TC4鈦合金外壓筒體成形工藝分析
2016-11-28 08:14:36劉釗張成紀騰飛趙斌
化工裝備技術 2016年4期
劉釗 張成 紀騰飛 趙斌
(西安優耐特容器制造有限公司)
TC4鈦合金外壓筒體成形工藝分析
劉釗*張成 紀騰飛 趙斌
(西安優耐特容器制造有限公司)
通過理論和試驗的方法對TC4(Ti6Al4V)鈦合金外壓筒體的成形工藝過程進行了分析。采用壓制成形時需較大的成形力,且成形后回彈大,零件尺寸不易保證。在切削加工時刀具易磨損,且切削區散熱慢,易出現變形,影響零件加工精度。通過對實際生產所采用的工藝進行分析,制定了較為合理的TC4材料外壓圓筒的成形工藝。
鈦合金 外壓筒體 熱壓 車加工 工藝分析 變形
0 引言
TC4(Ti6Al4V)鈦合金板材因其具有輕質、高比強度、低溫力學性能好、耐腐蝕等特性,而被廣泛應用于航空航天、汽車、艦船等領域,尤其是在深潛器上用于耐壓殼體。鈦合金薄壁板材室溫下具有塑性變形范圍小、回彈嚴重等特點,故成形較為困難。本文針對TC4鈦合金板材制備筒形件的沖壓成形、焊接、車加工中的特點,通過對實際生產所采用的工藝進行分析,制定了較為合理的TC4材料圓筒的成形工藝。
1 TC4板材壓制成形過程理論分析
沖壓成形是指靠壓力機和模具對板材、帶材、管材和型材等施加外力,使之產生塑性變形或分離,從而獲得所需形狀和尺寸的工件(沖壓件)的加工成形方法。相對于卷制成形的方法,沖壓成形具有生產效率高、產品質量穩定等優點,適用于小直徑尺寸的筒形件。
沖壓成形采用“UO”成形方法,其主要工藝路線如圖1所示。
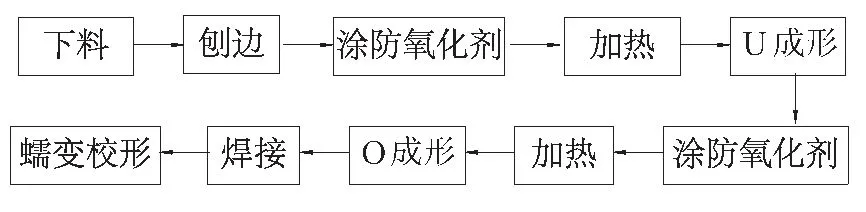
圖1 TC4筒體成形工藝路線
TC4鈦合金板材在制備筒形件時易裂開、回彈嚴重,且需要較大的成形力。為了改善TC4板材的加工,在沖壓成形過程中增加了工件加熱的工序。加熱后的TC4板材更易成形,減小了工作壓力,且成形后回彈較小。選擇合適的加熱溫度與沖壓力是TC4板材制備筒形件的關鍵。
假設成形過程為一理想彈性變形過程,則沖壓力F與彈性模量E有如下關系:

式中a、b——TC4板材長度(沖壓長度)和厚度;
E——彈性模量;
ρ0——中性層彎曲半徑。
彈性模量E與加熱溫度的關系如表1所示[1]。

表1 TC4鈦合金彈性模量隨溫度變化表
根據上述沖壓力與彈性模量、彈性模量與溫度的關系可知,升高溫度,彈性模量將會降低,進而減小成形后的回彈,同樣也降低了沖壓力。
2 TC4外壓筒體成形過程試驗分析
TC4鈦合金板材試制外壓圓筒,壓制成形。成形后筒體外徑為240 mm,壁厚6 mm,筒體長度為1500 mm。投料板材厚度為12 mm,壓制成形后,外徑單邊留3 mm余量,內徑單邊留3 mm余量。根據圖1中所示的工藝路線進行加工。
板材下料方法應根據實際生產能力確定。根據板材厚度情況,可選擇合適的下料方法。壁厚≥10 mm時宜采用水切割下料;壁厚<10 mm時采用剪切下料。下料尺寸:S×L(其中S為筒體展長,L為筒節長度)。其中S可按式(1)進行計算;L為凈尺寸,下料時增加5~8 mm加工余量。

