銅/不銹鋼加筋板爆炸焊接工藝實(shí)驗(yàn)
2016-12-02 05:24:18陳壽軍段綿俊周景蓉
工程爆破 2016年5期
陳壽軍,段綿俊,周景蓉,黃 文
(1.南京三邦新材料科技有限公司,南京211155;2.南京炮兵學(xué)院 自行火炮系,南京211132)
銅/不銹鋼加筋板爆炸焊接工藝實(shí)驗(yàn)
陳壽軍1,段綿俊2,周景蓉1,黃 文1
(1.南京三邦新材料科技有限公司,南京211155;2.南京炮兵學(xué)院 自行火炮系,南京211132)
隨著我國核電新能源的發(fā)展,新型材料的需求也在不斷的增加,銅/不銹鋼加筋板是其中一種,具有重要工程應(yīng)用價(jià)值,目前無法用常規(guī)的冷、熱加工工藝進(jìn)行生產(chǎn)。通過爆炸焊接法,采用一種新的“凸臺(tái)式”裝藥形式,在支撐模板設(shè)計(jì)及其填充方案、工裝等方面進(jìn)行了深入研究,優(yōu)化了焊接參數(shù),并對(duì)成品的結(jié)合界面進(jìn)行了剪切強(qiáng)度測試、金相觀測、電鏡掃描和顯微硬度測試。檢測結(jié)果表明:銅/不銹鋼焊接結(jié)合面為波狀冶金結(jié)合界面,在波峰兩側(cè)存在含金屬氧化物的“冠狀”漩渦,結(jié)合界面附近的晶粒被拉長變細(xì),顯微硬度顯著升高,界面結(jié)合強(qiáng)度超過銅材。
爆炸焊接;雙金屬材料;加筋板;結(jié)合界面
1 引言
一種聚變設(shè)施的建設(shè)需要具有良好的導(dǎo)電性、導(dǎo)熱性和厚6 mm的大面積加筋板,該加筋板的面板選用銅合金材質(zhì),并在面板上設(shè)計(jì)了多道316L不銹鋼加強(qiáng)筋以提高該加筋板的整體強(qiáng)度。該設(shè)計(jì)滿足了設(shè)備的特殊要求,但是給制備帶來了困難。
該銅/不銹鋼加筋板屬于金屬復(fù)合材料,難以采用常規(guī)的金屬復(fù)合技術(shù)制備。譬如:熔焊法操作簡單,可大規(guī)模生產(chǎn),但僅適用于焊接性能相近的異種材料,而銅/不銹鋼焊接時(shí)因熔點(diǎn)相差較大、導(dǎo)熱性相差太大,焊接頭容易產(chǎn)生宏觀裂紋。此外,銅、鋼熔融后易生成金屬脆性化合物,焊接頭結(jié)合強(qiáng)度低且易發(fā)生脆性斷裂﹝1﹞;釬焊法需在焊接界面引入熔點(diǎn)較低的釬焊劑,其界面結(jié)合強(qiáng)度差,耐熱性差,不能用于耐熱重載結(jié)構(gòu)件的制備﹝2﹞;熱等靜壓法受設(shè)備容積所限,不能制備大面積的銅/不銹鋼加筋板,且其成本高昂,難以大面積推廣﹝3﹞。從上述可知,大面積銅/不銹鋼加筋板,尚未有成熟的制備工藝和技術(shù)。而爆炸焊接具有焊接強(qiáng)度高、適用于大面積板材焊接的優(yōu)點(diǎn),可考慮用于大面積銅/不銹鋼加筋板的制備。
目前,爆炸焊接制備的雙金屬材料雖多,但主要局限于雙金屬復(fù)合板、管與棒材的制備﹝4-6﹞,關(guān)于加筋板的爆炸焊接研究鮮有報(bào)道,其原因在于加筋板的爆炸焊接與常見板材的爆炸焊接存在較大差異,因此難以實(shí)現(xiàn)﹝7﹞。
本文在模板設(shè)計(jì)及其填充方案、裝藥形式等方面進(jìn)行了不斷地探索,克服了以上技術(shù)難題,運(yùn)用爆炸焊接技術(shù)成功制備了一種銅/不銹鋼加筋板(見圖1),并對(duì)其焊接界面進(jìn)行了深入研究。

