陸地長輸管道自動焊自動超聲檢測可靠性評價研究
2016-12-05 05:47:34胡艷華王玉雷周劍琴金作良牛虎理李春潤
石油工程建設(shè) 2016年5期
胡艷華,王玉雷,周劍琴,金作良,牛虎理,李春潤
1.中國石油集團工程技術(shù)研究院,天津300451
2.中國石油集團海洋工程重點實驗室,天津300451
3.中國石油管道建設(shè)項目經(jīng)理部,北京100101
陸地長輸管道自動焊自動超聲檢測可靠性評價研究
胡艷華1,2,王玉雷3,周劍琴3,金作良3,牛虎理1,2,李春潤1,2
1.中國石油集團工程技術(shù)研究院,天津300451
2.中國石油集團海洋工程重點實驗室,天津300451
3.中國石油管道建設(shè)項目經(jīng)理部,北京100101
通過開展陸地長輸管道自動焊AUT技術(shù)的可靠性評價研究工作,建立了一套完整的AUT廣義可靠性理論及評價體系。通過缺陷樣本容量的建立與優(yōu)化計算,開展AUT工藝評定及可靠性分析工作,結(jié)合AUT、RT、切片的檢測結(jié)果,定量論證了AUT技術(shù)在全自動焊接質(zhì)量驗收環(huán)節(jié)方面的可靠性及先進性,為國內(nèi)陸地長輸管道的自動焊+自動超聲檢測一體化施工提供技術(shù)支撐。
陸地長輸管道;自動焊;自動超聲檢測(AUT);可靠性
以往,國內(nèi)管道施工多采用射線檢測(RT)與自動超聲檢測(AUT)雙檢的方式,如果RT與AUT的檢測結(jié)果較為一致,說明AUT工藝可信,可以用于工程施工現(xiàn)場的檢測。實際上,RT、AUT兩種檢測方式的檢測原理及評判標(biāo)準(zhǔn)差距較大,不應(yīng)根據(jù)其檢測結(jié)果的一致性來判斷管道質(zhì)量驗收的可靠性,否則會給管道建設(shè)項目管理和施工帶來困惑和經(jīng)濟損失。
鑒于此,本文通過開展陸地長輸管道自動焊AUT技術(shù)的可靠性研究工作,建立一套完整的AUT廣義可靠性理論及評價體系,結(jié)合AUT、RT、切片的檢測結(jié)果,論證AUT技術(shù)在全自動焊接質(zhì)量驗收環(huán)節(jié)方面的可靠性及先進性,為國內(nèi)陸地長輸管道的自動焊+自動超聲檢測一體化施工提供技術(shù)支撐[1-6]。
1 陸地長輸管道自動焊施工的檢測需求
陸地長輸管道自動焊接一般采用流水作業(yè),施工速度快,因此,對相應(yīng)的無損檢測技術(shù)要求高,需要檢測速度快的配套技術(shù)。而AUT檢測就可以現(xiàn)場出具檢測結(jié)果,提高了檢測工作效率。同時,AUT檢測可以實現(xiàn)對現(xiàn)場全自動焊接質(zhì)量的過程控制與及時反饋,有利于焊接機組實時調(diào)整焊接工藝參數(shù),從而保證焊接接頭的焊接質(zhì)量。
