黃金手鐲自動壓光機設(shè)備的研制
2016-11-29 13:54:42于復生李歡歡程啟良
制造業(yè)自動化 2016年2期
關(guān)鍵詞:設(shè)備
王 波,于復生,李歡歡,程啟良
(1.山東建筑大學 機電工程學院,濟南 250101;2.山東省高校機械工程創(chuàng)新技術(shù)重點實驗室,濟南 250101)
黃金手鐲自動壓光機設(shè)備的研制
王 波1,2,于復生1,2,李歡歡1,程啟良1
(1.山東建筑大學 機電工程學院,濟南 250101;2.山東省高校機械工程創(chuàng)新技術(shù)重點實驗室,濟南 250101)
介紹了一種對黃金手鐲表面自動壓光處理的設(shè)備,該設(shè)備主要由兩個直流電機和一個步進電機產(chǎn)生動力,由支撐體對黃金手鐲進行支撐,由傳動組件進行傳動,該黃金手鐲自動壓光機設(shè)備只需人工將手鐲放到手鐲支撐體上,在兩個直流電機的帶動下,手鐲和壓光針進行轉(zhuǎn)動,在步進電機的帶動下實現(xiàn)手鐲的徑向擺動,該設(shè)備設(shè)計結(jié)構(gòu)簡潔,操作方便。使用結(jié)果表明:手鐲自動壓光機可以均勻迅速的將手鐲表面進行壓光處理,每分鐘可完成一件,滿足自動壓光的要求。
自動壓光;均勻;效率高;操作方便
0 引言
黃金手鐲的生產(chǎn),主要采用模具鑄造、表面壓光的生產(chǎn)方式,表面壓光是采用諸如金剛刀、琥珀刀等刀具在手鐲表面上來回摩擦而使黃金手鐲表面產(chǎn)生光亮的一種工藝[1,2]。目前該工藝主要由人工完成,耗費人工大,成品一致性差,同時黃金手鐲的需求量也不斷增加,要求黃金手鐲能夠大批量且高質(zhì)量的生產(chǎn),因此需要設(shè)計一套自動化壓光的黃金手鐲壓光機,隨著壓光技術(shù)的不斷發(fā)展,其在表面壓光方面的應(yīng)用日益增多[3~8],該設(shè)計不僅在加工上解放勞動力,解決了勞動力價格不斷增加的尷尬趨勢,而且在加工效率上有大幅度的提升。
本文設(shè)計了黃金手鐲自動壓光機設(shè)備,對設(shè)備的機械裝置和控制系統(tǒng)進行了設(shè)計,使黃金手鐲在整個壓光過程中能夠自動連續(xù)地進行,并實現(xiàn)了對黃金手鐲轉(zhuǎn)動、擺動和壓光針轉(zhuǎn)動的單獨控制,通過改變各部分電機的轉(zhuǎn)速可以改變加工的速度,可調(diào)節(jié)性強,且操作簡便、運行穩(wěn)定。
1 壓光機設(shè)備的總體結(jié)構(gòu)
黃金手鐲自動壓光機設(shè)備,它是由擺動撥叉、手鐲支撐體、絲杠步進電機、直流電機Ⅰ、中間夾體、直流電機Ⅱ、滑塊和側(cè)支撐板等主要構(gòu)件組成的,設(shè)備的整體結(jié)構(gòu)如圖1所示。

圖1 黃金手鐲自動壓光機設(shè)備
為了實現(xiàn)黃金手鐲表面的壓光處理,需要穩(wěn)定可靠的機械系統(tǒng)和控制系統(tǒng),本文所設(shè)計的黃金手鐲自動壓光機設(shè)備是由底座、導軌、側(cè)支撐板、擺動撥叉、直流電機I、連接板、軸承、手鐲支撐體、壓光針、擺件、絲杠步進電機、中間夾體、立板、直流電機II、飛輪、傳動撥軸、滑塊組成的,整個系統(tǒng)的安裝過程為:將底座平放在工作臺上,將立板、導軌、絲杠步進電機安裝在底座上,滑塊安放在導軌上,然后將擺動撥叉安裝在滑塊上,將手鐲支撐體通過軸承與連接板配合,并一塊安裝在2塊側(cè)支撐板上,組裝完成后安裝在底座上,將直流電機I安裝進手鐲支撐體中,然后將中間夾體安放在前后2個擺件中,同時將壓光針從中穿過,與前后兩個擺件安裝在一起,將直流電機II與飛輪連接并一起固定在立板上,飛輪的短軸安裝在后邊擺件的豎槽中,放置在支撐底盤上的磁鐵有兩塊,可根據(jù)需要進行移動,與安裝在擺動底板上的霍爾器件構(gòu)成了“傳感器—檢測元件”,控制系統(tǒng)可檢測到磁鐵后進行反向運動,從而打磨在兩塊磁鐵之間的手鐲部分,將整個手鐲弧面分段打磨。
1.1手鐲支撐體
手鐲支撐體是由支撐底盤、支撐爪、擋圈、手柄凸輪和爪軸組成的,其安裝結(jié)構(gòu)圖如圖2所示。

