立式包裝機;包裝速度;時序;動作參數(shù);穩(wěn)定性
隨著包裝機械行業(yè)的發(fā)展,能完成制袋、計量、充填、封口全自動的包裝機已經(jīng)非常普及,行業(yè)競爭也越來越激烈[1]。用戶對此類包裝機的綜合性能參數(shù)也提出了更高的要求,比如對包裝機的穩(wěn)定性、包裝速度、計量精度、物料適應范圍、外觀、安生性等都非常重視。包裝速度直接決定了客戶單臺設備的生產(chǎn)效率和產(chǎn)能,是用戶首要關注的指標。對于流動性較好,包裝規(guī)格在1 kg以內(nèi)的粉粒類物料,目前中國間歇式立式包裝機的包裝速度普遍在30~60包/min,而國外同類產(chǎn)品最高已經(jīng)達到了100包/min[2]。新出現(xiàn)的連續(xù)式多工位包裝機,其速度還要成倍增長[3]。因此從包裝速度上對比中國包裝機還存在較大差距,對于包裝速度的影響因素,業(yè)內(nèi)普遍認為與物料特性、計量速度、封口動作快慢、拉膜響應速度有關[4],也有人認為與下料管的長度、包裝膜熱封性能也有關[5]。這些結論都是從日常經(jīng)驗和各自的角度做出的定性判斷,雖有一定道理,但并沒有一個全面而可指導性的結論。可能是過去多側重于對包裝機結構和功能上的研究,缺少綜合定量分析,因為影響包裝速度的各因素是互相制約的。本研究擬通過系統(tǒng)綜合分析的方法,從包裝機控制和動作時序的角度進行分析,找出影響速度的瓶頸因素,盡可能地提高整機包裝速度。
1 立式包裝機的工作原理及流程
如圖1所示,立式包裝機的工作過程:先裝夾好卷膜,將片膜穿過一組導輥,引入翻領成型器,通過成型器卷成筒狀后包裹在下料管外,在卷膜與成型器之間還安裝打碼機、光標檢測等裝置。成型器前端的縱封塊開始動作對袋筒中封進行縱向熱合,同時兩橫封塊閉合橫向熱封袋口。然后物料從下料管充填到熱合后的包裝袋中,牽引裝置根據(jù)光標檢測位置將袋筒沿下料管向下拉動一個袋長,當包裝袋停止后打碼機完成打印動作,縱封橫封再次封合,然后安裝在橫封塊中間的切刀沿切口切斷包裝袋,完成一個包裝過程。從包裝機的工作過程可將其分解成以下幾個動作:

1. 卷膜 2. 導輥 3. 打碼機 4. 光標檢測 5. 翻領成型器 6. 下料管 7. 縱封 8. 吹氣冷卻 9. 橫向 10. 切刀 11. 成品袋
圖1 立式包裝機原理圖
Figure 1 Schematic vertical packaging machine
(1) 橫封:通過橫封加熱塊的開合動作將前一包裝袋上封口與后一包裝袋下封品同時熱合,橫封機構的運動一般由氣缸或電機驅(qū)動控制,可將橫封動作時間分解為3段,見圖2。為了方便后續(xù)分析,用ta1表示兩加熱塊從打開到完全閉合所用的時間;ta2表示兩加熱塊閉合停留時間;ta3表示兩加熱塊從閉合到完全打開所用的時間。

圖2 橫封動作時間分解示意圖
(2) 縱封:通過縱封加熱塊的開合運動對包裝袋縱向進行熱合,縱封動作行程比橫封要短,多由小行程氣缸控制。其動作也可以分解成閉合、停留、打開3個時間段,與橫封類似可用梯型圖表示。
(3) 打碼:在包裝機上打印生產(chǎn)日期、產(chǎn)品批號、二維碼等信息。其動作由矩形圖表示即可。
(4) 下料:物料從下料管落入包裝袋下橫封處開始到整袋物料下落結束,稱之為物料填充過程,設所用時間為td,見圖3。

圖3 下料動作時間示意圖
(5) 切刀:將封口后的包裝袋沿切口處橫向切斷,其動作多由小行程氣缸控制,其動作過程與橫封類似,由梯型圖表示。
