回轉窯灰口鑄鐵件不銹鋼焊條冷焊工藝研究
2016-11-29 10:36:34劉欣鞏濤
中國設備工程 2016年12期
劉欣,鞏濤
(中冶寶鋼技術服務有限公司,上海 200941)
回轉窯灰口鑄鐵件不銹鋼焊條冷焊工藝研究
劉欣,鞏濤
(中冶寶鋼技術服務有限公司,上海 200941)
本文主要針對寶鋼湛江鋼鐵回轉窯上灰口鑄鐵件的不銹鋼焊條冷焊焊接工藝進行了研究。首先對損壞設備材質和焊接性能進行了分析,據此對焊接方法進行了論證,最終制定了適合回轉窯灰口鑄鐵件的不銹鋼焊條冷焊焊接工藝,并通過現場實踐驗證是合理的。
回轉窯;灰口鑄鐵;不銹鋼焊條;冷焊;焊接工藝
0 引言
寶鋼湛江鋼鐵回轉窯在安裝過程中,由于施工碰撞導致部分設備發生損壞,如加油泵主軸軸套斷裂等(如圖1示)。由于臨近回轉窯投產日期,如重新進行設備采購則存在成本高、周期長等問題,為不影響按期投產,檢修方受委托對設備本體進行焊接修復,由于設備銘牌上無材質標記,也無其他途徑獲取,因此首先需要對設備材質進行辨識后再制定相應的焊接工藝。
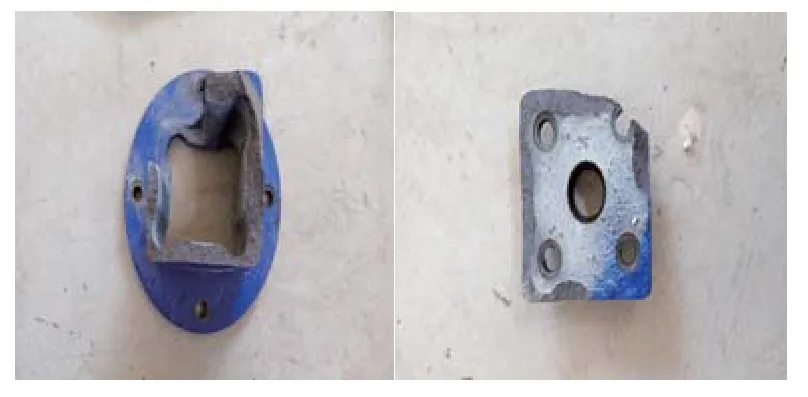
圖1 斷裂的軸套
1 設備材質判定
灰口鑄鐵(HT)的斷口一般呈暗灰色,其中的碳通常以片狀石墨形態存在,分布于不同的基礎上,與基體結合力弱,因此抗拉強度、硬度均較低,且塑性幾乎為零。通過觀察設備斷口晶粒大小、光澤程度,并進行銼削試驗、聽敲擊聲等方法,判定該設備材質為灰口鑄鐵。
2 灰口鑄鐵焊接性能分析
灰口鑄鐵的化學成分、性能特點見表1、2。
由于鑄鐵焊接性能較差,因此在焊后易出現白口組織和裂紋,而且現場無加熱設備,故須對設備斷裂部位進行修復,就必須制定合理的焊接工藝,以保證灰口鑄鐵焊接質量。
3 灰口鑄鐵焊接方法論證
(1)為改善鑄鐵零件的焊補質量,常用的焊接方法有冷焊法、熱焊法[1]:①冷焊法即在焊前不預熱焊件,焊接過程中也不輔助加熱,其特點是可以改善勞動條件,提高生產率,降低成本,還可以減少因焊件預熱時受熱不均勻而產生的變形和氧化。但其缺點是,焊接后因焊縫和熱影響區的冷卻速度大,極易形成白口組織,而且因焊件受熱不均勻常積聚較大的內應力造成裂紋。②熱焊法即在焊前將焊件焊接區域全部或局部加熱到600℃左右,在焊接過程中保持一定溫度,焊后緩冷的焊接方法。其優點是利于消除白口組織,減少應力防止產生裂紋,但缺點是工藝復雜成本高,作業時間長且勞動條件差。