圖1 加筋板爆炸焊接照片F(xiàn)ig.1 Photo of explosion welding ribbed plate
2 實(shí)驗(yàn)方法
2.1 實(shí)驗(yàn)材料
面板尺寸為800 mm×500 mm×6 mm,材質(zhì)為銅合金;筋板的尺寸為800 mm×12 mm×15 mm,材質(zhì)316L不銹鋼。兩種材料的化學(xué)成分見表1。

表1 爆炸焊接實(shí)驗(yàn)材料的成分Table 1 Chemical composition of explosion welding material
炸藥為乳化炸藥,其爆速約為3 600 m/s,經(jīng)添加適當(dāng)比例的珍珠鹽后,其爆速下降為2 450~2 500 m/s。
2.2 支撐模板設(shè)計(jì)及其填充方案
加筋板的爆炸焊接以筋板為基板,以面板為復(fù)板,筋板間需填充支撐模板。首先,支撐模板應(yīng)選用與筋板強(qiáng)度相近的材料,否則將會(huì)導(dǎo)致面板凹陷或毀壞;第二,經(jīng)爆炸沖擊后,筋板和支撐模板均延展變形,易相互夾持。因此填充模板時(shí),筋板和模板間應(yīng)預(yù)留一定間隙,但該間隙不能過大,否則沖擊力將會(huì)導(dǎo)致面板凹陷甚至損壞。
根據(jù)以上分析結(jié)果,優(yōu)選了45號(hào)鋼板作為填充模板材料。經(jīng)統(tǒng)計(jì),筋板沖擊后變寬量約為5%,因此筋板與支撐模板間隙應(yīng)為筋板寬度的2.5%。
在此基礎(chǔ)上設(shè)計(jì)了加筋板的實(shí)驗(yàn)工裝如圖2所示。在沙石地基上設(shè)置一個(gè)厚為20 mm的鋼墊板,將支撐模板和筋板分別固定在鋼墊板上,兩者間隙約為支撐模板寬度的2.5%;在支撐模板上放置間隙柱,并將面板置于間隙柱上,再在面板上表面布設(shè)裝藥和雷管。
圖2 爆炸焊接裝置示意圖Fig.2 Schematic diagram of explosion welding set-up
2.3 凸臺(tái)式裝藥
在常見的板與板爆炸焊接中,炸藥是平面布置的,炸藥被引爆后,迅速在平板表面形成穩(wěn)定爆轟,推動(dòng)復(fù)板形成適當(dāng)撞擊角與基板猛烈撞擊;當(dāng)復(fù)板速度和撞擊角度達(dá)到適當(dāng)焊接條件時(shí),兩金屬表面形成射流,并焊接在一起。
而在筋板與面板的爆炸焊接實(shí)驗(yàn)中,平面裝藥使得面板的非焊接區(qū)也激發(fā)了射流,雖然在防焊劑的作用下,該區(qū)域沒有和模板焊接,但射流使得非焊接區(qū)面板也產(chǎn)生大量的金屬積瘤狀組織,破壞了面板表面。因此,為了減少非焊接區(qū)的碰撞能量,需要采用一種新型的“凸臺(tái)式”裝藥。
凸臺(tái)式裝藥裝置(見圖2)的主要特點(diǎn)是非焊接區(qū)裝藥(基礎(chǔ)裝藥)和非焊接區(qū)裝藥(加強(qiáng)裝藥)高度不一致,基礎(chǔ)裝藥為推動(dòng)整個(gè)復(fù)板運(yùn)動(dòng)提供了基本能量,而加強(qiáng)裝藥使得焊接區(qū)面板達(dá)到了焊接所需的高速碰撞和適當(dāng)碰撞角。該裝藥技術(shù)大大減少了非焊接區(qū)的碰撞強(qiáng)度,使其不受射流的侵害。
2.4 爆炸焊接參數(shù)優(yōu)選
