基于PID及模糊控制的PET-G生產線擠出機壓力控制
2016-11-27 13:36:17李永平趙宗華天華化工機械及自動化研究設計院有限公司甘肅蘭州730060
橡塑技術與裝備 2016年16期
李永平,趙宗華(天華化工機械及自動化研究設計院有限公司,甘肅 蘭州 730060)
基于PID及模糊控制的PET-G生產線擠出機壓力控制
Pressure control of PET-G production line extruder based on PID and fuzzy control
李永平,趙宗華(天華化工機械及自動化研究設計院有限公司,甘肅 蘭州 730060)
針對PET-G薄膜生產線上雙螺桿擠出機計量泵前壓力控制具有非線性、大滯后、工藝參數經常調整等難點,應用STEP7軟件設計了一種PID調節喂料量結合螺桿轉速模糊控制的模式,在實際應用中表現出穩定、偏差小、適應性廣泛的控制效果。
PET-G薄膜;壓力控制;PID;模糊控制
熱收縮薄膜(PET-G)具有強度高、剛性大、收縮性能穩定、耐寒性好、平整性好并具有良好的光澤度和透明度,同時又具有較好的阻隔性、耐有機溶劑性、印刷適應性等特點。其工藝設備簡單、包裝成本低、包裝方式多樣,在食品、飲料、化妝品、藥品等行業有廣泛應用。
1 概述
PET-G熱收縮膜生產線主要通過雙向拉伸聚酯薄膜生產裝備實現,主要由上料系統、計量喂料系統、雙螺桿擠出機、真空排氣系統、熔體管線、模頭、鑄片、靜電吸附、縱拉、橫拉、牽引系統、收卷裝置等組成,生產線裝備流程如圖1。由于其要求擠出量穩定,出口壓力波動范圍小,熔體不發生過熱和降解。雙螺桿擠出機具有擠出均勻、熔體溫度均勻、塑化均勻等良好特性,在原料配混階段取得良好效果。本文主要介紹雙螺桿擠出機控制系統采用PID模式結合螺桿轉速模糊控制策略在計量泵前熔體壓力控制上的實現方法和應用效果。
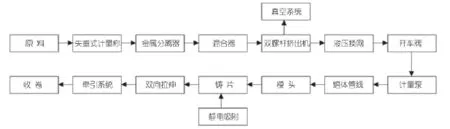
圖1 PET-G生產線裝備流程圖
2 控制系統簡介
2.1 擠出系統
主/輔雙螺桿擠出機組、真空系統及計量配料控制系統由西門子S7-300 PLC 程序集中控制,配套采用WINCC7.0上位監控軟件進行監控,監控畫面如圖2。現場擠出機組主要包括變頻控制柜、電氣控制柜、數字真空表、壓力傳感器、測溫熱電阻、聯軸器限位開關、壓力表等儀表及控制裝置,配套真空排氣機組及計量喂料料系統,通過Profibus DP通訊方式集成在中控室操作臺HMI界面進行聯鎖控制。主/輔擠主電機分別采用帶編碼器模塊的西門子G130及MM440系列變頻器進行調速。
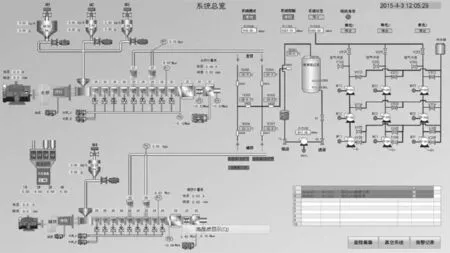
圖2 擠出系統總覽圖
2.2 STEP7硬件配置
CPU采用315-2DP系列PLC,通過Profibus連接各系統。 組態包括輔擠DP從站IM153、Ktron失重式計量喂料系統GSD文件、與薄膜拉伸系統CPU進行主主通訊的DP-coupler、增重式配混機GSD文件、真空系統GSD文件,如圖3所示。

圖3 STEP7硬件配置圖
3 雙螺桿擠出機在薄膜生產線上的基本工作過程
3.1 壓力波動對基礎穩定性的影響
擠出機是塑料拉伸薄膜生產線上的重要部分,原料經過筒體加溫形成熔融態并在熔體管線中形成穩定壓力,經模唇到達鑄片后經過雙向拉伸,最終生成出厚度均勻的膜。因此需要計量泵前熔體壓力必須控制在設定值附近。熔體壓力越高,擠出機產量越大,而壓力的大小受到固體輸送效率、塑化熔融歷程以及筒體溫度等多因素影響,較容易產生波動。