圖2 手鐲支撐體結(jié)構(gòu)圖
手鐲支撐體主要用來實現(xiàn)對手鐲的夾持工作,安裝時:將爪軸安裝在支撐底盤上,然后支撐爪通過爪軸安裝在支撐底盤上,并能夠?qū)崿F(xiàn)繞爪軸旋轉(zhuǎn),手柄凸輪安裝在支撐底盤中間安裝孔中,安裝完成后將擋圈放置在支撐底盤上,擋圈可有效防止支撐爪的掉落;在使用時,將手鐲放置在3個支撐爪頂端所圍成的外圓上,順時針旋轉(zhuǎn)手柄凸輪,支撐爪沿著手柄凸輪斜爪的漸開線旋轉(zhuǎn),將支撐爪向外撐開把手鐲夾持緊固,手鐲支撐體采用手柄凸輪結(jié)構(gòu)來固定,結(jié)構(gòu)簡單、操作方便、支撐效果好,可有效防止手鐲松動并實現(xiàn)手鐲的實時安裝和拆卸。
1.2擺動撥叉
擺動撥叉的結(jié)構(gòu)分為前立槽、絲杠孔、中間橫槽、撥叉孔、螺釘孔,其結(jié)構(gòu)圖如圖3所示。

圖3 擺動撥叉結(jié)構(gòu)圖
擺動撥叉結(jié)構(gòu)分為前立槽、絲杠孔、中間橫槽、撥叉孔、螺釘孔,絲杠孔與步進電機的輸出軸連接,前立槽可助于步進電機的輸出軸穿過,撥叉孔與傳動撥軸連接,中間橫槽給傳動撥軸提供穿插空間,螺釘孔與滑塊連接,擺動撥叉各部分結(jié)構(gòu)緊湊,將前后運動變?yōu)槭骤C的弧形運動,完成手鐲的前后擺動,實現(xiàn)了手鐲弧面的加工。
1.3中間夾體
中間夾體部分主要由針固定塊和夾體外殼組成,夾體外殼機構(gòu)上有彈簧槽和側(cè)面滑槽,其結(jié)構(gòu)圖如圖4所示。
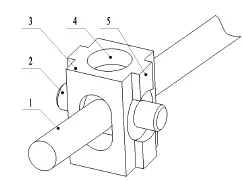
圖4 中間夾體結(jié)構(gòu)圖
中間夾體體積小、結(jié)構(gòu)緊湊,對壓光針的定位準確,同時可以在上面彈簧作用下上下移動,以實現(xiàn)壓光針的上下位置調(diào)節(jié),又通過針固定塊整體的圓柱形結(jié)構(gòu),實現(xiàn)針在中間夾體中轉(zhuǎn)動,從而帶動壓光針調(diào)節(jié)角度,側(cè)面滑槽使中間夾體在相應(yīng)軌道上滑動,并對限制其前后的晃動,實現(xiàn)了壓光針的可調(diào)節(jié)性,與手鐲弧面的充分接觸。
2 控制系統(tǒng)的設(shè)計
電機的旋轉(zhuǎn)控制由單片機指令控制,采用STC89C52作為核心控制芯片,控制簡單精確,大大提高了壓光機的工作效率,由單片機發(fā)出指令對直流電機I和直流電機II進行分別控制,實現(xiàn)對直流電機I正反轉(zhuǎn)運動控制,對直流電機II進行單方向運動控制,可根據(jù)實際的手鐲種類進行調(diào)速,具體加工的流程如圖5所示。
系統(tǒng)的控制電路如圖6所示。
3 設(shè)備的工作原理
黃金手鐲自動壓光機設(shè)備的工作原理是:手鐲加工前由加工人員將手鐲放置在擋圈上,旋轉(zhuǎn)手柄凸輪帶動支撐爪把手鐲固定緊,具體的說是支撐爪沿著凸輪爪的漸開線向外擴大支撐,支撐爪的三個爪與手鐲接觸,從而把手鐲頂緊;然后調(diào)節(jié)中間夾體在擺件中的上下位置來調(diào)節(jié)壓光針的高度,使壓光針與手鐲完全接觸。然后打開電源,此時直流電機I運行帶動底盤轉(zhuǎn)動,由于手鐲也固定在底盤上,所以也隨之轉(zhuǎn)動,電源接通的同時直流電機II運行,通過飛輪帶動擺件擺動,壓光針也隨之轉(zhuǎn)動并對手鐲表面進行壓光,絲杠步進電機在接通電源時開始正反轉(zhuǎn)運動,絲杠步進電機的絲杠軸帶動擺動撥叉沿導軌來回滑動,擺動撥叉的滑動通過傳動撥軸使得手鐲支撐體前后擺動,壓光針與手鐲弧面充分接觸,并在旋轉(zhuǎn)過程中完成手鐲的壓光。