(6) 冷卻:橫封熱封后,封口溫度較高,為了加快封口的黏結,需要在打開的瞬間快速進行吹氣冷卻,其動作由矩形圖表示。
(7) 走膜:每一個周期都要將包裝膜下拉一個袋長,拉膜機構一般由伺服電機控制,拉膜所用時間用te表示,其動作時間可由矩形圖表示,見圖4。
2 包裝機的時序動作分析
以橫坐標表示時間,T為包裝機一個包裝周期,縱坐標表示包裝機各個動作過程,可以畫出各個動作時序關系圖,見圖5。其中t1表示橫封正好閉合時刻,t2表示橫封開始打開時刻,t3表示走膜開始時刻。根據(jù)包裝機的工作原理,各動作之間存在以下關系:走膜除了與冷卻可重疊外,一般與其他動作不能重疊;橫封、縱封、打碼三者相互是獨立的;下料、切刀、冷卻與橫封的動作聯(lián)系緊密,其中下料、切刀的時間要在t1和t2之間,而冷卻開始時間為t2為好,結束時間在t3之后即可。
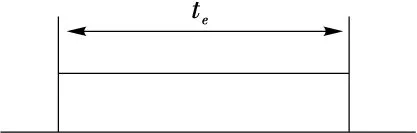
圖4 走膜動作時間示意圖
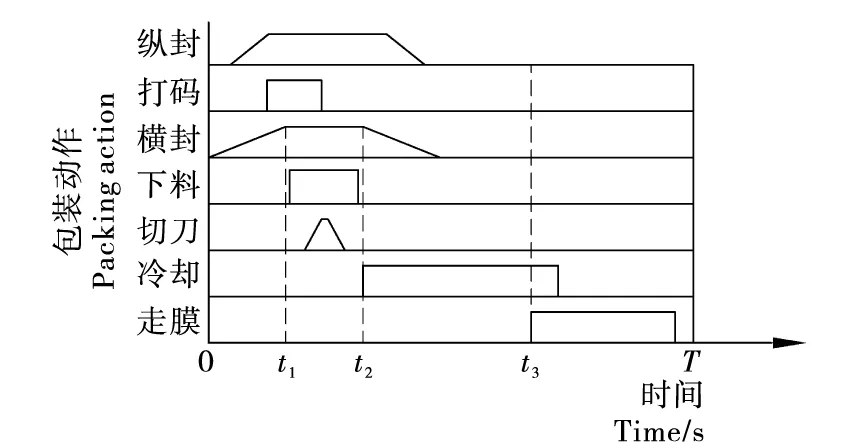
圖5 包裝機工作時序圖
在實際包裝機調(diào)試過程中,都可以參照時序圖進行調(diào)節(jié),如果動作時間調(diào)試不到位就會造成一些問題。比如若落料開始時間早于t1,表示橫封還未閉合,物料已經(jīng)到達橫封處,就會出現(xiàn)橫封夾料;若落料結束時間晚于t2,表示橫封已經(jīng)打開時,物料還未完全填充結束,下落中的物料會對還未完全冷卻黏合的橫封形成沖擊力,使橫封效果變差,也就是常說的沖包現(xiàn)象。還有包裝膜走膜不暢、冗膜可能是走膜動作時間與其他動作重疊造成。包裝袋橫向切口效果不好有可能是切刀時間設置不對。打碼機打出的印記不正常,可能是膜未在靜止狀態(tài)時就已打印。
3 制約包裝速度的因素分析
在實際應用中隨著包裝速度的提高,各動作參數(shù)的調(diào)節(jié)需要越來越精確,當達到一定的包裝速度后,想再提高就比較困難了。目前市場上主流的全自動立式包裝機最高穩(wěn)定速度都在60包/min左右。
是什么因素制約了包裝機的包裝速度呢?從時序圖開始分析,目前市面上的打碼機打印頻率基本在100次/min以上,因此首先排除打碼機的限制。縱封與橫封動作可以同時進行,縱封行程較短,其封合時間比橫封要久,且縱封動作相對獨立,在實際包裝過程中縱向封口也很少出問題,因此可以排除縱封為瓶頸的可能性。切刀動作幾乎是瞬時完成的,因此也可以排除切刀的限制。吹氣冷卻是一種輔助手段,對時間控制要求并不需要很精確,因此也可以先不考慮。從實際調(diào)式經(jīng)驗來看,隨著包裝速度的提高,通常會出現(xiàn)夾料、破包或者橫封封口質(zhì)量差等情況。因此可以將影響速度因素主要集中在橫封、落料和走膜上。
假設機械結構不變的情況下,橫封ta1和ta3時間不會改變。ta2理論與包裝膜熱封所需時間以及物料填充時間相關,通過試驗設置一個較高的包裝速度,關閉下料,讓包裝機打空袋,得到空袋封口的效果能滿足要求。在相同的設置下,開啟下料,打出的成品袋的橫封效果會比空袋差,甚至出現(xiàn)夾料或破包現(xiàn)象,因此可以判斷封合時間ta2與物料填充時間td關系更大,即要求ta2≥td。
隨著包裝速度的提高,每個周期T的時間就會變短,假設存在一個最高工作速度,對應時間周期為T',這個理想的工作時序圖見圖6。在橫封閉合時刻物料正好到達,物料充填結束時橫封正好打開,橫封完全打開瞬間,走膜動作開始,走膜結束后橫封開始動作,如此往復。即存在以下關系:
T'=ta1+ta3+td+te。