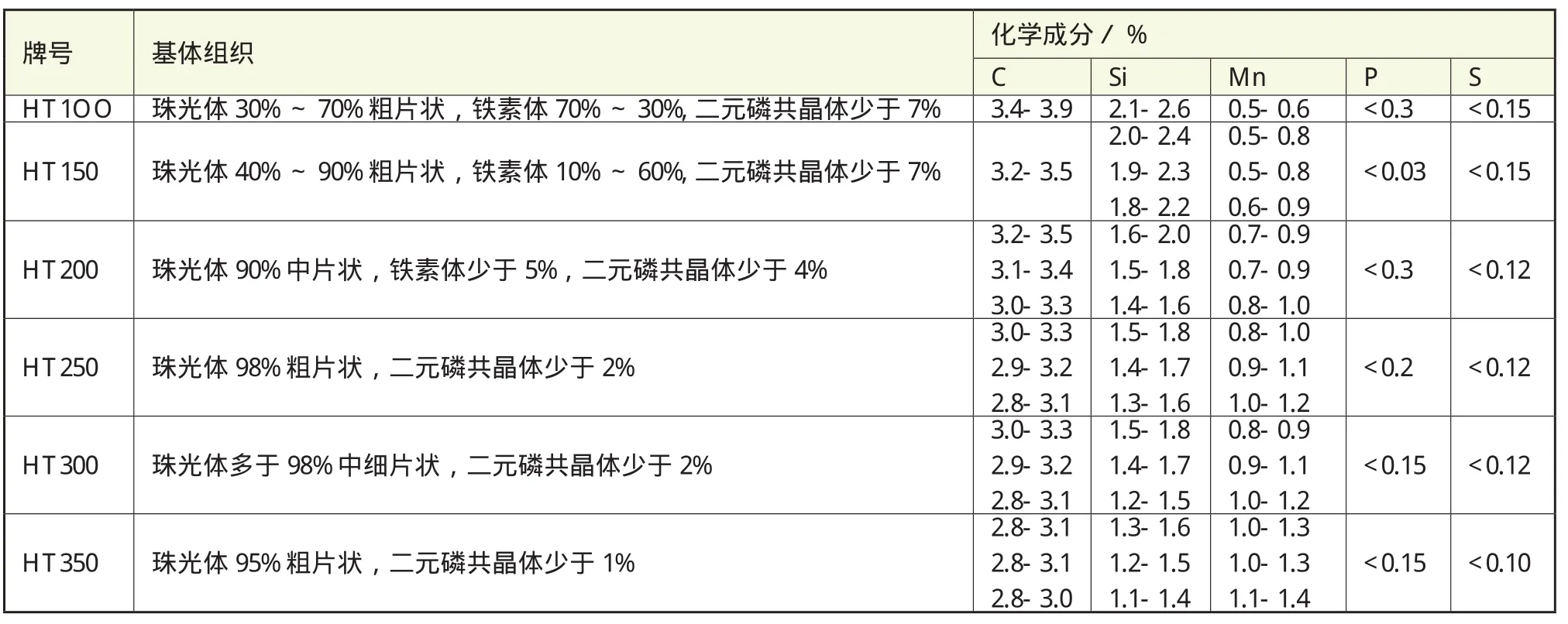
表1 灰口鑄鐵的化學成分
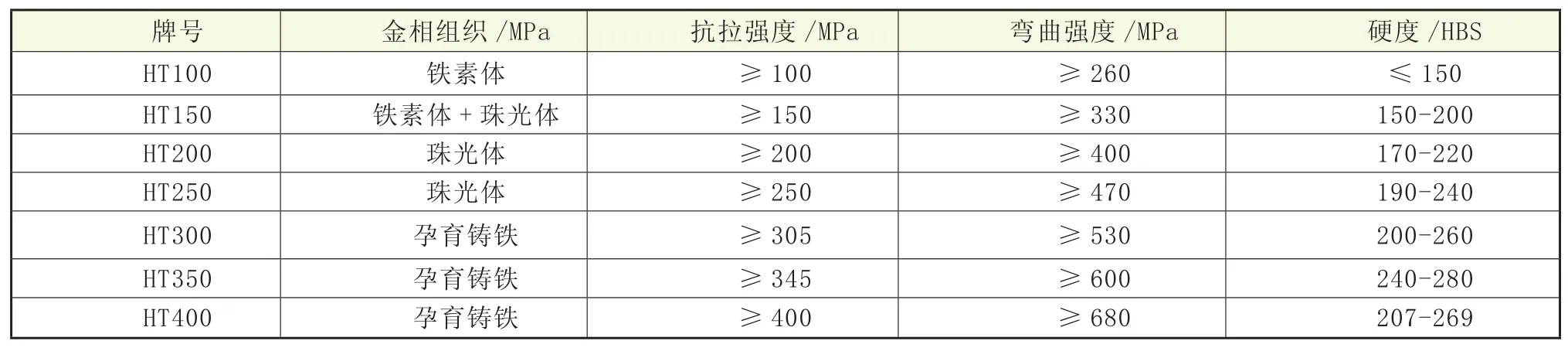
表2 灰口鑄鐵的力學性能
(2)由于現場實際條件限制,本案無法對設備進行加熱,因此選擇冷焊法,并需注意:①焊前應徹底清理焊件表面油污,坡口形狀要便于焊補操作和減少焊件的熔化量。②采用小直徑焊條時應配合小焊接電流,減小熱影響區的寬度。③采用分段倒退焊法,可以降低拉應力。④短焊道焊接。一般每次焊10~40 mm,待焊縫充分冷卻后再焊下一道。⑤在每焊完一段焊道后,用焊工錘沿焊縫向外錘擊以消除應力。
4 灰口鑄鐵焊接工藝制定[2][3]
4.1缺陷檢查
焊前須徹底檢查鑄件缺陷。本次損壞的設備除軸套的斷口外,還存在裂紋,為了將隱蔽的裂紋全部找出,采取如下做法:第一,用5~10倍放大鏡檢查出裂紋擴展的最終點。第二,用火焰加熱即熱脹冷縮法將不明顯的裂紋顯示出來。
4.2焊前清理
由于設備上有油漆、油污、水分等雜物,必須在焊接前徹底清理干凈,否則將嚴重影響焊接質量,為此需對坡口表面及兩側約30 mm以內的雜物進行徹底清理,使其露出金屬光澤。
4.3鉆止裂孔
止裂孔可以防止鑄鐵件在焊接中受熱時裂紋繼續向兩端延伸擴展。本案根據鑄鐵件厚度,鉆Ф 5 mm止裂孔,孔朝向焊縫一端擴成喇叭口狀,有利于焊接熔合。
4.4焊接場地
選擇室內施焊,嚴禁在通風處施焊。
4.5坡口型式
坡口開成V型,坡口角度50°~70°,可減少焊接應力和裂紋、避免焊道根部剝離。
4.6焊接材料選擇