圖5 加工流程圖

圖6 系統(tǒng)控制電路圖
4 主要技術(shù)參數(shù)
黃金手鐲自動壓光機的主要技術(shù)參數(shù)包括:電動機功率、工作溫度范圍、額定功率、加工速度等,其性能參數(shù)如下:
電動機的功率:30W;
電機轉(zhuǎn)速:5000r/min;
工作溫度范圍:-20℃~80℃;
設(shè)計使用壽命:8h×10年;
平均加工速度:1件/分鐘。
5 結(jié)論
本文設(shè)計的黃金手鐲自動壓光機設(shè)備主要是運用單片機作為控制的核心,加上巧妙的機械系統(tǒng)完成了手鐲表面的壓光處理,采用直流電機Ⅰ控制手鐲的轉(zhuǎn)動、直流電機Ⅱ控制壓光針的轉(zhuǎn)動、步進電機控制手鐲的擺動實現(xiàn)了各部分的單獨控制,調(diào)整直流電機和步進電機的運行速度,即可調(diào)整打磨速度;在應(yīng)用方面,該設(shè)備具有操作簡便、運行穩(wěn)定、精度高的特點,能夠減少大量的勞動力,大大提高了自動化水平。經(jīng)過實際運行試驗,該黃金手鐲自動壓光機設(shè)備完全滿足目前的需求,在精度和效率上都有很大的提高,在工業(yè)機械應(yīng)用中,有著極為廣泛的應(yīng)用前景。
[1] 趙進起.擠壓珩磨的應(yīng)用和其工藝參數(shù)的選用[J].新技術(shù)新工藝,1987:07:24-27.
[2] 黃海基,江聽.模具表面加工新技術(shù)—擠壓珩磨[J].金屬成形工藝,1992,2:18-21.
[3] 趙秋樂.磨料流拋光機及其工藝參數(shù)研究[D].重慶:重慶大學,2011.
[4] 鐘炎生.光澤壓光機[J].中國造紙,1998,06:44-47.
【】【】
[5] 喬麗光.擠壓珩磨技術(shù)及應(yīng)用[J].山西機械,1999,2(增刊),2:40-41.
[6] A.-K.Vynckier, H. Lin, J.A. Zeitler, J.-F. Willart, E. Bongaers, J. Voorspoels, J.P. Remon,C.Vervaet . Calendering as a direct shaping tool for the continuous production of fixed-dose combination products via co-extrusion[J].European Journal of Pharmaceutics and Biopharmaceutics,2015,96(10):125-131.
[7] A. Hernández,J. Arcos,F.Méndez, O. Bautista.Effect of pressure-dependent viscosity on the exiting sheet thickness in thecalendering of Newtonian fluids[A].Applied Mathematical Modelling[C].2013,37(6):6952-6963.
[8] J.C. Arcos, O. Bautista,F.Méndez, E.G. Bautista. Sensitivity of calendered thickness to temperature variations for Newtonian fluids[J].European Journal of Mechanics-B/Fluids,2012,36(11-12):97-103.
Development of gold bracelets automatic calender equipment
WANG Bo1,2, YU Fu-sheng1,2, LI Huan-huan1, CHENG Qi-liang1
TP23
A
1009-0134(2016)02-0126-03
2015-10-23
國家自然基金資助項目(51075245)
王波(1981 -),男,山東濰坊人,碩士研究生,研究方向為工業(yè)機器人工程及機電精密測控系統(tǒng)。
猜你喜歡
中國特種設(shè)備安全(2022年6期)2022-09-20 02:52:28
當代工人(2020年13期)2020-09-27 23:04:20
經(jīng)濟技術(shù)協(xié)作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
電子制作(2018年10期)2018-08-04 03:24:48
家庭影院技術(shù)(2017年11期)2017-12-20 08:10:57
工業(yè)設(shè)計(2016年12期)2016-04-16 02:52:00
IT時代周刊(2015年8期)2015-11-11 05:50:37
汽車維修與保養(yǎng)(2015年1期)2015-04-17 03:25:28
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:00