(1)
通過試驗檢測,橫封ta1和ta3時間一般為0.25 s左右,走膜時間te一般為0.3 s左右,下料填充時間td為0.2 s左右,計算出周期T':
T'=0.25 s+0.25 s+0.30 s+0.20 s=1.00 s。
因此可以得出包裝速度為60包/min,這個數(shù)值與現(xiàn)有包裝機基本是一致的。
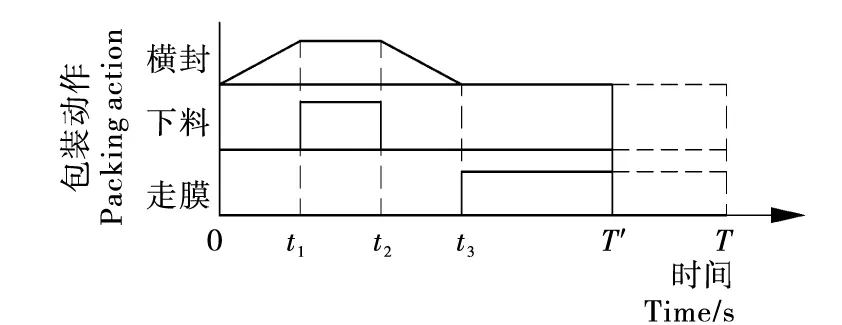
圖6 包裝機理想工作時序圖
4 提高包裝機速度的方法
從以上分析可以得出,制約包裝機包裝速度的因素主要有:① 橫封塊的閉合與打開時間;② 物料下落充填時間;③ 走膜時間。加快這三者的響應速度,即可提高包裝速度。
(1) 橫封塊的運動如果由氣缸驅(qū)動,在滿足包裝要求的情況下盡量減小氣缸行程,適當增大氣缸進氣量和氣壓,并選擇響應速度更快的電磁控制閥。部分廠家還在橫封上方加設包裝袋整形導向板[6],以避免充填后的成品袋太鼓,在橫封沒有完全打開之前,成品袋即可通過,因此走膜動作可以提前開始,縮短了橫封與走膜之間的銜接時間。通過改進橫封ta1和ta3時間可以控制在0.2 s之內(nèi)。
(2) 計量充填機構設計時要使物料避免過于分散,盡可能集中下落,在橫封封口上方加設緩沖閘門是個比較有效的措施[7],不僅可以使物料集中,還可以減小高速下落的物料對橫封封口造成的沖擊。改進后填充時間可控制在0.15 s之內(nèi)。
(3) 減小走膜時間的方法:采用響應速度更快的伺服電機進行控制,同時采用靈敏度更高的光標傳感器,在滿足走袋精度要求的前題下,盡量提高電機最高轉(zhuǎn)速值[8],將走袋時間控制在0.25 s之內(nèi)。
5 結論
通過改進優(yōu)化,在掌握包裝機的時序動作規(guī)律后,對參數(shù)進行精確調(diào)節(jié)后,實際橫封、下料、走膜的工作時序圖見圖7,其大致工作過程為:橫封閉合后物料即送達,當物料大部分填充到位后,剩余的物料對橫封不會產(chǎn)生太大的沖擊時,此時橫封可提前打開,當橫封打開到一定距離(容許包裝袋通過)后,開始走膜動作,當走膜還未完全結束時,下一周期的橫封閉合動作也可提前開始,只要保證在橫封閉合之前走膜動作已經(jīng)結束即可。優(yōu)化后的工作周期T":T"<0.20 s+0.20 s+0.25 s+0.15 s=0.8 s。
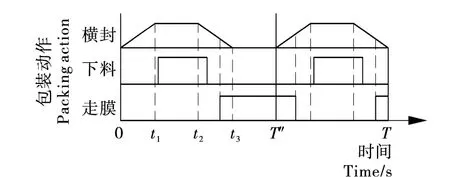
圖7 包裝機實際工作時序圖
優(yōu)化后包裝機最高工作速度可以達到75包/min以上(原包裝速度最高為60包/min左右)。經(jīng)過實際驗證,設備運行穩(wěn)定,封口質(zhì)量良好,產(chǎn)能較原來的包裝機提高20%以上。
但隨著各動作時間的進一步壓縮,受物理結構的限制,間歇式包裝機速度已經(jīng)接近極限值,目前市面可以見到同類包裝機的最高速度為100包/min,速度再提高的空間已經(jīng)非常有限。而且隨著速度進一步升高,穩(wěn)定性會隨之下降,而且對機械及電氣元件的性能壽命都會產(chǎn)生影響[9]。
隨著包裝技術的發(fā)展以及工業(yè)制造水平的提高,新型連續(xù)式、多工位包裝機已逐漸應用,其包裝速度較間歇式包裝機具有更大的優(yōu)越性,將會取代間歇式包裝機成為未來發(fā)展的方向[10]。
[1] 徐景珩, 張裕中, 康勇剛. 未來十年中國食品和包裝機械發(fā)展趨勢[M]. 北京: 中國輕工業(yè)出版社, 1998: 10-12.