3.2 傳統壓力控制模式
薄膜生產線上對雙螺桿擠出機計量泵前壓力的波動基本要求為在設定值的±0.3 MPa范圍內,若壓力波動過大,會使模唇出料不均勻,拉膜的厚度均勻性受很大影響,嚴重者造成橫拉破膜等無法正常生產的后果。傳統控制方式基本思路為:先手動調節主機轉速、喂料量、計量泵轉速,使壓力維持在設定值附近,然后切換到自動狀態,使其基本保持在±0.3 MPa的波動范圍。常見模式有:
(1)閉環狀態下,螺桿轉速和計量泵轉速保持不變,應用經典PID調節算法根據壓力的波動調節喂料量的變化,這是最簡單的一種控制方式,在單螺桿擠出機上應用較多。
(2)螺桿轉速不變,根據實時壓力偏差值,采用PID算法同時調節喂料量和計量泵轉速,使其在開環狀態設定的的穩定值附近在上下限約束范圍內自動計算調整變化量,這種模式是模式(1)的改進,在單螺桿擠出機上應用廣泛,效果也較好,雙螺桿擠出機的控制上也有應用,在特定的工藝參數和物料類型上效果較好,但對于工藝物料的變化適應性不夠強,尤其在廢邊回收料加入后僅依靠失重稱PID調節喂料量后控制效果不佳,并且計量泵轉速的調節容易引起泵后壓力的變化,如果波動較大的話會影響到模頭入口壓力的波動,導致鑄片厚度均勻性降低。
(3)計量泵轉速不變,采用PID算法同時調節喂料量和螺桿轉速,該模式類似于模式(1),只是加入了對螺桿轉速的PID調節,缺點在于采用PID調節螺桿轉速的時間是大致100 s之前檢測到的壓力偏差值,滯后性太大,只能在一些較穩定的生產工藝,壓力基本不需要閉環調節都較為平穩的情況下才能取得較好效果,因此對工藝時常變化、物料種類多等復雜多變的情況不能很好適用。
3.3 傳統模式的缺陷
傳統壓力控制模式大多應用在單螺桿擠出機壓力控制上,由于物料種類較單一、單螺桿填充度高、螺桿長徑比小等因素,使得物料輸送時間小,壓力變化容易反應并及時得到控制,因此常規PID調節方式能夠滿足控制要求。在類似PET-G薄膜生產線中,往往需要三種以上物料同時加入,雙螺桿擠出機由于其良好的塑化效果得以廣泛應用,但由此需要解決以下幾個問題:
(1)良好的塑化效果需要較大的長徑比(一般大于40)以及較低的螺桿轉速以滿足物料足夠的混煉時間,物料從進入加料口到計量泵前的輸送時間就會在100 s左右,這使得壓力控制成為一個非線性、大滯后的過程。
(2)廢膜經過破碎機粉碎后需要重新通過失重式計量稱加入擠出機回收再拉膜,由于碎膜非常蓬松,如果在壓力控制模式下運行,首先經過計量稱下料階段時由于其低密度和不均勻性會很容易造成計量稱不時在混亂模式下運行,或者喂料驅動電機大幅波動,在第一個環節就不能準確地計量下料;加入螺桿后填充度低,壓力建立不穩定,加上較大的滯后過程,使得傳統壓力控制基本不奏效,這需要改進控制方式以適應嚴苛工況要求。
3.4 控制方式的改進
經過對現場設備運行狀況的詳細觀察和分析,在正常生產過程中螺桿轉速基本處于80~120 rpm之間的較低轉速狀態,負載為額定值的70%以內的情況下,螺桿轉速的小幅變化可以在5 s內反映到壓力的變化上,變化幅度和螺桿轉速的變化量有一定程度上的線性關系,然而壓力的變化又會在喂料量變化后100 s左右傳遞過來,因此只固定主機轉速去調節喂料量由于較大滯后效果欠佳,固定喂料量去調節螺桿轉速的方式由于不能實時調節喂料量去補償壓力偏差值,也不能良好地穩定壓力,因此我們提出PID+模糊控制的方式,通過PID調節喂料量變化的同時由模糊控制規則自動計算主機轉速的調節量來控制壓力,基本流程如圖4所示。