選擇正確的焊接材料是確保焊接質量的關鍵。隨著鑄鐵的材質不同,其內部的石墨存在形式和腐蝕滲透也不同。一般鑄鐵焊條價格較高,采購周期較長,而普低鋼電焊條(E4315、E5015等)焊接的焊縫塑性較差,如工藝采取不當,焊縫易產生裂紋和剝離現象,且施工繁瑣,效率低下[4]。于是采用現場儲備的A102(E308)不銹鋼焊條,其熔敷金屬具有良好的抗裂性能及抗氧化性能,可交直流兩用,具有良好的操作和工藝性能,為及時修復設備,決定采用此型號不銹鋼焊條進行焊接,為保證焊縫熔合良好,應盡量采用小直徑焊條施焊,本次采用Ф 2.5 mm焊條進行焊接。焊條使用前須進行250~350℃烘干,保溫2 h后放入保溫桶內備用。
4.7焊前低溫預熱
焊前預熱能均衡焊接區域的溫度,從而控制白口層,減小焊接應力,并可深度清理母材及坡口內的油污、水分等雜質,保證焊縫質量。預熱時用火焰將坡口以及坡口兩側各100 mm范圍內加熱到150℃左右,預熱要均勻,溫度要勻速上升,不能集中在某一點或區域上升太快。
4.8焊接電流
當焊接電流過大時,焊接區域溫度上升很快,導致熱影響區增大,熱應力明顯增高,容易出現裂紋和剝離;而焊接電流過小,則會導致母材熔合不好,焊縫強度降低,也容易產生裂紋。因此鑄鐵焊接電流的選擇很重要,必須嚴格掌握大小。
4.9手弧焊手法
手弧焊時的運條手法以直線劃小圈為宜,焊道宜窄且呈直線,不宜寬且不宜用呈月牙或鋸齒等兩邊擺動的運條法施焊。焊接時應采用中等弧長,不應采用長、短弧。對局部厚度較大處,用窄焊道、多層堆焊法,由底部開始,從兩側向上焊起,將坡口填滿,這樣能較好地控制和減少焊接應力。
4.10焊接溫度控制
控制焊接溫度,做到每段焊縫長度在40~60 mm內,待焊縫溫度下降到50°~60℃后再焊下一道,不使電弧高溫在某一焊接區域停留時間過長造成局部溫度過高,才能達到減少焊接應力、焊縫剝離和裂紋的目的。
4.11焊接順序
合理的焊接順序能均衡焊接區域的溫度,減少焊接應力,為此本案按照“先短后長”、“先里后外”、“分段退焊”和“分段跳焊”的順序進行施焊。
4.12焊縫高度控制
鑄鐵焊接應嚴格控制不使焊縫高于母材的平面,否則就會因焊縫中間收縮而產生較大的應力,如果焊縫略低于或平于母材平面,有利于減少焊接應力。補焊中應填滿弧坑,并嚴禁在焊縫以外因打火引弧而造成弧疤,從而造成焊接應力集中。
4.13焊后消應