對(duì)于平板爆炸焊接而言,為了獲得良好的爆炸焊接質(zhì)量,應(yīng)合理選擇兩個(gè)關(guān)鍵性參數(shù):裝藥厚度de和基、復(fù)板間隙s,并有大量的經(jīng)驗(yàn)公式對(duì)其爆炸焊接參數(shù)進(jìn)行估算﹝4-8﹞。
然而加筋板的裝藥參數(shù)更為復(fù)雜,包括基礎(chǔ)裝藥de1、加強(qiáng)裝藥de2與間隙s,其裝藥參數(shù)的選擇無經(jīng)驗(yàn)可循。不過以往研究表明,6 mm銅板的加強(qiáng)裝藥的厚度de2約為55 mm,間隙為12 mm。因此,基礎(chǔ)裝藥的厚度de1與加強(qiáng)裝藥的厚度de2之間的比例k可采用實(shí)驗(yàn)確定。
根據(jù)實(shí)際經(jīng)驗(yàn),比例k的取值范圍為0.7~1,實(shí)驗(yàn)參數(shù)和結(jié)果如表2及圖3所示。
表2 不同基礎(chǔ)裝藥與加強(qiáng)裝藥比例優(yōu)選實(shí)驗(yàn)結(jié)果Table 2 Experimental results of optimization of basic and strengthen loading
圖3 不同基礎(chǔ)裝藥與加強(qiáng)裝藥比例的實(shí)驗(yàn)結(jié)果Fig.3 Experimental results of basic and strengthen loading
根據(jù)表2和圖3可知:
(1)當(dāng)k=0.7時(shí),一根肋板沒有與面板發(fā)生焊接,只在面板上留下了碰撞痕跡;另一根肋板雖實(shí)現(xiàn)了焊接,但焊接強(qiáng)度不高,如圖3(a)所示。焊接失敗的原因:在復(fù)板的運(yùn)動(dòng)過程中,由于凸臺(tái)式裝藥的k過小,加強(qiáng)裝藥區(qū)面板受到非加強(qiáng)區(qū)裝藥的影響,加強(qiáng)裝藥區(qū)面板的碰撞速度和碰撞角發(fā)生了改變,達(dá)不到射流激發(fā)條件,焊接能量有所減少,導(dǎo)致肋板焊接失敗。
(2)當(dāng)k=0.8時(shí),面板和肋板實(shí)現(xiàn)了焊接,面板的光潔度非常好,支撐內(nèi)模也順利的脫離了空腔。面板整體沒有明顯的變形,如圖3(b)所示。
(3)當(dāng)k=0.9時(shí),面板和肋板也實(shí)現(xiàn)了焊接,但是面板的下表面出現(xiàn)了麻點(diǎn)和凸凹不平,靠近肋板區(qū)域的面板凸凹不平更為嚴(yán)重,如圖3(c)所示。這種現(xiàn)象說明,當(dāng)k=0.9時(shí),爆炸焊接中,靠近肋板區(qū)域的基礎(chǔ)裝藥區(qū)的載荷也達(dá)到了射流條件,使得碰撞中也激發(fā)了部分射流,因此導(dǎo)致了面板的損壞。
(4)當(dāng)k=1時(shí),即在等厚度裝藥條件下,非焊合區(qū)面板內(nèi)表面產(chǎn)生了大量的波紋和金屬積瘤如圖3(d)所示。這種波紋和金屬熔化現(xiàn)象在爆炸焊接復(fù)合板結(jié)合界面的情況十分相似。曾經(jīng)有研究人員將爆炸復(fù)合板的復(fù)合層剝離,在復(fù)合層上也發(fā)現(xiàn)了類似的波紋﹝8﹞。分析其原因,等厚度裝藥使得非焊合區(qū)面板也達(dá)到了焊接條件,因此在碰撞中也激發(fā)了射流,雖然在防焊劑的作用下,該區(qū)域沒有和模板焊接,但是射流在非焊合區(qū)面板內(nèi)表面留下了爆炸焊接特有的波紋和金屬熔化現(xiàn)象,破壞了面板內(nèi)表面。因此,等厚度裝藥對(duì)于肋板構(gòu)件是有害的,且是應(yīng)該極力避免的。
