液化石油氣儲罐焊后去應力熱處理效果的金屬磁記憶技術評估
2016-12-02 09:26:39羅龍清史紅兵
無損檢測 2016年11期
羅龍清,史紅兵
(安徽省特種設備檢測院, 合肥 230041)
?
液化石油氣儲罐焊后去應力熱處理效果的金屬磁記憶技術評估
羅龍清,史紅兵
(安徽省特種設備檢測院, 合肥 230041)
基于鐵磁性材料的磁記憶信號大小與其所受應力或殘余應力成正向關系的特性,應用統計學原理,分析了液化石油氣儲罐(材料16MnR)焊后去應力熱處理前后,焊縫上磁記憶信號統計量,即標準差S的變化規律。結果表明,磁記憶信號標準差S可以評估焊后去應力熱處理效果,當磁記憶信號標準差S(焊縫段長度250 mm)低于10 A·m-1時,去應力熱處理效果好。
金屬磁記憶技術;焊后去應力熱處理;評估; 液化石油氣儲罐
在液化石油氣儲罐焊接組裝過程中,球殼板的機械加工、焊接過程中的溫差和強行組裝等原因都會導致焊縫存在較大的殘余應力,為了消除殘余應力,大多采用焊后去應力熱處理方法[1]。去應力熱處理效果的評估一般通過測量殘余應力來實現,測量殘余應力的傳統方法有應力釋放法、X射線法、超聲波法和深層應力分布法等,這些傳統方法可以很好地測量殘余應力,但也存在一些明顯的缺點,比如有損、工藝復雜、成本高、操作復雜等[2]。因為金屬磁記憶檢測技術具有無損、操作簡單和快速診斷等優點,且有試驗表明其對評估去應力退火具有可行性,因此,研究應用金屬磁記憶檢測方法評估焊后去應力熱處理對同行具有借鑒意義[3]。
