橡塑機械大型離心復合冷硬鑄鐵輥筒質量控制與分析
2016-12-03 07:06:04李紅靜武經(jīng)文
橡塑技術與裝備 2016年22期
李紅靜,武經(jīng)文
(大連橡膠塑料機械有限公司,遼寧 大連 116036)
橡塑機械大型離心復合冷硬鑄鐵輥筒質量控制與分析
Quality control and analysis of rubber and plastics machinery large centrifugal composite chilled cast iron roller
李紅靜,武經(jīng)文
(大連橡膠塑料機械有限公司,遼寧 大連 116036)
闡述了橡塑機械大型離心復合冷硬鑄鐵輥筒的應用范圍,從輥筒結構形式、材料及化學成分等影響質量的因素出發(fā),分析了相應的檢驗方法與質量控制措施。
橡塑機械;大型;離心復合冷硬鑄鐵輥筒;質量控制;分析
橡塑機械大型離心復合冷硬鑄鐵輥筒(以下簡稱輥筒),一般指直徑大于800 mm,標記為HTLGLF(LF為離心復合),多用于壓延機產(chǎn)品。
影響輥筒質量的因素主要有:軋輥的結構形式、材料、化學成分、白口深度及表面硬度、機械性能、金相組織、鑄造缺陷、機械加工、檢驗等(如圖1),因此控制輥筒的質量,就從這些因素入手進行分析,具體如下。

圖1 影響輥筒質量主要因素
1 輥筒的結構形式特點與材料
輥筒的結構形式如圖2所示,此結構具有一定的機械強度和剛性,有較高的硬度及耐磨性能和耐化學腐蝕性能,采用大R圓根可以消除局部應力的集中,周邊鉆孔具有良好的導熱性能。輥筒的材料為含有鉻、鎳、鉬合金的冷硬鑄鐵。

圖2 輥筒結構示意圖
2 技術要求
輥筒的技術要求主要有化學成分、白口深度和表面硬度、機械性能、金相組織、鑄造缺陷、機械加工和檢驗等。控制輥筒質量,多以控制這些技術參數(shù)來實現(xiàn),每根輥筒都應作化學成分、抗拉強度、球化率分析,彈性模量及抗彎強度分析作抽檢,抽檢的原則為:在原材料和生產(chǎn)工藝穩(wěn)定的條件下,定期抽檢,抽檢量為每生產(chǎn)100根輥筒,抽檢3次。
2.1 化學成分
輥筒的主要化學成分應如表1所示。

表1 輥筒化學成分
2.1.1 化學成分檢驗
2.1.1.1 化學成分分析試樣的截取
在鑄造出的輥筒非冒口端截取一片料頭,按圖3所示,用鉆頭鉆取少許粉末,作為化學成分分析試樣。

圖3 化學成分試樣截取圖

圖4 白口深度測量原則示意圖
2.1.1.2 化學成分檢驗
將所取得的化學成分試樣,送交化學成分分析室進行檢驗、分析。如表2是檢驗壓延機四根輥筒的主要化學成分實例。

表2 輥筒化學成份檢測表
2.1.1.3 化學成分分析
由表2實例可以看出,四個輥筒的Si含量高、Cr含量低,二根輥筒的Mn含量低,P 、S的化學成分含量符合標準要求。
2.1. 2 化學成分質量控制
化學成分與輥筒的鑄造工藝、爐料成分配比等因素有關,且合金冷硬鑄鐵的含碳量和含硅量較高,易殘留硅砂等不溶性雜質,使得Si含量高,影響輥筒質量。
因此輥筒鑄造時應嚴格控制生鐵、硅砂等鑄造用爐料配比質量,調整Si、Cr、Mn的含量,才能控制輥筒的化學成分質量。
2.2 白口深度及表面硬度
輥筒的白口深度、表面硬度和測量位置表面粗糙度如表3所示。