此外,由于人工調(diào)整的范圍較小,自動焊焊接質(zhì)量主要取決于加工精度和焊接參數(shù)的預(yù)設(shè)。受方法所限,未熔合為自動焊最主要的缺陷,而夾層未熔合缺陷在射線底片上一般無顯示或顯示不明顯,但超聲波對這一類缺陷非常敏感,在AUT掃查圖中可以清楚地看到此類缺陷。現(xiàn)場施工中,AUT靠A掃描的分區(qū)掃查和TOFD這兩種方法均可實現(xiàn)對缺欠深度方向上的精確定位,不僅便于判斷缺欠的危害性,也便于組織返修。而RT只能靠投影原理來大致判斷缺欠可能位于哪個區(qū)域,且易產(chǎn)生定位誤差。由此不難看出,AUT對缺陷的定位、定量較RT更為精確,針對自動焊施工宜采用自動超聲檢測,根據(jù)需要適當(dāng)輔以射線檢測。
2 廣義可靠性評價指標(biāo)及分析
20世紀70年代中期以后,美國空軍基于斷裂力學(xué)理論,開展了缺陷損傷容限設(shè)計,并基于這一設(shè)計理論形成無損檢測可靠性的系統(tǒng)研究成果。
無損檢測的可靠性分為兩個方面:狹義可靠性和廣義可靠性。無損檢測狹義可靠性主要表征檢測系統(tǒng)對某種缺陷的檢測能力。相比之下,無損檢測廣義可靠性體現(xiàn)的是無損檢測技術(shù)的綜合質(zhì)量,包括其狹義可靠性,是對缺陷的臨界檢出能力(狹義可靠性);檢測方法的適用性和可操作性;運用檢測方法的正確性;缺陷判讀的準(zhǔn)確性;記錄和報告的完整性及追溯性;檢測過程控制能力等綜合能力的體現(xiàn)。
本文建立的廣義可靠性評價體系,即在AUT檢測技術(shù)原狹義可靠性評價指標(biāo)的基礎(chǔ)上,擴展到廣義可靠性評價指標(biāo),提出了AUT缺陷檢測檢出率(Probabilityof Detection,POD)、誤報率(Probability of False Alarm,PFA)、定量準(zhǔn)確率(Probability of Sizing,POS)、拒收概率(Probability of Rejection,POR)、受訓(xùn)者工作狀態(tài)(Receiver Operating Characteristic,ROC)等五個指標(biāo)的評價分析方法,可從AUT檢測的人、機、料、法、環(huán)等各個方面入手,解決了對廣義可靠性量化評價的技術(shù)難題,有助于綜合評價AUT檢測技術(shù)的應(yīng)用能力。