金屬磁記憶檢測技術的原理是:鐵磁性構件在受到工作載荷和地磁場的共同作用下,應力和變形集中區會發生磁致伸縮,使磁疇組織會產生定向的和不可逆的重新取向;通過分析構件表面的磁性異常,可以得到構件的受力和損傷情況[4]。研究表明,采用金屬磁記憶檢測技術評估去應力熱處理是可行的,而且磁記憶信號大小與殘余應力大小具有嚴格的正向關系[5]。筆者在此基礎上,深入分析了液化石油氣儲罐焊后去應力熱處理前后的磁記憶信號標準差的變化規律。
1 鐵磁性材料焊后去應力熱處理原理
在鐵磁性材料去應力熱處理時,隨著溫度的升高,試件屈服強度下降,當試樣殘余應力大于金屬的屈服強度時,試樣在某些局部區域會發生塑性變形,殘余應力得到釋放。殘余應力幅值的降低取決于保溫溫度下材料的屈服強度和蠕變特性,溫度越高(低于相變臨界點),屈服強度越小,應力釋放越多,保溫時間越長,殘余應力釋放越徹底[6],金屬磁記憶信號越小;但溫度也不能太高,以免金相組織結構發生變化,一般低于相變臨界點線以下100~200 ℃。
2 金屬磁記憶評估可行性分析
JILES和SAVLIK經理論推導,得出應力σ與外磁場具有同等的磁化效果,且應力σ的磁化作用效果與外磁場無關[7-8],這就是著名的力-磁效應原理,也是金屬磁記憶檢測技術磁記憶效應機理的解釋之一。該原理認為構件的有效磁場He和應力σ對應的等效磁場Hσ的計算公式為:
(1)
(2)
式中:H為地磁場;β為系數;M為磁化磁度;Hσ為外力引起的等效磁場。
由上述可知,應力場產生的等效磁場Hσ與應力成正比,當其他條件一定時,鐵磁性構件的有效磁場He,即金屬磁記憶信號大小主要由應力σ決定。焊后去應力熱處理后,殘余應力會大大減小,由力-磁效應可知,對應的磁記憶信號也會相應減小。因此,通過拾取焊縫表面的磁記憶信號,經信號處理得出特征參量,用來評估焊后去應力熱處理效果,具有理論可行性。
3 數據采集和分析