表3 白口深度、表面硬度和測量位置表面粗糙度
2.2.1 白口深度的檢驗
2.2.1.1 白口深度檢測原則
如圖4所示,自輥筒工作輥面向圓中心目測到第一群灰點到中心的距離為半徑R,作長度為10 的圓弧,其寬度為1,如該圓弧帶內有三個以上(不包括三點)灰點時,以圓弧帶的中心到工作面的距離h為該處的白口深度,圖中D為輥筒直徑。
2.2.1.2 白口深度的判定方法
按照圖5 所示,取白口深度=2h(h為復合線到
3
輥面的距離)來判定;或者按照圖6,在輥筒端面上,沿圓周任意方向成90°的位置各測量四點,取其算術平均值,作為白口深度數(shù)值。
2.2.2 表面硬度的檢驗
采用肖氏硬度計,硬度要求、測量位置表面粗糙度等如表4所示。

表4 表面硬度及測試位置表面粗糙度與清潔度
2.2.2.1 工作面硬度的檢驗
如圖7,在工作面上一條母線的中部和兩端面≤200處測量三點(A1、B1、C1),每點沿圓周的任意方向成120。處測3點,四條母線測量的點取其算術平均值。

圖6 白口深度測量判定示意圖
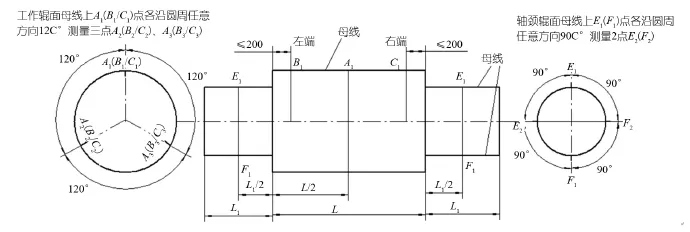
圖7 輥筒硬度檢驗示意圖
2.2.2.2 軸頸表面硬度的檢驗
兩端軸頸的一條母線中部的一點E1(F1),沿圓周的任意方向成90。處各測量2點(如圖7),二條母線測量的點取其算術平均值。表5為測量壓延機四根輥筒表面硬度實例。

表5 輥筒表面硬度檢測表(均值) HSD

表6 軸頸抗拉強度與彈性模量
由表5可以看出,除04號輥筒軸頸表面硬度略低外,其余表面硬度均符合標準要求。
2.2.2.3 表面硬度質量控制
對于硬度不達標的輥筒,應根據(jù)其使用性能進一步確定是否可以讓步放行使用,如不允許使用,輥筒則要報廢。
2.3 機械性能
主要檢驗抗拉強度、彈性模量及抗彎強度。
2.3.1 抗拉強度與彈性模量
軸頸的抗拉強度與彈性模量如表6所示,使用萬能材料試驗機檢測(抗彎強度數(shù)值略)。
2.3.2 試樣的截取
使用輥筒實物非冒口端截取的料頭,按圖8所示截取出兩個料塊,將料塊車成圖9所示的抗拉強度拉伸試棒、彈性模量試棒及抗彎強度試棒。試棒的尺寸如表7所示。

圖8 料塊截取示意圖

圖9 試棒示意圖

表7 試棒尺寸

表8 石墨分類及示意圖
2.4 金相組織檢驗
軸頸球化率不低于Ⅴ級,碳化物含量不大于10%,如表8、表9所示。

表9 碳化物數(shù)量分級及示意圖
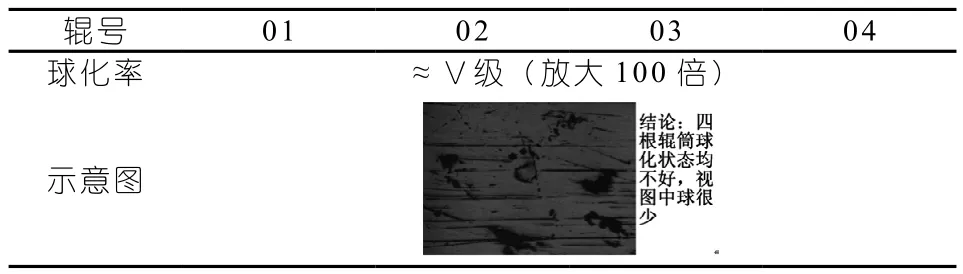
表10 輥筒金相組織球化率檢測表
2.4.1 金相組織分析用試樣
用做完抗拉強度試驗的試塊切取并制作試樣,試樣的尺寸以面積400 mm2,高度15~20 mm為宜,如圖10。
為能夠顯示清楚的組織結構,試樣的試面需經(jīng)過磨平、拋光和浸蝕處理。
2.4.2 金相組織檢驗
使用金相顯微鏡對試樣進行金相組織檢驗,檢測其球化率、碳化物。如表10為測量壓延機四根輥筒金相球化率例子,可以看出這四根輥筒的球化率均不好,圖中球很少。