2.1置信度(CL)
置信度(Confidence Level,CL)是指檢出概率數(shù)值的可信程度,即概率保證程度,也稱為可靠度或置信水平、置信系數(shù)。置信度與樣本容量n、置信區(qū)間(在某一置信水平下,樣本統(tǒng)計值與總體參數(shù)值間的誤差范圍)存在對應(yīng)關(guān)系。一般而言,置信區(qū)間越大,置信度越高;置信度越高,所需的樣本容量越大。
2.2檢出率POD與誤報率PFA
在無損檢測過程中,如果進行重復(fù)性試驗,就會得到檢測結(jié)果的概率密度正態(tài)分布曲線。由于無損檢測系統(tǒng)中的噪聲也服從正態(tài)分布,因此一般將輸出信號中超出噪聲幅值的信號認定為缺陷信號。同時,在信號和噪聲的概率密度分布圖中,可以設(shè)定一個檢測閾值。當(dāng)缺陷信號大于檢測閾值時,就表示這個缺陷可以被檢出,表示為缺陷的檢出率(POD);同時,對于大于檢測閾值的噪聲信號強度與噪聲信號概率密度函數(shù)所圍成的區(qū)域,若信號被檢出則代表該缺陷的誤報率(PFA)。
如表1所示,POD是衡量無損檢測系統(tǒng)可靠性的重要標(biāo)準(zhǔn),可通過數(shù)理統(tǒng)計的方式得到;而PFA則可從另一方面表征AUT系統(tǒng)的可靠性。一般而言,POD、PFA存在平衡制約關(guān)系,也即:POD↑,PFA↑。因此,一味追求系統(tǒng)高的POD,會導(dǎo)致PFA過高。
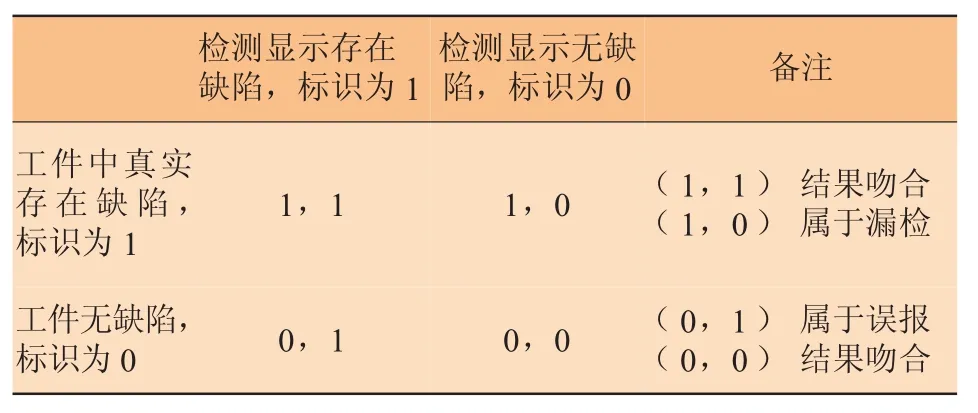
表1 POD與PFA之間的關(guān)系
2.3拒收概率POR
基于AUT報告缺陷高度拒收閾值的缺陷研究,也就是所謂的拒收概率(POR)。由于高度分類誤差是固有的報告高度,所以POR包括檢測能力和高度分類誤差。POR是通過與POD相同的Hit-Miss二元回歸分析方法進行評估。不同的是應(yīng)用的拒收閾值。在POD中,拒收閾值被設(shè)定在一定缺陷高度振幅響應(yīng),而POR分析將拒收閾值放于AUT報告缺陷高度。
按照DNVOS-F101要求,足夠POR的準(zhǔn)則是最小允許缺陷高度在95%置信度下應(yīng)至少有85% POR。POR標(biāo)準(zhǔn)是檢出率(POD)和高度分類精度的綜合性標(biāo)準(zhǔn)。在95%置信水平下85%POR的缺陷高度應(yīng)等于或小于驗收標(biāo)準(zhǔn)中最小“允許”缺陷高度。
2.4定量準(zhǔn)確率POS