實(shí)驗(yàn)結(jié)果表明,當(dāng)k=0.8時(shí),加筋板的焊接效果最佳。
2.5 技術(shù)檢驗(yàn)
為檢驗(yàn)加筋板的焊合質(zhì)量,采用超聲探傷儀對(duì)b試板的復(fù)合率進(jìn)行了檢驗(yàn),并在筋板的首、尾和中間位置取樣進(jìn)行了剪切實(shí)驗(yàn)以檢驗(yàn)焊合強(qiáng)度,最后對(duì)b試板結(jié)合界面進(jìn)行了金相組織分析、電鏡掃描(SEM)檢驗(yàn)和顯微硬度測試。
3 實(shí)驗(yàn)結(jié)果及分析
超聲探傷顯示,b試板的各筋板與面板復(fù)合率達(dá)到95%以上;各筋板的平均界面剪切強(qiáng)度達(dá)到345 MPa,且試樣的剪切破壞均發(fā)生在銅材上,說明爆炸焊接界面經(jīng)過劇烈的塑性變形,得到了強(qiáng)化,其界面結(jié)合強(qiáng)度超過了銅材的強(qiáng)度,該結(jié)果與前人研究一致﹝7-8﹞。
微觀硬度測試結(jié)果如圖4所示。

圖4 顯微硬度測試結(jié)果Fig.4 Test result of microhardness
測試表明,靠近爆炸焊接界面的微觀硬度數(shù)值上升非常明顯,說明爆炸焊接中,強(qiáng)烈碰撞使得結(jié)合界面經(jīng)受了強(qiáng)烈變形,產(chǎn)生了應(yīng)力聚集。從圖4中還可以看出,遠(yuǎn)離界面1 mm后,組織的微觀硬度保持了基本穩(wěn)定,說明材料內(nèi)變形主要局限在1 mm范圍內(nèi),爆炸焊接對(duì)于遠(yuǎn)離焊接界面的金屬材料組織基本無影響。
圖5為銅/不銹鋼結(jié)合界面的金相照片,圖6為銅/不銹鋼結(jié)合界面中一個(gè)典型的波狀界面的SEM照片。

圖5 銅/不銹鋼結(jié)合界面的金相照片F(xiàn)ig.5 OM figures of Cu side and 316L SS side of explosive welding interface
從圖5、圖6可以看出,在波峰兩端存在明顯的冠狀漩渦。將漩渦進(jìn)一步放大觀察,發(fā)現(xiàn)漩渦中主要為熔融后重結(jié)晶的金屬混合物(見圖6b及圖6c),且在漩渦內(nèi)有夾雜的金屬顆粒(見圖6c),該現(xiàn)象和金相檢驗(yàn)結(jié)果相一致。此外,在熔融后的晶體中有氣孔(見圖6d),表明熔融金屬的再結(jié)晶冷卻速度非常快,金屬液中部分氣體在凝固過程中來不及溢出,在晶體內(nèi)部形成了氣孔。
圖6 結(jié)合界面SEM照片F(xiàn)ig.6 SEM image of interface
利用SEM電鏡,對(duì)漩渦中的熔融后重結(jié)晶的金屬混合物進(jìn)行元素掃描分析,掃描位置見圖6b,掃描結(jié)果見圖7。
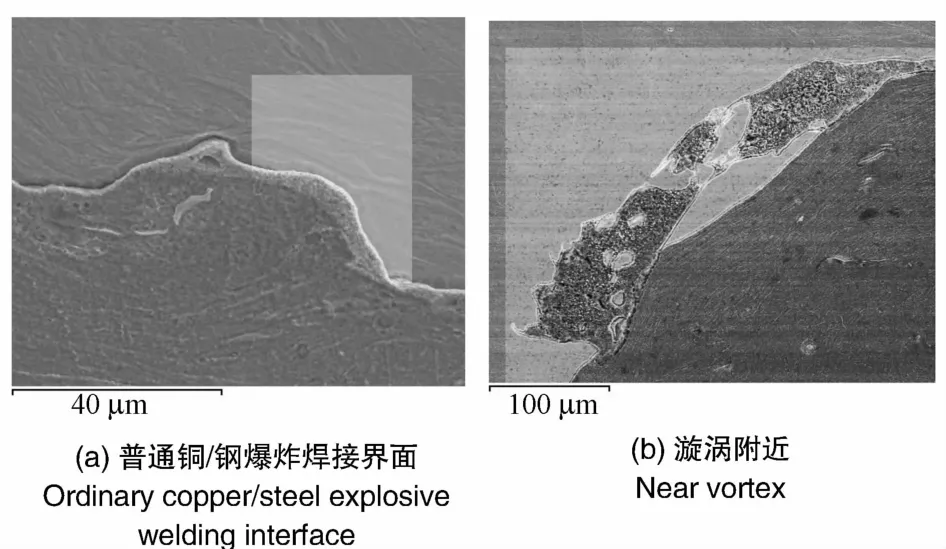
圖7 普通銅/鋼爆炸焊接界面與漩渦附近元素面掃描結(jié)果對(duì)比Fig.7 Comparison of scanning results of Cu Fe element between ordinary copper/steel explosive welding interface and near vortex