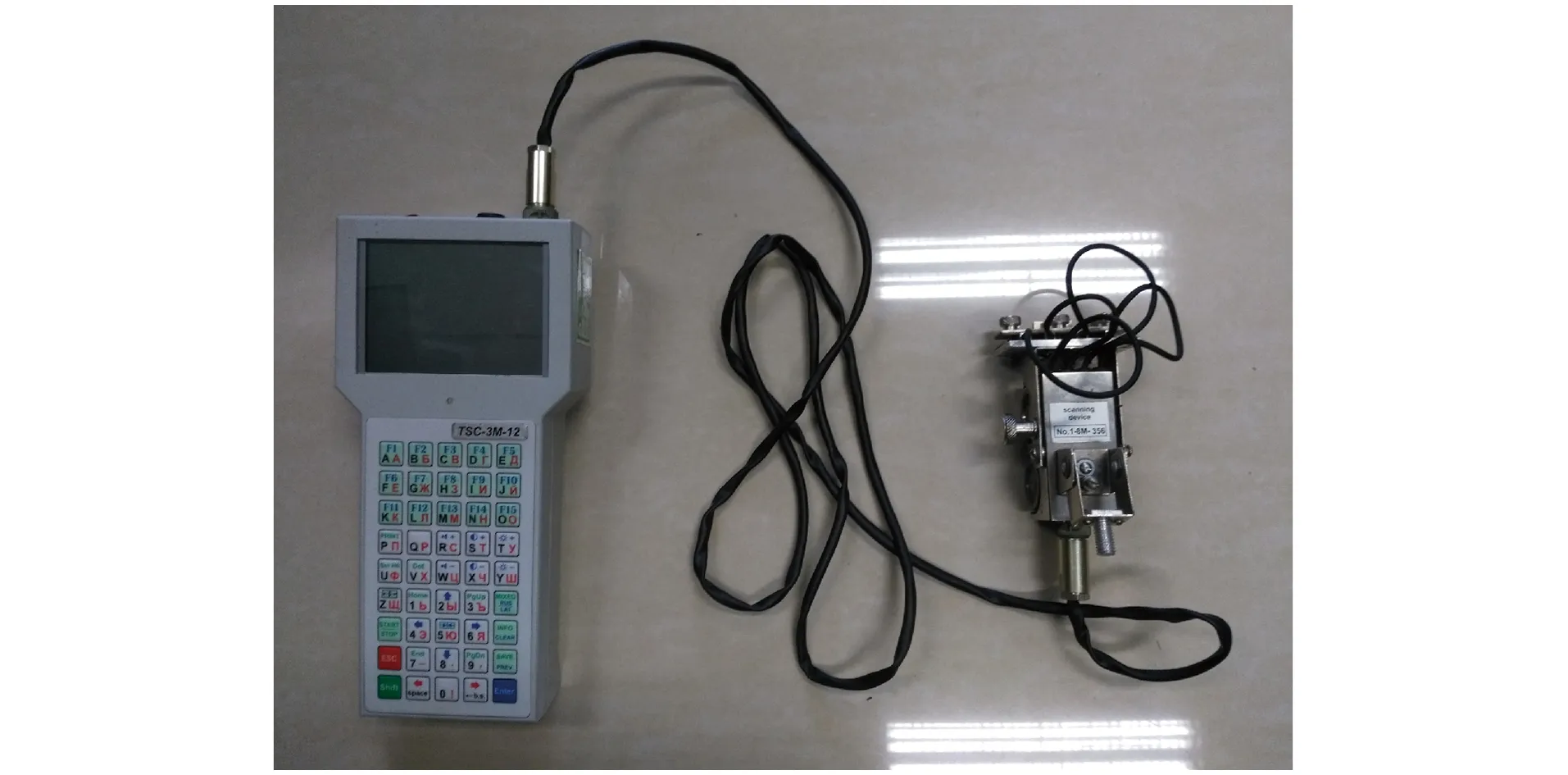
圖1 TSC-3M-12檢測儀和1-8M型掃描裝置外觀
試驗采用俄羅斯動力診斷公司的TSC-3M-12(搭配1-8M型掃描裝置)型應力集中檢測儀,如圖1所示,測量步長設置為1 mm(即掃描裝置數據采集速率1次·mm-1),掃描裝置上的四個磁記憶信號拾取元件與焊縫母材表面距離始終保持一致,避免提離效應對試驗結果的影響,1-8M型掃描裝置信號采集方向與焊縫方向平行,且對稱放置在焊縫正上方。
磁記憶信號采集前,先對兩臺50立方16MnR鋼液化石油氣儲罐(編號01和02)焊縫進行編號并劃線,如圖2所示,箭頭方向為信號采集方向。然后分別采集焊后和嚴格按照熱處理規范進行焊后去應力熱處理的焊縫磁記憶信號,隨機選取5條焊縫(01儲罐3條,02儲罐2條),焊后去應力熱處理前后的磁記憶信號如圖3~7所示。為簡化處理,每條焊縫隨機任選一個探頭的法向分量Hpy,橫坐標Lx為焊縫長度,mm;縱坐標H為法向分量Hpy的磁場強度。
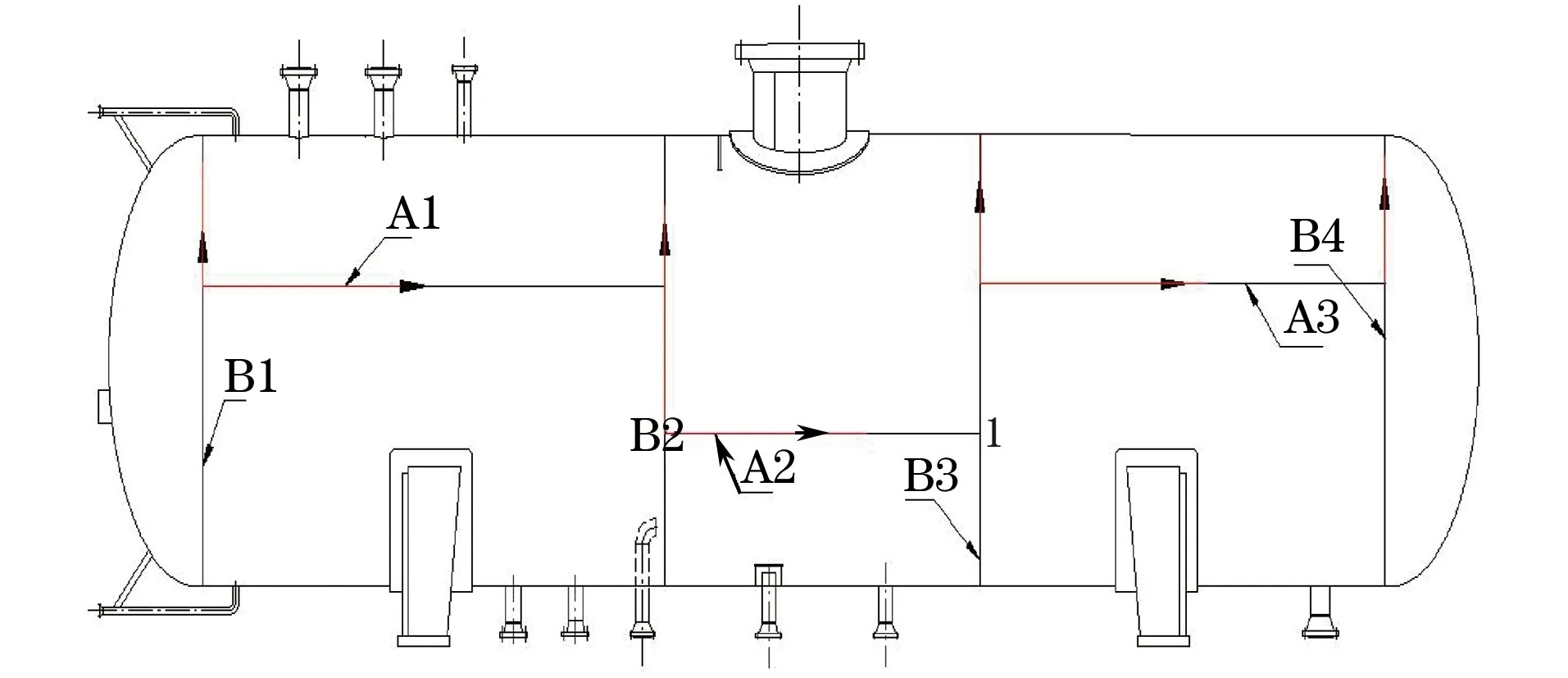
圖2 儲罐焊縫編號和信號采集示意
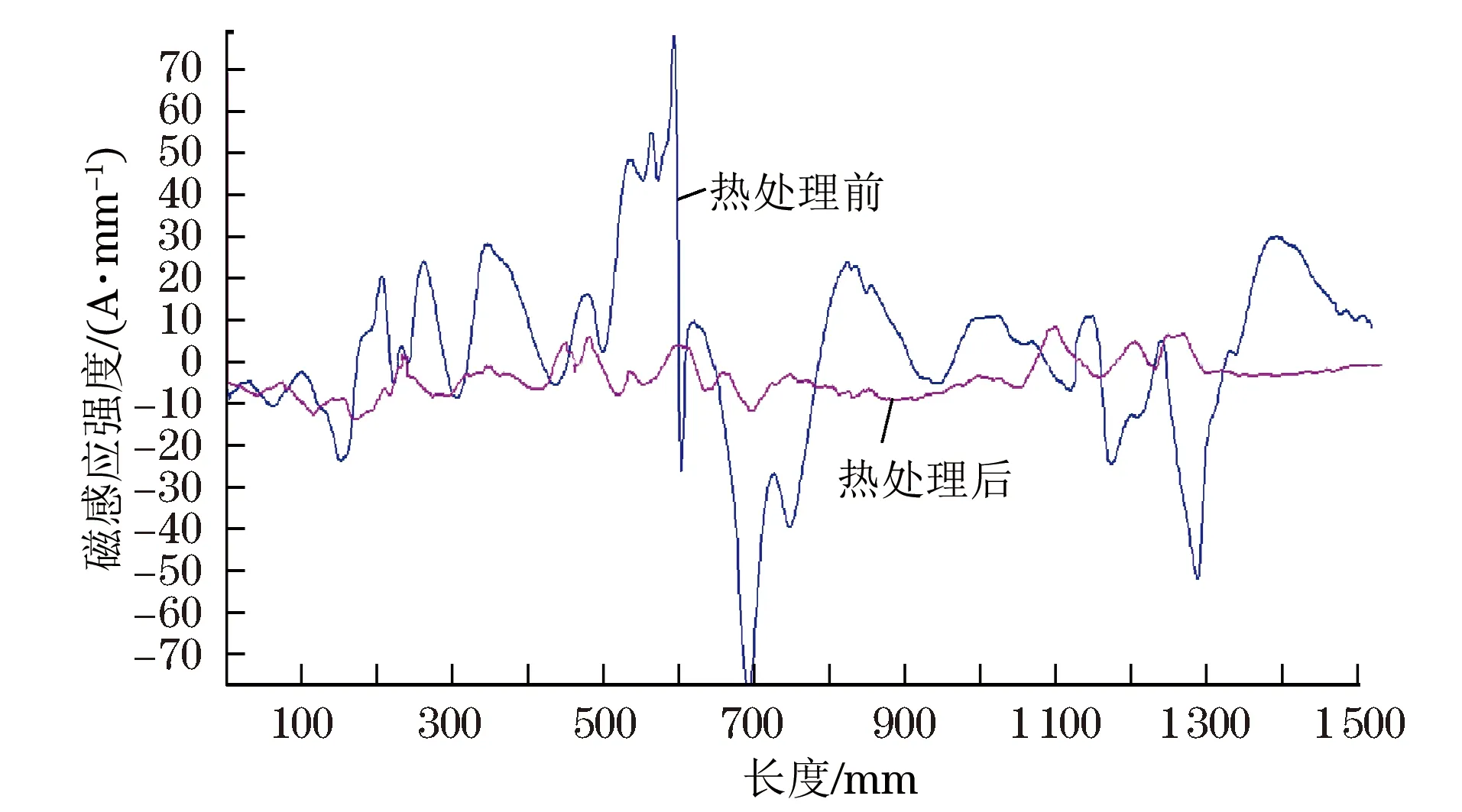
圖3 01儲罐A1焊縫去應力熱處理前后磁記憶信號
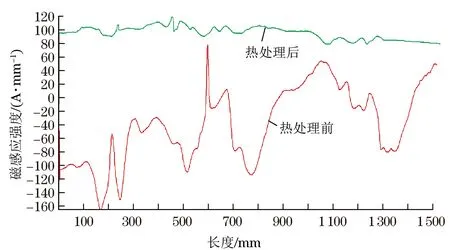
圖4 01儲罐B1焊縫去應力熱處理前后磁記憶信號
由上述熱處理后磁記憶信號的變化規律可發現:熱處理后的磁記憶信號曲線斜率K值更小,極大值與極小值間的極差大大減小,表明熱處理后的磁記憶信號曲線變得更加平滑,磁記憶信號離散程度大大降低。