定量準(zhǔn)確率(POS)決定了樣本缺陷預(yù)制與判讀的定量精度,直接影響后續(xù)POD、POR等其他可靠性指標(biāo)的精度,也即:POS↑,則POD↑,POR↑。因此,作為評定AUT可靠性的一個重要指標(biāo),POS曲線也被廣泛應(yīng)用于無損檢測缺陷定量能力的評定分析中。
2.5受訓(xùn)者工作特征ROC
受訓(xùn)者工作特征(ROC)描述了AUT操作人員、設(shè)備及工藝等整個系統(tǒng)的可靠性,表征了其受控狀態(tài),是評定AUT系統(tǒng)廣義可靠性的重要指標(biāo)。一般而言,對于AUT系統(tǒng):POD越大,PFA越小時,系統(tǒng)的廣義可靠性越高。
3 陸地長輸管道自動焊AUT系統(tǒng)的可靠性評價
3.1缺陷樣本容量的建立
缺陷樣本容量的建立與AUT系統(tǒng)的檢出率與置信度相關(guān),一般系統(tǒng)檢出率越高,置信度越高,相應(yīng)所需的工藝實驗樣本數(shù)量越多。對于陸地長輸管道,其結(jié)構(gòu)屬于典型的裂紋緩慢增長結(jié)構(gòu),需選取95%置信度下90%檢出率的可靠性水平。
本研究中,缺陷樣本容量的計算模型是基于Hit-Miss二項式分布模型建立的。對有相同人工模擬自然缺陷的n個試樣進行檢測,結(jié)果只有兩種可能,不是檢出就是漏檢,所以用二項式分布能得到最好的描述。
設(shè)在檢驗過程中檢出有缺陷的試樣數(shù)為S,其值可為0,1,2,…,n。S等于任一整數(shù)n(0≤n≤N)的概率可用下式描述,該式是二項式分布概率函數(shù)的標(biāo)準(zhǔn)形式:
式中:P為真實的檢出概率;q為真實的漏檢出概率,q=1-P。
當(dāng)選取95%置信度下90%檢出率的可靠性水平后(即POD/CL=90/95時),通過求解可得到方程(1)的各種解,如表2所示。考慮到檢測人員、設(shè)備及現(xiàn)場檢測施工作業(yè)環(huán)境等因素的復(fù)雜性與不可確定性,同時結(jié)合施工經(jīng)驗與自動焊檢測歷史數(shù)據(jù),確定后續(xù)AUT工藝評定試驗中用于可靠性評價分析的有效樣本容量數(shù)為46個。

表2 90/95時n與S的搭配
3.2缺陷尺寸的定量分布
在預(yù)制人工模擬自然缺陷(以下簡稱缺陷)的檢測試件時,還要預(yù)先確定缺陷尺寸的定量分布,包括缺陷尺寸的臨界范圍及臨界尺寸范圍內(nèi)各個缺陷尺寸的定量分布規(guī)律。
假設(shè)POD曲線可以用雙參數(shù)Weibull分布來進行描述[9]:

則兩個裂紋尺寸的極值分別為:

如果已經(jīng)確定缺陷數(shù)量n和兩個極值α10和α90,且缺陷尺寸服從Weibull分布規(guī)律,則各缺陷的尺寸αi可以據(jù)此得到。
3.3AUT工藝評定及其可靠性評價
本研究總樣本容量在基礎(chǔ)樣本容量的基礎(chǔ)上進行了分區(qū)擴容,最后計入可靠性統(tǒng)計分析的樣本總量達到263個。需要說明的是,這263處缺陷分別來自AUT檢測、RT檢測和焊縫切片,包括人工模擬自然缺陷及其焊接過程產(chǎn)生的自然缺陷。所有的缺陷均通過焊縫切片來驗證。
3.3.1整體檢出率與判廢率
在總計263處缺陷中,若僅評定A掃描通道AUT可發(fā)現(xiàn)255處缺陷,其整體檢出率為96.96%。AUT發(fā)現(xiàn)的最小高度缺陷為0.5 mm(通過切片驗證),最小長度缺陷為8 mm。AUT帶狀圖未能判定的8處缺陷為自身高度小于0.8 mm,其中體積性缺陷為5處。若采用AUT新的判讀體系對B掃描通道進行評判,即完善現(xiàn)有評判方法,將TOFD通道和B掃描通道數(shù)據(jù)納入綜合評定,則263處缺陷都可以檢出,其整體檢出率為100%。
RT發(fā)現(xiàn)187處缺陷,其整體檢出率為71.1%。RT發(fā)現(xiàn)的最小高度缺陷為0.35 mm(通過切片驗證),最小長度缺陷為9 mm。
對于A掃描通道,AUT未發(fā)現(xiàn)的8處缺陷性質(zhì)分別為:填充區(qū)未熔合3處、條孔2處、氣孔3處;RT未發(fā)現(xiàn)的缺陷主要為根部未熔合缺陷9處,填充區(qū)未熔合缺陷12處,熱焊區(qū)未熔合缺陷21處,鈍邊未焊透缺陷6處。
圖1為AUT和RT缺陷整體檢出情況分析圖,由此可以看出:AUT的整體檢出率遠遠大于RT的整體檢出率,AUT可比RT多發(fā)現(xiàn)28%的缺陷。
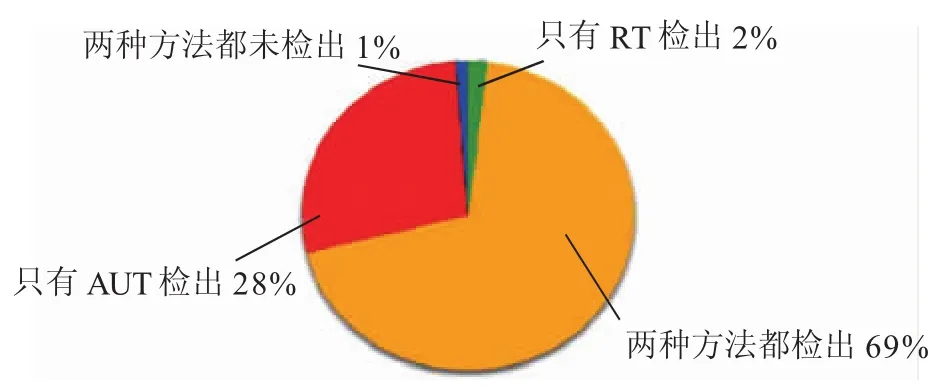
圖1 AUT和RT缺陷整體檢出情況分析
3.3.2判廢率與重合率
圖2為AUT和RT缺陷判廢及重合分析圖。
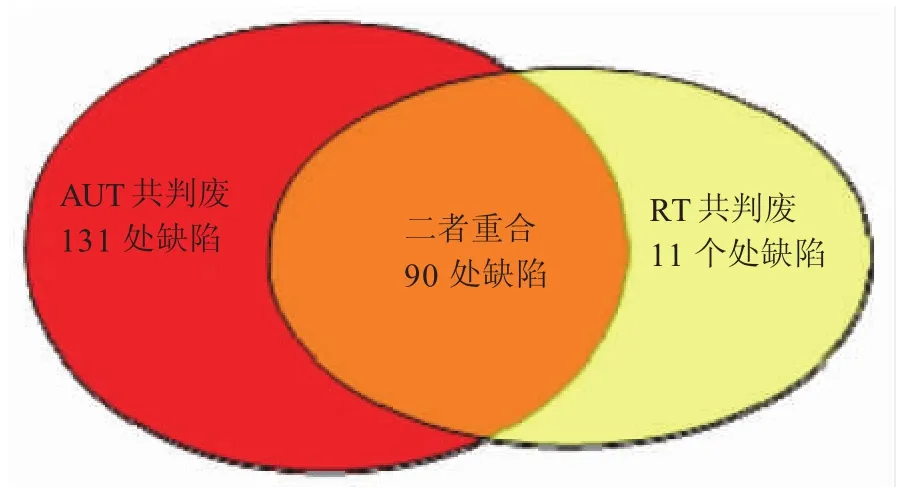
圖2 AUT和RT缺陷判廢及重合分析
結(jié)合圖2和表3可以看出:AUT判廢而RT未判廢數(shù)據(jù)共41處,其中RT未檢出的27處,表明RT對45°熱焊區(qū)的檢測能力偏低,而該區(qū)域內(nèi)RT漏檢的缺陷對焊縫的安全性存在較大影響,屬于危害性區(qū)域。
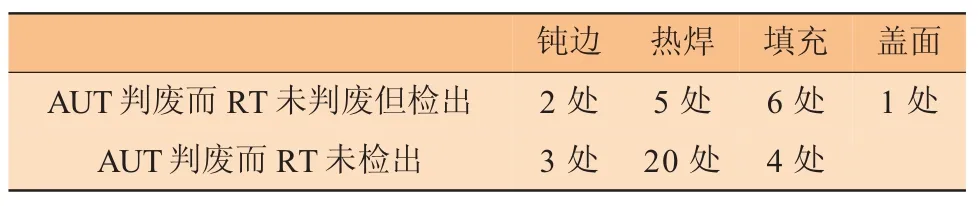