作業中每焊完一段焊縫,應立即用焊工錘錘擊焊肉,可使晶粒拉長、組織細密,消除部分焊接應力。
4.14焊接參數
經過現場進行焊接試驗,焊接過程呈最佳狀態時焊接參數如表3所示。

表3 灰口鑄鐵焊接參數
4.15焊接質量保證措施
(1)焊工必須持有高級以上的焊工操作證,現場經驗豐富。(2)焊接所用電焊機等設備使用性能必須穩定,焊機及其他配件、焊條等必須有產品合格證,焊條使用過程中必須妥善保存。(3)焊接時必須嚴格執行制定的焊接工藝及參數,質量管理人員必須跟蹤檢查到位。
5 焊接效果檢查
按照上述焊接工藝進行現場焊接所得到的焊縫及設備如圖2、圖3所示。
嚴格按照本焊接工藝進行焊接修補后的設備,經過近6個多月的生產過程的使用檢驗,所有焊縫均未發生二次斷裂。
6 總結
通過對按照本焊接工藝進行施工所得到的回轉窯灰口鑄鐵件焊接接頭進行焊接效果檢查可知,該焊縫具有良好的使用性能,證明本次灰口鑄鐵使用不銹鋼焊條冷焊焊接工藝及其參數的設定是正確合理的,對類似灰口鑄鐵件的焊接有一定的借鑒意義。

圖2 現場焊接焊縫

圖3 焊接修復的設備之一
[1] 王云程,胡云巖.灰口鑄鐵焊接的現狀及焊接方法的選擇[J].汽車工藝與材料,1997,(11):18-19.
[2] 陳裕川.焊接工藝評定手冊[M].北京:機械工業出版社,2000.
[3] 中國機械學會焊接分會:焊接手冊[M].北京:機械工業出版社,1992.
[4] 王澤光.用普通低碳鋼焊條補焊灰口鑄鐵[J].焊接技術,1999,(3):49.
TG422.1
A
1671-0711(2016)09(下)-0110-03
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
世界農藥(2019年2期)2019-07-13 05:55:12
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
設備管理與維修(2015年12期)2015-04-09 06:57:24
石油化工應用(2014年8期)2014-03-11 17:40:03