圖4 PID+模糊控制基本流程圖
4 模糊控制特點及PLC實現方式
模糊控制模擬人類思維方式,將語言表達的控制策略轉化為模糊控制規則。模糊控制不需要精確的數學模型,只需將工程師、操作工藝技術人員的控制經驗歸納總結,整理成為多條控制規則,由模糊控制器實現。螺桿轉速的模糊控制算法采用PLC編程實現。
4.1 模糊控制器結構
模糊控制器主要由模糊化、模糊控制規則、解模糊三部分組成,原理圖如圖5所示。
4.2 模糊控制器設計
根據螺桿轉速變化與壓力變化的動態關系,以壓力設定值與實際值得偏差e和偏差變化率ec作為輸入變量,輸出控制量為u(螺桿轉速變化值),采用增量式算法[1]。
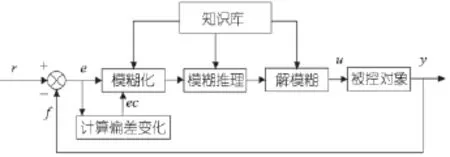
圖5 模糊控制器原理圖
模糊化接口通過尺度變換,將輸入參數變換到各自論域范圍,在對其進行模糊化處理。基于對動態數據的分析,e、ec的論域設計為[-10,-9,-8,-7..........7,8,9,10], u的論域為[-15,-13.........13,15],均分為7個檔級[NB,NM,NS,0,PS,PM,PB]。采用三角形函數作為隸屬度函數確定模糊語言變量的隸屬度,可分別得到模糊變量e,ec,u的隸屬度賦值表。
清晰化接口把模糊量執行機構可執行的精確量,采用最大隸屬度法,即μ(u*)≥μ(μ),uεU, 是u的隸屬度函數, u*是與最大隸屬度對應的模糊控制量的值。
知識庫由數據庫和規則庫組成。控制規則采用IF-THEN方式,其結構簡單,易于修改和掌握,比較適合PLC編程實現。總結轉速變化控制經驗,得到壓力偏差值e的模糊控制量查詢表,如圖1所示。
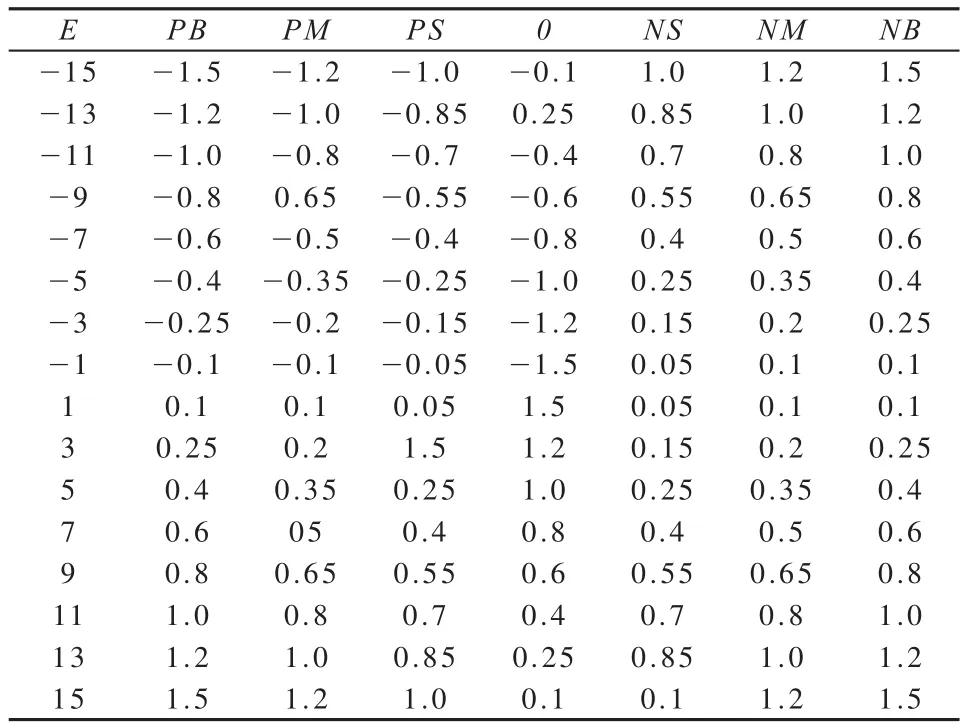
表1 壓力偏差值e的模糊控制量查詢表
4.3 模糊控制算法的PLC設計方法
應用SEIMENSE S7-300的編程軟件STEP7,通過模塊化編程方法,采用梯形圖(LAD)和語句表(STL)結合的方式實現模糊控制算法[2]。程序結構為:主模塊OB1實現對子程序塊的調用和數據的傳遞,OB35為中斷服務程序模塊。FB1為模糊控制算法模塊,由FC1-FC4共4功能塊組成,FC1完成e(壓力偏差值)和ec(壓力偏差值變化率)的計算;FC2進行模糊化處理,即完成精確量e,ec到模糊量E,EC的轉換;FC3完成控制量表的查詢;FC4完成模糊控制量U到精確量u的轉化,并輸出螺桿轉速變化控制量u。FB1依次調用4個子模塊完成模糊控制各部分的控制。調試正常后的FB1可保存在STEP7標準庫,其具有很強的靈活性和通用性,與PID控制器FB41一樣可以直接應用在其他雙螺桿擠出機壓力控制程序中。
程序設計的關鍵部分是模糊控制量表,也即壓力偏差值e的隸屬度對應表的查詢部分[3],即FC3。編程之前將模糊控制量表中e的值按由上到下,由左到右的順序依次置入數據塊DB3中,數據類型為real,采用指針尋址的查表方法。通過指針變量獲得地址中存儲的U的模糊值,最后由FC4功能塊實現控制量U從模糊量到精確量的轉換,即U乘以量化因子 Ku再經過限幅,最終計算出螺桿轉速變化控制量u,u與手動調速狀態下的穩定值相加,得到螺桿閉環轉速設定值u1,再通過FC106模塊轉換為0~27 648之間的值,通過模擬量輸出模塊SM332輸出4~20 mA信號控制變頻器實時調節主電機轉速。主電機變頻器配有旋轉編碼器閉環調節轉速,通過檢測轉速變化曲線可以表明其跟隨的準確性較強,閉環實時設定值和反饋值曲線變化趨勢一致,相位為差1.5 s的時間差,滿足對隨壓力偏差值變化的的實時螺桿轉速設定值的快速性、準確性和穩定性跟隨要求。