表3 AUT判廢、RT未判廢統(tǒng)計對比
如表4所示,僅以AUT的A掃描通道評定結(jié)果來看,RT判廢而AUT未判廢數(shù)據(jù)共24處,其中AUT未檢出的2處;表明AUT的帶狀圖對于小體積型缺陷檢出能力偏低,但是該類型缺陷在AUT系統(tǒng)的體積通道和TOFD通道中均有明顯顯示,現(xiàn)場施工中可以通過完善AUT體系(驗收標(biāo)準(zhǔn)部分)的評判準(zhǔn)則,有效解決該問題。此外,結(jié)合圖2還能發(fā)現(xiàn),RT技術(shù)對于缺陷深度的定位誤差容易造成誤判。
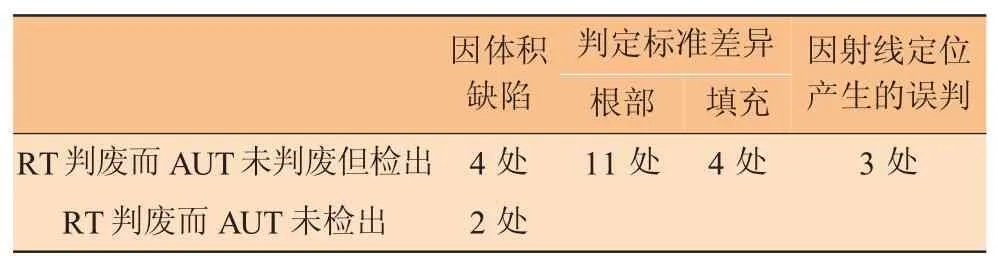
表4 RT判廢、AUT未判廢統(tǒng)計對比
綜合來看,263處缺陷中,AUT和RT檢測出的缺陷相互吻合的有182處,占總?cè)毕莸?9.2%。而缺陷不吻合的原因很大程度上是由這兩種檢測方法驗收準(zhǔn)則不一致造成的。因此,考慮到AUT和RT對同一缺陷的判廢結(jié)果可能會存在不一致,用判廢率來衡量兩種方法的可靠性意義不大。
3.3.3可靠性評價
AUT、RT兩種方法的檢測結(jié)果對比分析如圖3所示。檢測結(jié)果表明:AUT檢測結(jié)果的可靠性水平(90/95,對應(yīng)缺陷高度1.105 mm)高于RT檢測結(jié)果的可靠性水平(90/95,對應(yīng)缺陷高度1.875mm),且結(jié)合圖4中AUT缺陷定量準(zhǔn)確率指標(biāo)的判斷,可更好得出AUT檢測技術(shù)穩(wěn)定可靠的結(jié)論。從兩種技術(shù)的可靠性指標(biāo)分析來看,AUT、RT技術(shù)均是可靠的,可在工程中依據(jù)施工環(huán)境、施工特點、管道焊接工藝等情況靈活選用相應(yīng)的檢測技術(shù)。
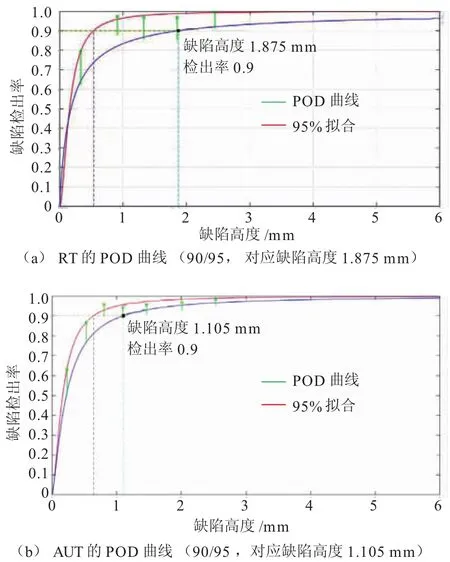
圖3 AUT和RT可靠性對比分析
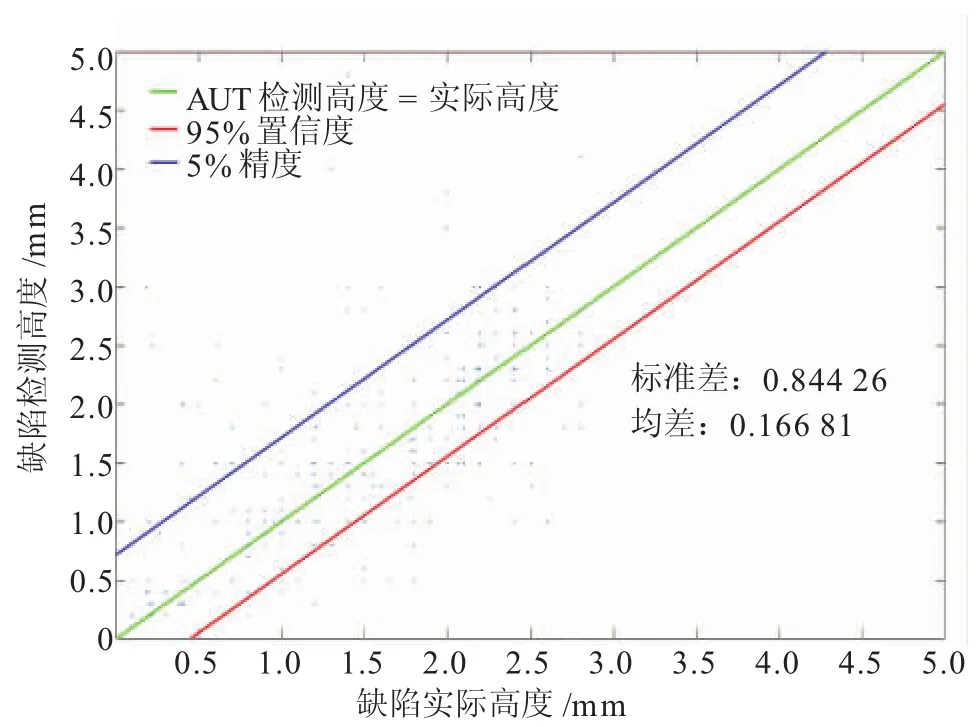
圖4 AUT的POS曲線
同時,結(jié)合表5可以看出,AUT系統(tǒng)對于根部和熱焊區(qū)的檢測能力較差,在工程應(yīng)用中應(yīng)針對檢測區(qū)域,優(yōu)化調(diào)整AUT檢測工藝,由此提升工藝的可靠性與適用性。
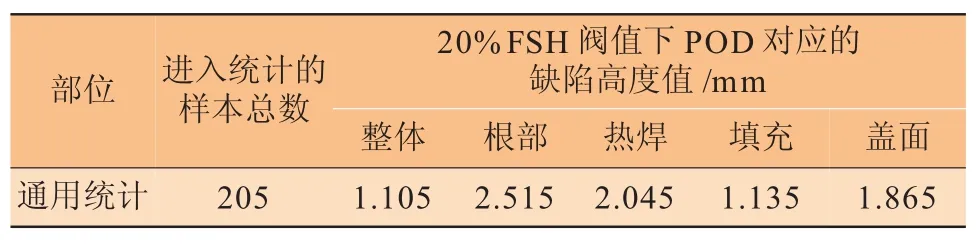
表5 90/95時AUT系統(tǒng)的檢測能力
4 結(jié)論