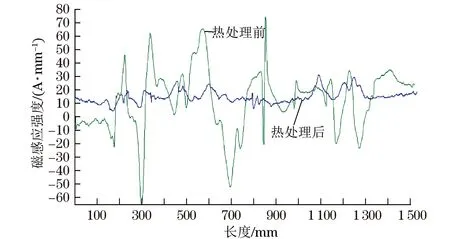
圖5 01儲罐A3焊縫去應力熱處理前后磁記憶信號
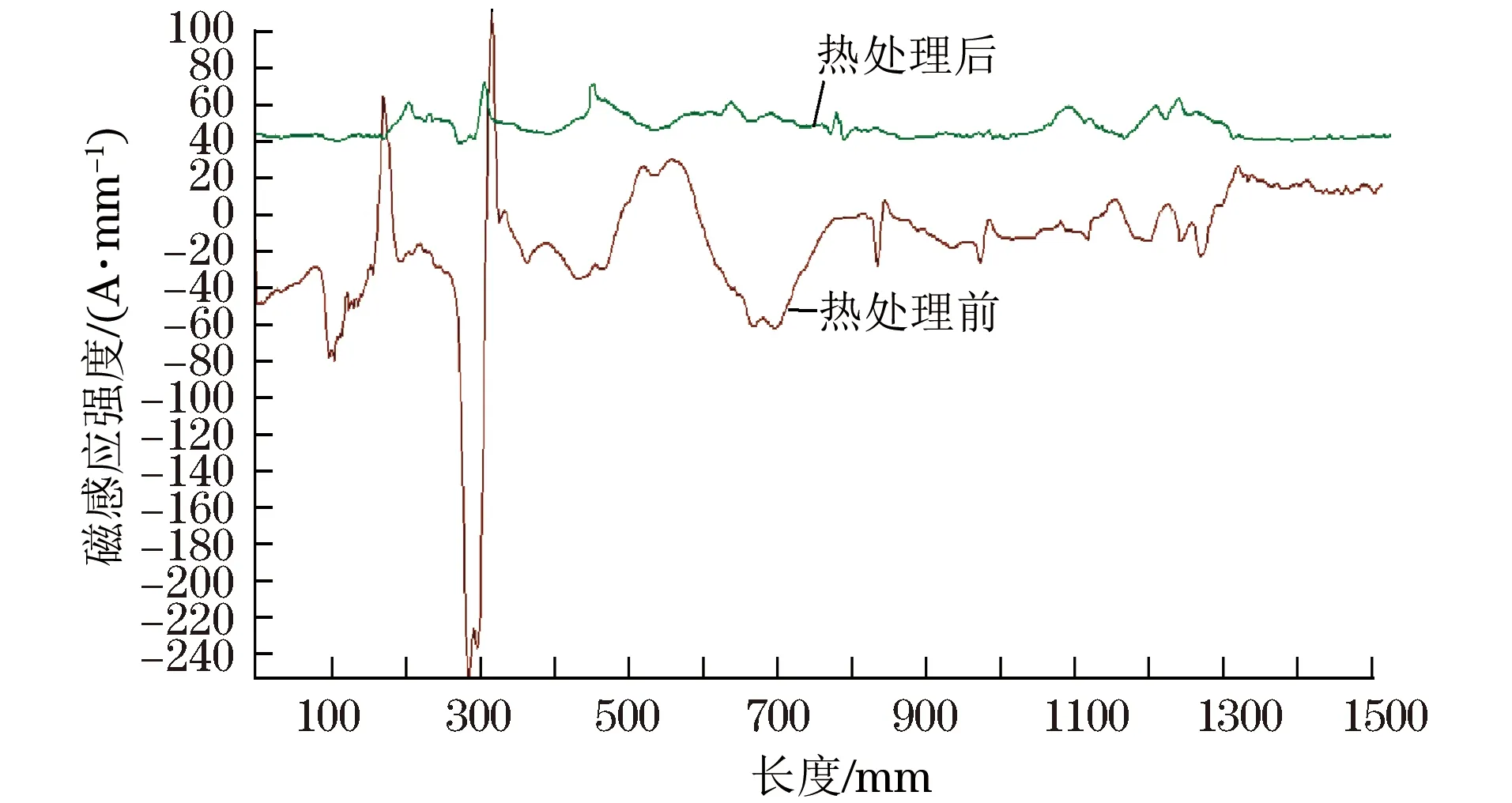
圖6 02儲罐A2焊縫去應力熱處理前后磁記憶信號
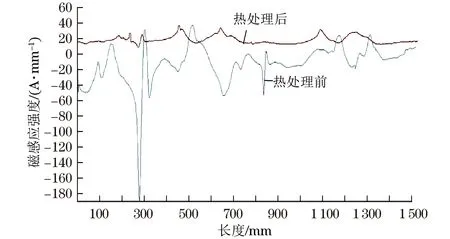
圖7 02儲罐B2焊縫去應力熱處理前后磁記憶信號
標準差,概率統計中最常用來作為統計分布的測量,是方差的算術平方根,反映一個數據集合的離散程度。平均數相同的一組數據,標準差未必相同,標準差越小,表明數據越聚集;標準差越大,表明數據越離散[9]。因此可從描述磁記憶信號離散程度,著手分析熱處理前后磁記憶信號標準差S的變化情況。此處以水平距離Lx(250 mm)為一個基準范圍,計算其磁記憶信號標準差S,儲罐焊縫去應力熱處理前后計算結果見表1,折線圖見圖8(01A1為焊縫熱處理前的標準差,01A1_P為焊縫熱處理后的標準差,其余類推)。
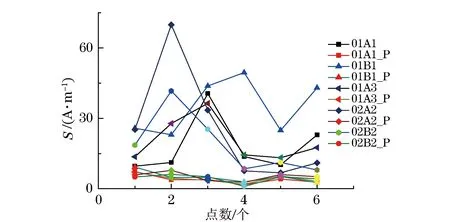
圖8 去應力熱處理前后磁記憶信號標準差S的變化
上述數據處理結果表明:熱處理前的標準差S普遍較大,均大于10 A·m-1,而且每一焊縫長度段(長250 mm)的標準差S相差比較大,說明離散程度很高,殘余應力較大;熱處理后的標準差S較小,均小于10 A·m-1,而且每一焊縫長度段(長250 mm)的標準差S差距不大,在5 A·m-1上下波動,說明離散程度低,去應力效果良好。
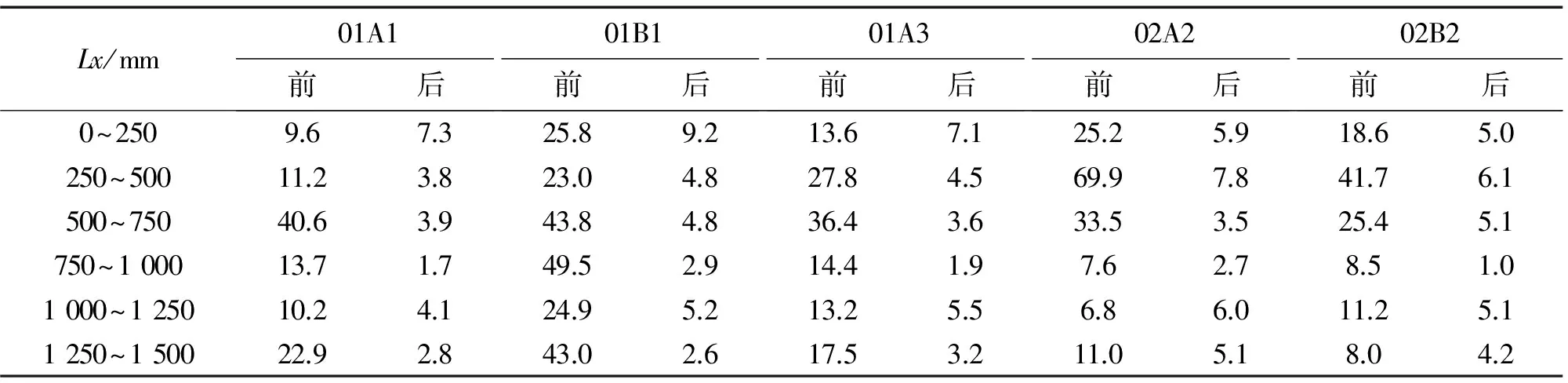