[2] 許林成, 趙志華, 王治, 等. 包裝機械原理與設計[M]. 上海: 上海科學技術出版社, 1988: 233-252.
[3] 劉紀者. 顆粒小袋包裝機控制系統(tǒng)改進[J]. 廣東化工, 2012, 39(13): 119-121.
[4] 張聰. 自動化食品包裝機[M]. 廣州: 廣東科技出版社, 2002: 118-121.
[5] 趙漫漫, 盧立新. 有關PET/AL/PE復合包裝薄膜熱封工藝參數(shù)的研究[J]. 塑料, 2008, 21(1): 87-89.
[6] 陸佳平, 劉天植. 軟包裝熱封工藝參數(shù)的確定[J]. 出口商品包裝: 軟包裝, 2005(7): 65-67.
[7] 蔣金法, 魯懷敏, 嚴鋒. 單驅(qū)動多凸輪副機械的時序分析[J]. 沙洲職業(yè)學院學報, 2009, 12(4): 5-8.
[8] 荊萃. 連續(xù)式包裝機縱封牽引、橫封驅(qū)動控制的新型研究[J]. 天津職業(yè)院校聯(lián)合學報, 2012, 14(5): 80-82.
[9] 張家省, 彭明仔. 全自動封口包裝機動作分割器設計[J]. 機械工程師, 2006(8): 69-70.
[10] 丁維揚, 馮首春. 一種提高顆粒包裝電子計數(shù)充填速度的控制方法[J]. 機電工程技術, 2006(8): 88-89.
Timing analysis and methods to improve the speed of the packaging machine
WUYun-zhangCHENLiangFENGYu
(WuhanRentianPackagingTechnologyCO.,LTD,Wuhan,Hubei430205,China)
It was focused on the automatic vertical bag forming-filling-sealing machine (packaging machine for short) and the exploring the relationship between its stability and action sequence in this study. Therefore, it was concluded that three important factors contributed to restricting the speed of the packaging machine, including the transverse sealing, the filling, and the carrying film action time. Moreover, a specific measure of improving the packaging speed was proposed, i.e., designing faster transverse sealing driving mechanism and adding a guide plate above the transverse sealing, trying to keep the bulk product dropping together, and changing the general motor to servo motor and etc. Through some practical applications, it was proved that in the premise of guaranteeing the stability of the packaging machine, the packaging speed could be increased by more than 20%.Keywords: vertical packaging machine; packaging speed; timing; operation parameter; stability
吳云章(1987-),男,武漢人天包裝自動化技術股份有限公司機械工程師,華中科技大學在職研究生。
E-mail:wuyunzhang2008@163.com
2016-06-14
10.13652/j.issn.1003-5788.2016.10.019
猜你喜歡
作文周刊·小學一年級版(2022年16期)2022-05-07 11:28:30
作文周刊·小學一年級版(2021年8期)2021-07-07 11:00:47
動漫界·幼教365(大班)(2021年4期)2021-05-23 21:33:16
小學生作文(低年級適用)(2018年3期)2018-04-17 00:58:35
少年博覽·小學低年級(2017年4期)2017-06-09 16:22:28
作文周刊·小學一年級版(2016年28期)2017-06-03 00:28:49
作文評點報·低幼版(2017年7期)2017-03-11 20:49:41
少兒科學周刊·少年版(2015年4期)2015-07-07 20:56:37
電影故事(2015年30期)2015-02-27 09:03:12
七彩語文·低年級(2014年10期)2015-01-14 14:46:27