本文通過AUT工藝的可靠性研究,針對AUT、RT、切片檢測結(jié)果,結(jié)合AUT、RT的可靠性指標(biāo)對比分析,可得出以下結(jié)論:
(1)確定了AUT系統(tǒng)技術(shù)可靠性指標(biāo)(POD/CL=90/95),基于Hit-Miss二項式分布模型和Weibull分布模型,結(jié)合施工經(jīng)驗與自動焊檢測歷史數(shù)據(jù),確定后續(xù)AUT工藝評定樣本容量數(shù)為46個,具有可操作性。
(2)在AUT檢測技術(shù)原狹義可靠性評價指標(biāo)的基礎(chǔ)上,擴展到廣義可靠性評價指標(biāo),提出了AUT缺陷檢測的檢出率(POD)、誤報率(PFA)、定量準(zhǔn)確率(POS)、拒收概率(POR)、受訓(xùn)者工作狀態(tài)(ROC)的評價分析方法。該可靠性評價指標(biāo)的建立與評價分析方法,從AUT檢測的人、機、料、法、環(huán)等各個方面入手,解決了對廣義可靠性量化評價的技術(shù)難題,有助于綜合評價AUT檢測技術(shù)的應(yīng)用能力。
(3)通過對比分析AUT、RT、切片三種方法的檢測結(jié)果,按現(xiàn)行無損檢測標(biāo)準(zhǔn),AUT檢測結(jié)果的可靠性水平(90/95,對應(yīng)缺陷高度1.105 mm)高于RT檢測結(jié)果的可靠性水平(90/95,對應(yīng)缺陷高度1.875 mm)。通過完善現(xiàn)有AUT評判方法,將TOFD通道和B掃描通道數(shù)據(jù)納入綜合評定,AUT能檢出RT所檢出的缺陷,且比RT具有更高的缺陷檢出率。
(4)針對陸地長輸管道自動焊焊縫,AUT檢測結(jié)果的檢出率和可靠性要遠大于RT,沒有危害性缺陷漏檢,可檢出的最小缺陷尺寸也小于RT,且AUT比RT多了一個缺陷高度的驗收指標(biāo),在質(zhì)量保證方面更加全面、科學(xué)。因此對于陸地長輸管道自動焊焊縫,AUT完全具備了代替RT檢測的優(yōu)勢。此外,隨著AUT工藝評定技術(shù)和質(zhì)量管理體系的不斷完善,必將為自動焊技術(shù)的大面積推廣提供配套技術(shù)支撐,在陸地油氣長輸管道建設(shè)中發(fā)揮越來越重要的作用,為中國管道建設(shè)行業(yè)的技術(shù)進步提供契機和支持。
[1]GEORGIOU G A.Probability of Detection(POD)Curves Derivation,Application and Limitations:Health and Safety Executive[R].London,2006.