表1 儲罐焊縫熱處理前后磁記憶信號標準差S A·m-1
4 結語
(1) 分析了兩臺液化石油氣儲罐熱處理后的磁記憶信號,發現利用特定焊縫長度(250 mm)方向上的金屬磁記憶信號標準差S進行統計分析,可對其熱處理效果進行評估;當磁記憶信號標準差S低于10 A·m-1(處于5 A·m-1附近),且各特定焊縫長度段的標準差S差距很小時,可認為熱處理效果好。
(2) 如條件允許,對材料種類、厚度、接頭型式、焊接方式和容器類別等不同的情況,可進行更多的熱處理試驗,采集金屬磁記憶信號并統計分析,以驗證該試驗結果的可靠性。
[1] 強天鵬.壓力容器檢驗[M].北京:新華出版社,2008:83-85.
[2] 樊東黎,徐躍明,佟曉輝.熱處理工程師手冊[M].北京:機械工業出版社,2004.
[3] 羅龍清,鞠偉,于潤橋,等.金屬磁記憶技術用于去應力退火評估的可行性研究[J].熱處理技術與裝備,2011,32(5):17-19.
[4] 任吉林,林俊明.電磁無損檢測[M]. 北京: 科學出版社,2008.
[5] 阿阿·杜波夫,謝米·考羅考利尼柯夫.金屬磁記憶檢測方法和儀表[M]. 莫斯科:[出版單位不詳],2007:9-13.
[6] 劉永剛,李顯,李少華.焊后去應力退火的機理及應用[J].金屬加工,2009(14):60-61.
[7] JILES D C, DEVINC M K. Recent developments in modeling of the stress derivative of magnetization in ferromagnetic materials[J].Journal of Applied Physics,1994,76(10):7015-7017.