5 喂料量閉環控制方式
喂料量閉環控制系統的主要特點是滯后時間較長,通常物料從加入到輸送至計量泵前需要1~2 min,主要取決于螺桿轉速,然而較高的螺桿轉速不能很好地對物料進行混煉,并且造成較高的機頭壓力和較大的壓力波動,不利于進行控制。然而在利用壓力對螺桿轉速較快相應的特點所進行的模糊控制算法改進后,較大的壓力波動和滯后性得到明顯抑制,使得喂料量的PID控制效果得到良好體現。程序設計中通過FB41模塊輸出控制變化量,由Profibus 通訊方式直接寫入失重控制器中,設定每臺稱的實時喂料量設定值。
主擠喂料系統主要由M1、M2、M3三臺失重喂料稱構成,每臺稱上顯示實時狀態、各反饋值及報警信息,每臺稱的喂料量可以進行百分比設定,總和為100%,輔擠喂料系統由增重式配料秤按所需比例進行連續配料,將按比例混合好的原料加入失重稱M4。壓力閉環控制狀態下經過PID調節后的實時總喂料量可以按設定比例分配到每臺稱的設定值中,每臺稱的運行模式也是失重式連續稱重計量下料,保證了喂料的精確性和穩定性。
6 應用效果
圖6 加入廢邊回收料時主/輔擠出壓力控制實時趨勢曲線
通過PID調節喂料量結合模糊控制算法控制主機轉速變化量的方式得到了在加入均勻粒料和廢邊回收料兩種生產模式下的主/輔雙螺桿擠出機計量泵前壓力控制實時趨勢曲線,均達到了滿意的效果。粒料的情況下壓力波動范圍大致在0.15 MPa以內,非常穩定;廢邊回收料情況下如圖7所示,可以看到壓力曲線有小幅波動,這是由于廢邊料的低密度一方面造成失重稱的閉環調節效果變差,實際喂料量對實時設定值的跟隨性減弱,另一方面物料在擠出機筒體中的填充性降低,甚至由于廢邊料的低填充度影響到筒體的溫控效果,溫控效果從加入粒料時±1℃的范圍擴大到±5℃左右,這在一定程度上加劇了物料流動的不均勻性,從而進一步影響到計量泵前壓力的穩定性。然而引入模糊控制算法后的主機轉速實時調節很好的抑制了較強的壓力波動,使壓力波動范圍控制在在0.3 MPa以內,達到了滿意的效果。
7 結論
PID調節喂料量結合模糊控制算法控制主機轉速變化量的方式應用在PET-G熱收縮膜生產線中雙螺桿擠出機計量泵前壓力控制的方法,解決了壓力控制系統的大滯后、非線性、原料配方多變等多種因素共同影響造成的控制難點。適用于各種工藝參數和原料配比,其所具有的實時在線整定功能將壓力波動約束在滿足拉膜工藝要求的范圍內,使得壓力波動曲線平滑、穩定。該生產線目前運行穩定,生產的薄膜質量良好,維護成本低,得到客戶的好評和肯定,后續相同的多條生產線正在規劃籌建中。
[1] 諸靜.模糊控制原理與應用[M].北京:機械工業出版社,2005.
[2] 汪小澄,方強。基于PLC的模糊控制研究.武漢大學學報,2002,3.
[3] 王志凱,郭宗仁,李琰.用PLC實現模糊控制的兩種設計方法.工業控制計算機,2002,2.
(R-03)
TQ320.663
1009-797X(2016)16-0057-05
B
10.13520/j.cnki.rpte.2016.16.015
李永平(1983-),男,工程師,碩士,主要從事化工設備尤其是雙螺桿擠出機以及配套裝置的自動化控制系統設計和調式工作。
2016-01-15