圖10 金相檢驗試樣

圖11 輥筒各部位示意圖
2.4.3 金相組織質量控制
輥筒的金相組織與輥筒的鑄造工藝、熱處理溫度等因素有關,因此控制輥筒金相組織,首先要消除不利因素的影響。
2.5 鑄造缺陷
2.5.1 輥筒鑄造缺陷
(1)輥筒工作區(qū)及輥筒軸頸安裝軸承處表面均不應有氣孔、砂眼和疏松等缺陷,輥筒工作面不允許有肉眼可見的色差及石墨孔存在,輥筒各部位如圖11所示;
(2)輥筒非工作區(qū)及輥筒軸頸安裝齒輪表面允許的鑄造缺陷如表11所示;
(3) 輥筒軸頸部位允許的石墨孔大小如表12所示。

表11 輥筒非工作區(qū)、軸頸安裝齒輪處鑄造缺陷

表12 軸頸部位石墨孔
(4)輥筒結合層部位允許的缺陷大小如表13所示。
2.5.2 輥筒的檢驗
(1)輥筒的工作區(qū)、非工作區(qū)、軸頸表面缺陷采用目測、尺量的方法進行檢驗;
(2)輥筒內部外層和結合層應進行超聲波探傷檢測。
(3)缺陷的處理 先對缺陷進行判斷,對可以調借、鏟挖補焊的缺陷,應進行調借加工和進行補焊,對不符合標準又不可調借、補焊的缺陷,按照廢品進行處理。

表13 結合層缺陷
2.6 機械加工
2.6.1 輥筒粗加工余量及表面粗糙度
1 輥筒粗加工余量及表面粗糙度見圖12,極限偏差如表14所示。

圖12 輥筒粗加工留量示意圖

圖13 千分尺測量示意圖
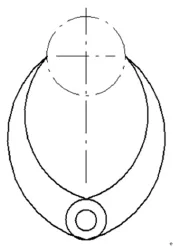
圖14 卡鉗測量示意圖
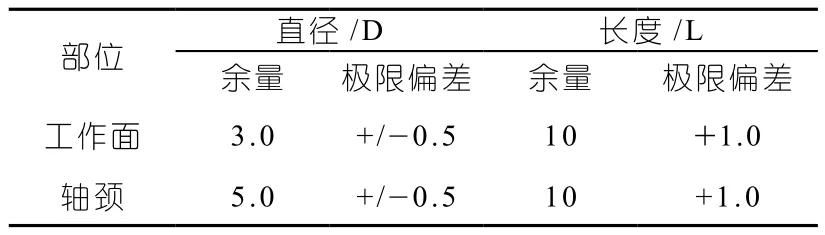
表14 輥筒粗加工余量及極限偏差 mm

表15 壓延機輥筒試驗壓力
2.6.2 輥筒的精度等要求
輥筒的重量較大一般都>10 t,輥筒的長度都很長一般≥5 m,工作面表面粗糙度Ra≤0.4 μm,軸頸表面粗糙度Ra≤1.6 μm,內孔表面粗糙度要求Ra≤25 μm,輥筒外圓形位精度要求高,一般≤6級,因此需要選擇加工能力相適應的機床,才能滿足這些要求。
2.6.3 輥筒外圓尺寸的檢測
機械加工時,先用千分尺檢測試切出的各外圓直徑尺寸,后用卡鉗跟蹤測量各外圓的尺寸,千分尺和卡鉗測量見圖13、14示意圖。
2.6.4 輥筒同軸度的調整
同軸度是輥筒的重要技術指標之一,同軸度加工的好壞,直接影響著輥筒質量,因此加工時為保證輥筒的同軸度要求,需要將輥筒中心與中心架的中心調整一致。如圖15所示通過調整托滾上的調距螺絲,帶動滾珠左、右移動,從而使得輥筒中心實現(xiàn)上、下移動來實現(xiàn)。其中,中心架的中心高H與輥筒半徑之差,就是輥筒中心需要抬起的高度。在實際操作中,計算尺寸A和B,尺寸 A是輥中心到托滾滾珠中心的距離(A=H-h),尺寸B是調距螺絲調整使?jié)L珠沿水平方向
移動的距離(B可以通過A和R及算出)。