[8] SABLIK M J, JILES D C. Coupled magnetoelastic theory of magnetic and magnetostrictive hysteresis[J].IEEE Transactions on Magnetics,1993,29(3):2113-2123.
[9] 盛驟,謝式千,潘承毅.概率論與數理統計[M].北京:高等教育出版社,2008.
The Metal Magnetic Memory Technology Evaluation to the PWHT of LPG Tank
LUO Long-qing, SHI Hong-bing
(Anhui Special Equipment Inspection Institute, Hefei 230041, China)
Based on the positive correlation between the ferro-magnetic material metal magnetic memory signal and the applied strain or residual stress, the changing regularity of the statistic parameters of the weld metal magnetic memory signal - the standard deviationSof the LPG Tank (material 16MnR) before and after the PWHT was analyzed according to the statistical principles. The research shows that the standard deviationSof the metal magnetic memory signal can evaluate the PWHT. The PWHT is fine whenSis below 10 A/m (the length of weld unit is 250 mm).
The metal magnetic memory technology; PWHT; Evaluation; LPG storage tank
2016-06-09
安徽省質量技術監督局科技資助項目(13ZJ370021)
羅龍清(1985-),男,碩士,工程師,主要從事無損檢測和壓力容器檢驗技術研究工作。
羅龍清, E-mail: luolqing@163.com。
10.11973/wsjc201611005
TG115.28
A
1000-6656(2016)11-0027-03
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
電子制作(2018年11期)2018-08-04 03:25:42
作文周刊·小學一年級版(2016年27期)2017-06-03 23:21:17
制造業自動化(2017年2期)2017-03-20 14:26:13
新湘評論·下半月(2016年4期)2016-05-05 22:12:41
新湘評論·下半月(2016年4期)2016-05-05 22:12:41
海外文摘(2016年4期)2016-04-15 22:28:55