[2]張雙楠,龐笑,楊宏宇,等.油氣管道維修中搭接焊縫超聲B掃描檢測方法與設(shè)備[J].石油工程建設(shè),2015,41(3):35-38.
[3]Visser Consultancy Limited.POD/POS Curvesfor Nondestructive Examination:Health and Safety Executive[R]. London,2000.
[4]FUCSKF,MULLERC,SCHARMACH M.Measuringof the Reliability of NDE[C]//8th International Conference of the SlovenianSociety for Non-DestructiveTesting,Portoroz,Slovenia,2005:173-180.
[5]FOR SYTHDS,F(xiàn)AHRA,LEEMANS D V,et al.“Development of POD from in-service NDI data”Review of Progress in Quantitative Non-destructive Evaluation[M].V01.19B.New York,2000:2 167-2 174.
[6]NATH S K,BALASUBRAMANIAM K,KRISHNAMURTHYC V,etal.Reliability Analysisof Time off Light Diffraction Characterization of Inclined Cracks[J].Material Evaluation,2009,67(3):342-353.
[7]李廣波.全自動超聲波檢測應(yīng)用于西部管道施工[J].油氣田地面工程,2010,29(8):92-93.
[8]李瑩瑩.相控陣超聲檢測可靠性與POD數(shù)值模擬初探[D].大連:大連理工大學(xué),2014.
[9]馮振宇,李振興.基于可靠性的裂紋檢出概率曲線測定方法[J].無損檢測,2010,32(4):249-252.
Research on Ultrasonic Testing Reliability Evaluation for L and long-distance Pipeline with Automatic Welding Joints
HU Yanhua1,2,WANG Yulei3,ZHOU Jianqin3,JIN Zuoliang3,NIU Huli1,2,LIChunrun1,2
1.Research Institute of Engineering Technology of CNPC,Tianjin 300451,China
2.Key Laboratory of Offshore Engineering of CNPC,Tianjin 300451,China
3.Pipeline Construction Administration Department of CNPC,Beijing 100101,China
A set of general reliability theory and evaluation system for automatic ultrasonic testing(AUT)is founded through the research on ultrasonic testing reliability evaluation for land long-distance pipeline with automatic welding joints. By means of establishment and optimization calculation of defect sample size,AUTprocess evaluation and reliability analysis,as well as testing results from AUT,RT and slices,the reliability and advancement of AUT technology in automatic welding quality inspection are quantitatively verified,which will provide technical support for domestic land long-distance pipelines in automatic welding+AUTintegralconstruction.
land long-distance pipeline;automatic welding;automatic ultrasonic testing(AUT);reliability
10.3969/j.issn.1001-2206.2016.05.022
胡艷華(1981-),女,湖北荊州人,高級工程師,2009年畢業(yè)于中國石油大學(xué)(北京),博士,現(xiàn)主要從事海洋鋼結(jié)構(gòu)質(zhì)量控制及安全性評價技術(shù)研究工作。Email:huyh@cnpc.com.cn
2016-05-14;
2016-08-18
猜你喜歡
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
石油瀝青(2021年4期)2021-10-14 08:50:44
世界科學(xué)技術(shù)-中醫(yī)藥現(xiàn)代化(2021年10期)2021-03-02 05:52:06
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
海峽科技與產(chǎn)業(yè)(2016年3期)2016-05-17 04:32:12
中國教育技術(shù)裝備(2015年19期)2015-03-01 02:43:07
中國工程咨詢(2015年2期)2015-02-14 02:59:26