分析EDS元素掃描結(jié)果,發(fā)現(xiàn)漩渦的混合物的成分為銅合金和316L不銹鋼的主要元素,并含有質(zhì)量比重為8%的氧元素,表明該混合物包含部分金屬氧化物,如表3所示。
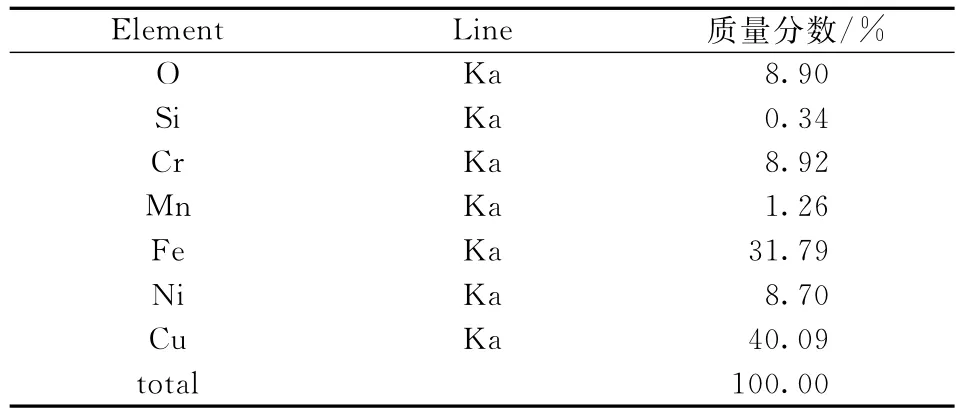
表3 漩渦中的金屬元素含量Table 3 Chemical composition of material of vortex
該分析結(jié)果表明,漩渦中的混合物來自于復(fù)板和基板的濺射射流,且包含部分被射流從板材表面沖刷、剝離的金屬氧化物。而金屬氧化物會(huì)降低結(jié)合界面的強(qiáng)度和韌性,使得構(gòu)件易發(fā)生脆性斷裂,應(yīng)盡力避免。
從圖7中可以看出,在漩渦區(qū)鐵銅元素有明顯的混雜現(xiàn)象。由于跟氧化物一樣,銅鐵金屬間化合物會(huì)顯著增加材料的脆性,導(dǎo)致材料無預(yù)兆的脆性斷裂,引發(fā)嚴(yán)重后果,因此,材料混合對(duì)焊接質(zhì)量的影響也是負(fù)面的。但是對(duì)于爆炸焊接界面而言,絕大部分焊接界面是非融化的銅/鋼直接過渡的界面,只有在波峰的冠狀部分存在小范圍的漩渦,金屬混合的負(fù)面影響相對(duì)熔焊法(氬弧焊、激光焊、電子束焊等)較小,因此,爆炸焊接的結(jié)合強(qiáng)度高于熔焊法。
4 結(jié)論
(1)獲得了制備大面積高強(qiáng)度異種材料加筋板的爆炸焊接工藝。
(2)經(jīng)檢測,爆炸焊接后,結(jié)合界面形成了波狀結(jié)合界面,界面附近晶體細(xì)密,界面結(jié)合強(qiáng)度高,體現(xiàn)出明顯的固相結(jié)合特征。
(3)爆炸焊接后,由于劇烈的變形,金屬界面兩側(cè)的金屬組織的顯微硬度都有大幅的提升,并且離結(jié)合界面越近,顯微硬度越高。
(4)金相檢測及電鏡檢測表明,在結(jié)合界面附近存在部分熔融后重結(jié)晶金屬組織,該金屬組織被捕獲在波峰兩側(cè)成為冠狀漩渦,包含部分金屬氧化物,給爆炸焊接界面帶來不利影響,應(yīng)盡力避免。
(5)雙金屬材料加筋板可適應(yīng)不同應(yīng)用環(huán)境并可節(jié)約大量貴重金屬,因此,該爆炸焊接工藝可廣泛推廣于各類異種材料的加筋板制備。
(
):
﹝1﹞柴鋒,楊才福,張永權(quán),等.含銅時(shí)效鋼焊接粗晶區(qū)組織與韌性分析[J].焊接學(xué)報(bào),2006,27(6):56-60. CHAI Feng,YANG Cai-fu,ZHANG Yong-quan,et al. Coarse-grained heat affected zone microstructure and toughness of copper-hearing age-hardening steels[J]. Transactions of the China Welding Institution,2006,27(6):56-60.
﹝2﹞杜長華,陳方,杜云飛.Sn-Cu、Sn-Ag-Cu系無鉛釬料的釬焊特性研究[J].電子元件與材料,2004,23(11):34-36. DU Chang-hua,CHEN Fang,DU Yun-fei.Investigation for solderability of Sn-Cu、Sn-Ag-Cu lead-free solders[J].Electronic Components&Materials,2004,23(11):34-36.