式中D——沖壓成形后筒體外徑;
δ——沖壓前板材厚度(取測量平均值);
a——沖壓時板材碾長量,根據板厚及筒體直徑可取3~5 mm。
采用刨邊機加工縱縫焊接坡口。板材表面均勻涂抹鈦合金用防氧化涂料,電絲爐中加熱,加熱溫度700℃,保溫30 min(如圖2所示)。

圖2 表面涂防氧化涂料
采用壓形工裝壓制成形。油壓機的選擇可根據式(1)確定合適的噸位。沖壓過程可分為預彎與壓形兩個過程。控制沖壓過程中的下壓程度及沖壓位置,可以保證成形弧度。圖3所示為整個沖壓過程中筒體的成形情況,即為“U”成形。
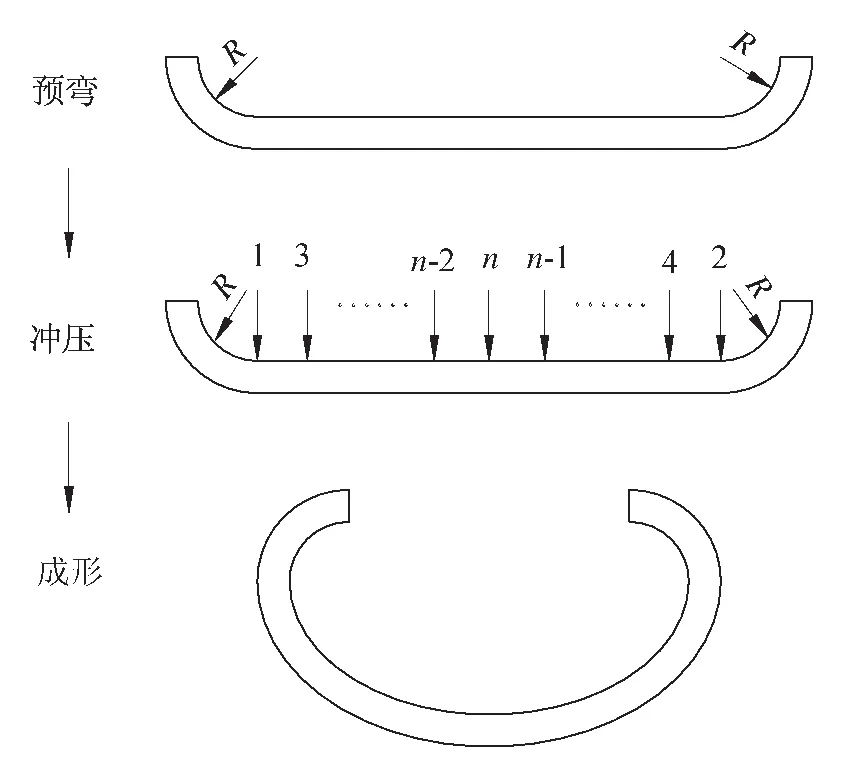
圖3 沖壓過程
“U”成形之后,再經過表面涂抹防氧化涂料、加熱工序之后,進行“O”成形,成形工裝及成形過程如圖3所示。
成形之后,對縱縫進行焊接。焊后采用圖4中的合口模具進行蠕變校形,校形后圓度≤1 mm,即Dmax-Dmin≤1 mm。
焊后對焊縫進行檢測,包括無損檢測(NB/T47013.2—2015Ⅱ級)、滲透檢測(NB/T 47013.5—2015Ⅰ級)等。按此工藝加工,尺寸和焊接質量均合格。
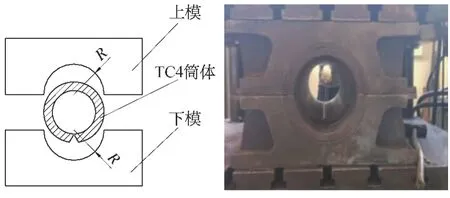
圖4 合口模具
3 TC4筒形件的機械加工過程
成形后的外壓筒體須進行內外徑加工才能達到海洋、航天等高科技領域使用的耐壓殼體的精度要求。加工后的殼體為薄壁圓筒,根據TC4鈦合金的材料特性,加工過程有下述難點:(1)由于材料的高強度和高硬度特性,對加工刀具要求具備較高的強度和硬度;(2)TC4材料的熱傳導性較差,切削加工過程中產生的熱量無法及時散失,導致刀具磨損加劇,進而影響加工表面質量;(3)卷制成形的薄壁圓筒件車加工過程中,由于外徑圓度較差,定心較為困難,需要特殊的工裝;(4)薄壁圓筒在車加工過程中隨著壁厚的減薄,內應力會有一定的釋放,造成加工后筒體圓度較差。
實際生產中為了解決以上問題,分別采用了合適的方法。首先是使用合適的刀具,TC4在車削時要選用硬度高、耐磨損的刀具材料。常用的刀具材料有:高速鋼、硬質合金、立方氮化硼(CBN)、聚晶金剛石(PCD)等。其次是在切削過程中控制車刀的前角與后角的大小,即刀具前角、后角都要小些。實際生產中,粗加工TC4鈦合金時,切削力較大,前角選為0°~3°的角度[2];精加工時,要得到良好的表面和尺寸精度,要求刀具要鋒利,前角、后角、螺旋角要偏大些。精加工TC4鈦合金時,前角應為8°~15°[2],此時加工出的表面質量較好。
車加工筒體內外徑時需對筒體進行固定,并找出準確的圓心,保證圓周方向切削量相同。由于筒體為板材壓制成形,成形后整體圓度較差,所以應設計合適的夾具工裝。實際生產中采用如圖5所示的工裝對筒體進行夾持,通過調節頂絲,改變圓心位置,以滿足定心要求。