圖15 調整輥筒中心高示意圖
2.6.4.1 輥筒同軸度的檢測
輥筒加工后對其同軸度的檢測,采用測量徑向尺寸變動量法,如圖16所示。將輥筒兩端等徑軸頸放置在兩個等高的V鐵上,兩個測微儀分別在鉛垂截面上調零,沿輥筒公共基準軸線A-B軸向移動測量若干個截面,讀取各截面位置上對應點的讀數(shù)差值| Ma-Mb|,再轉動輥筒按上述方法在若干個截面上測量,取各個截面上讀數(shù)差中最大值(為絕對值)作為輥筒的同軸度誤差值。

圖16 公共基準軸線A-B上輥筒同軸度的檢測
2.6.5 輥筒壓力
輥筒機械加工后,需要做壓力試驗,壓力一般要求保持15 min以上不得有滲漏。輥筒的試驗壓力如表15所示。
2.6.5.1 壓力試驗
利用軋輥兩端緊固端蓋的螺紋孔,兩端各用螺絲緊固一試壓用的壓蓋,其中一個為盲蓋,一個為帶通水螺紋管的壓蓋,將輥筒自然放置于試壓區(qū)專用水泥槽內,用木制的“V”型塊作支承,用壓力表直接測量壓力;
2.6.5.2 質量控制
用目測觀查壓力及軸頸滲漏情況,如產(chǎn)生滲漏,應對軸徑進行堵滲修補,修補后再進行試壓,壓力試驗合格后,需將輥腔內的介質(水或其他)空干或吹干,避免因輥內殘留有水份等介質,影響軋輥的使用性能。
綜上所述,離心復合冷硬鑄鐵輥筒的加工工藝過程概括為:離心鑄造→機械加工→壓力試驗,輥筒的質量檢驗也遵照此順序進行,通過采用合適的檢驗方法和處理手段,消除了鑄造缺陷、化學成分及白口深度和表面硬度、機械性能、金相組織、機械加工等因素的影響,有效地控制、提高了輥筒質量。
[1] 《機械加工工藝手冊》,機械工業(yè)出版社,1992年,第二版.
[2] 《橡膠機械設計》,山東化工學院,1994年.
[3] 《機械設計手冊》,化學工業(yè)出版社,2004年,第一版.
[4] 《UG NX4.0中文版零件設計》,清華大學出版社,2007年第一版.
[5] GB/T 13298--91 金屬顯微組織檢驗方法,中國標準出版社,1992年第一版.
[6] HG/T 3108--2012 冷硬鑄鐵輥筒,化學工業(yè)出版社,2013年第一版.
[7] GB/T 9441 球磨鑄鐵金相檢驗,中國標準出版社,2010年第一版.
(R-03)
TQ330.73
1009-797X(2016)22-0069-06
B DOI∶10.13520/j.cnki.rpte.2016.22.022
李紅靜(1973-),女,副高,本科,主要從事冷加工工藝方面工作。
2016-10-17
猜你喜歡
中學生數(shù)理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數(shù)理化·中考版(2020年10期)2020-11-27 01:59:48
數(shù)學小靈通(1-2年級)(2020年9期)2020-10-27 03:24:18
當代貴州(2019年41期)2019-12-13 09:28:56
中學生數(shù)理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中國生殖健康(2019年2期)2019-08-23 08:12:08
中學生數(shù)理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數(shù)理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
汽車觀察(2016年3期)2016-02-28 13:16:26