﹝3﹞張義文.熱等靜壓技術(shù)新進(jìn)展[J].粉末冶金工業(yè),2009,19(4):32-40. ZHANG Yi-wen.Developmentin hip technology[J]. Development in Hip Technology,2009,19(4):32-40.
﹝4﹞史長根,王耀華,蔡立艮,等.爆炸焊接界面的結(jié)合機(jī)理[J].焊接學(xué)報(bào),2002,23(2):55-58. SHI Chang-gen,WANG Yao-hua,CAI Li-gen,et al. Bonding mechanism of interface in explosive welding[J]. Transactions of the China Welding Institution,2002,23(2):55-58.
﹝5﹞王建民,朱錫,劉潤泉.鋁合金-純鋁-鋼復(fù)合板爆炸焊接試驗(yàn)及性能研究[J].海軍工程大學(xué)學(xué)報(bào),2008,20(2):105-108. WANG Jian-min,ZHU Xi,LIU Run-quan.Explosive welding tests and property study on aluminum alloy-pure aluminum-steel cladding plates[J].Journal of Naval U-niversity of Engineering,2008,20(2):105-108.
﹝6﹞田建勝.爆炸焊接技術(shù)的研究與應(yīng)用進(jìn)展[J].材料導(dǎo)報(bào),2007,21(11):99-103. TIAN Jian-sheng.Research and application development of explosive welding technique[J].Materials Review,2007,21(11):99-103.
﹝7﹞鄭哲敏.爆炸加工[M].北京:國防工業(yè)出版社,1981:98-118. ZHENG Zhe-min.Explosive working[M].Beijing:National Defense Industry Press,1981:98-118.
﹝8﹞韓麗青,王自東,林國標(biāo),等.爆炸復(fù)合TA2/316L板的組織和性能研究[J].材料熱處理學(xué)報(bào),2008,29(1):107-110. HAN Li-qing,WANG Zi-dong,LIN Guo-biao,et al.Investigation on microstructure and property of TA2/316L composite plate prepared by explosive welding[J]. Transactions of Materials and Heat Treatment,2008,29(1):107-110.
Explosion welding process experiments of copper/stainless steel reinforcing plate
CHEP Shou-jun1,DUPP Mian-jun2,ZHOU Jing-rong1,HUPPC Wen1
(1.Panjing Sanbom Pew MateriaIs TechnoIogy Co.,Ltd.,Panjing 211155,China;2.Department of SeIf-propeIIed Cuns,Panjing PrtiIIery CoIIege,Panjing 211132,China)
With the development of nuclear power in China,the demand for new materials was also increasing.The copper/ stainless steel plate was also a new material.It had important engineering application value.But it was unable to use conventional cold,hot processing technology for production.Taking the copper alloy panel and 316 L stainless steel plate as a test material,a new"convex table"charge form was applied.Studies on the supporting template design and its filling scheme,the tool and the like were conducted,the welding parameters were optimized,the shear strength test,metallographic observation,electron microscopy and micro-hardness test were conducted in the interface.The test results showed that the copper/stainless steel weld joint surface was wave-like metallurgical bonding interface,that both sides of the peak presented a metal-oxide-containing"crown"vortex,and that the grain in the vicinity of the bonding interface was elongated tapered,micro-hardness was greatly enlarged,and the interface bonding strength was significantly elevated above that of the copper material.
Explosion welding;Bimetallic material;Rib-reinforced plate;Interface
TD235.21
A
10.3969/j.issn.1006-7051.2016.05.018
1006-7051(2016)05-0092-05
2016-04-28
陳壽軍(1978-),男,工程師,從事金屬復(fù)合材料的研究和生產(chǎn)。E-mail:sj_chen@duble.cn
猜你喜歡
當(dāng)代陜西(2020年13期)2020-08-24 08:22:02
山東冶金(2019年1期)2019-03-30 01:35:32
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2017年10期)2018-01-22 03:04:00
制造技術(shù)與機(jī)床(2017年5期)2018-01-19 02:49:17
制造技術(shù)與機(jī)床(2017年8期)2017-11-27 02:10:21
金秋(2017年4期)2017-06-07 08:22:16
商洛學(xué)院學(xué)報(bào)(2017年2期)2017-05-17 05:19:50
中國材料進(jìn)展(2016年10期)2016-12-26 06:50:20
濰坊學(xué)院學(xué)報(bào)(2016年2期)2016-12-01 13:00:11
石油化工建設(shè)(2016年4期)2016-02-27 15:03:16