圖5 車加工夾具
為了減小車加工后筒體的變形,車加工之前應對筒體進行整體消應力熱處理,提前對內應力進行釋放。
實際生產中采用圖6所示的工藝路線進行加工,得到了較優的效果。
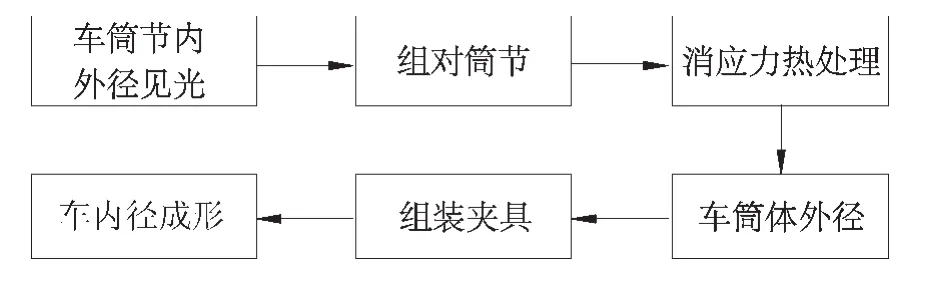
圖6 車加工工藝路線
4 結論
(1)TC4鈦合金板材在壓制成形時,合適的溫度與沖壓力是關鍵,通過加熱可減小成形后的回彈。
(2)通過實驗的方法,驗證了成形工藝的合理性。成形后進行了相應的檢測,得到了合格的尺寸及焊接質量。
(3)TC4筒形件在車削加工時,首先應選擇合適的刀具材料、刀具切削參數以及車加工時的夾具,其次要在整體車加工之前進行消應力熱處理,以滿足精度要求。
[1]中國航空材料手冊編輯委員會.中國航空材料手冊(第四卷):鈦合金、銅合金[M].北京:中國標準出版社,2002:104-131.
[2]李樹俠,樸松花.鈦合金材料的機械加工工藝綜述[J].飛航導彈,2007(7):57-61.
Analysis of Moulding Process of TC4 Titanium Alloy Cylinder under External Pressure
Liu ZhaoZhang ChengJi TengfeiZhao Bin
The moulding process of the TC4 titanium alloy cylinder under the external pressure is analyzed based on both the theories and the experiments.The results show that the larger forming force is needed through the pressure moulding while the springback after forming is also larger which leads to the instability of the dimension of the components.Furthermore,the cutting tool is easy to be worn and deformed while the cutting zone is difficult to be cooled down,which has negative effects on the machining accuracy of the components.All in all,according to the process study,the reasonable moulding process of the TC4 titanium alloy cylinder under the external pressure is proposed.
Titanium alloy;Cylinder under the external pressure;Thermal pressure;Lathe;Process study; Deformation
TQ 050.6
10.16759/j.cnki.issn.1007-7251.2016.08.015
2016-01-11)
*劉釗,男,1987年生,工學碩士,助理工程師。西安市,710201。
猜你喜歡
化工管理(2021年7期)2021-05-13 00:46:04
水泥技術(2021年2期)2021-04-20 12:37:26
農村實用技術(2021年1期)2021-02-27 08:26:18
裝備制造技術(2020年1期)2020-12-25 05:18:30
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
設備管理與維修(2016年5期)2016-03-16 02:20:45
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設備管理與維修(2015年11期)2015-03-16 05:57:40