基于伺服控制系統的精確定位方法的應用
2016-11-23 09:57:50李國林黃帥
電子工業專用設備 2016年10期
關鍵詞:設備
李國林,黃帥
(中國電子科技集團公司第四十五研究所,北京100176)
基于伺服控制系統的精確定位方法的應用
李國林,黃帥
(中國電子科技集團公司第四十五研究所,北京100176)
介紹了一種基于伺服電機控制系統的精確定位方法,詳細闡述了如何實現該技術,且給出了相應的設計過程,并將此方法應用于LTCC精密絲網印刷設備的工作臺定位控制系統中,取得了很好的效果。
伺服電機;控制系統;定位方法;LTCC印刷設備
目前,國內大多數印刷設備上常用的工作臺定位方式主要分兩種,首先是PLC或工控機通過變頻器來控制交流電機帶動傳輸帶定位工作臺的方式,這種方式主要靠機械限位來使電機停止運轉而達到工作臺定位的目的。這種方式的缺點是電機的速度主要靠檢測慢速信號改變變頻器的電壓來調節,因此不能實時準確的改變工作臺的運行速度。雖然設備是通過硬限位來保證工作臺的定位精度,但由于電機一直處于得電壓的轉矩狀態下,所以不能保證工作臺完全靜止,總會存在一定程度的波動存在。況且由于工作臺每次撞擊硬限位的相對力度較大,隨著時間的推移,硬限位也會受到一定的損傷,從而影響設備本身的定位精度。因此,這種方式一般應用在精度要求相對較低的印刷設備中。再一種就是工控機通過運動控制卡來控制伺服電機帶動精密滾珠絲杠或直線電機定位工作臺的方式,并且通過光柵尺的反饋形成閉環回路。這種方式的優點是控制精度高且易于改變驅動速度,由于直線電機、光柵尺和精密絲杠的價格普遍較高,以及一些較好的帶模擬量閉環控制運動控制卡的價格也不菲,從而造成了這種控制方式的設備成本相對較高。
文中詳細介紹了一種經濟實用且高精度的可用于LTCC精密絲網印刷設備的工作臺伺服定位控制系統,不但解決了高精確定位的問題還大大降低了成本。
1 基于伺服電機定位控制系統的設計
為實現基于伺服電機控制系統的精確定位技術,本文所設計的控制系統主要由工控機、運動控制卡、導軌裝置、電磁鐵裝置、伺服電機以及在伺服電機控制下沿導軌裝置移動的工作臺裝置等組成。定位系統主要包括工作臺伺服電機回零和伺服電機運動定位兩部分。
伺服定位控制系統的機械結構示意圖如圖1所示,其中導軌裝置上左、右兩側分別設有一定位塊裝置,定位塊裝置上設有吸盤式電磁鐵裝置,工作臺裝置上設有與吸盤式電磁鐵裝置配合的吸附塊,導軌裝置上一側靠近左側的定位塊裝置處設有一用于工作臺裝置回零初始化的零點開關,其安裝位置距離電磁鐵1約2 mm處。
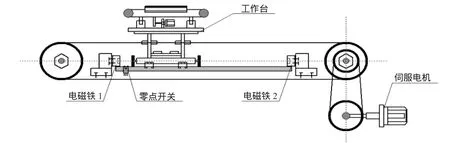
圖1 伺服電機定位控制系統機械結構示意圖
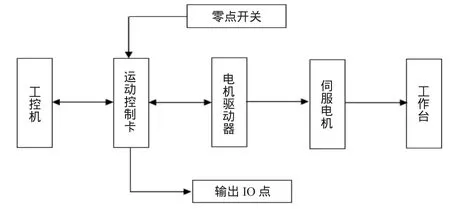
圖2 伺服電機定位控制系統工作原理示意圖
伺服電機定位控制系統工作原理示意圖如圖2所示,系統的上位機由工控機通過PCI總線與運動控制卡連接,實現零點開關量的信號讀取、電磁鐵的吸合與電機動作的控制,而伺服電機的脈沖量輸出控制是通過控制伺服電機驅動器來實現,吸盤式電磁鐵裝置是運動控制卡通過控制繼電器實現的。系統的下位機主要由零點開關、伺服驅動器及繼電器組成,其中零點開關主要負責在伺服電機回零過程中檢測工作臺的零點信號,伺服驅動器主要負責執行運動控制卡發給電機的運動動作指令,繼電器主要執行控制卡輸出給電磁鐵的IO信號動作。
工作臺回零過程如圖3所示,如果工作臺裝置在零點位置,則伺服電機在位置模式下先脫離零點位置后,再向指定位置方向移動;如果工作臺裝置不在零點位置,則伺服電機在位置模式下直接向指定位置方向移動,當到達零點后切換至力矩模式并給一同方向力矩,使工作臺在轉矩模式下運動到電磁鐵1位置后吸合電磁鐵,完成回零動作。其中,伺服電機初始工作在開環位置模式下,工控機通過發脈沖量控制指令而使伺服電機在位置模式下需要執行固定的脈沖量,并根據控制指令在位置模式下移到所述零位開關的指定位置,然后伺服電機的控制模式自位置模式切換到轉矩模式,并加一同方向的力矩,同時打開吸盤式電磁鐵裝置吸住工作臺裝置。
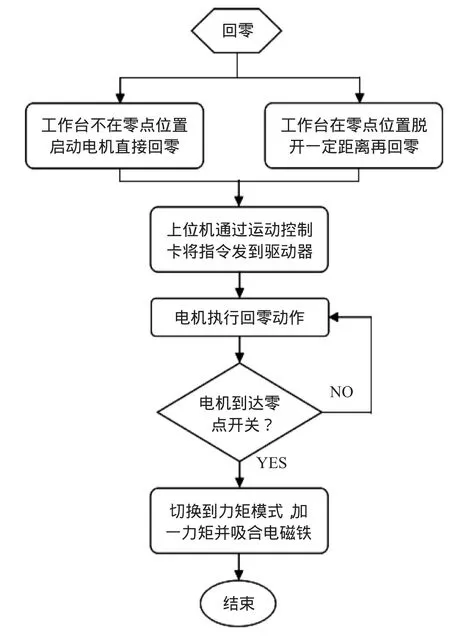
圖3 伺服電機回零工作流程圖
工作臺定位過程如圖4所示,工作臺裝置在伺服電機帶動下,以位置模式下脫離零點向指定位置方向移動固定距離,當到達離右端電磁鐵2接近位置后,切換至力矩模式并給一同方向力矩,使工作臺在轉矩模式下運動到電磁鐵2位置后吸合電磁鐵,完成單向定位過程。
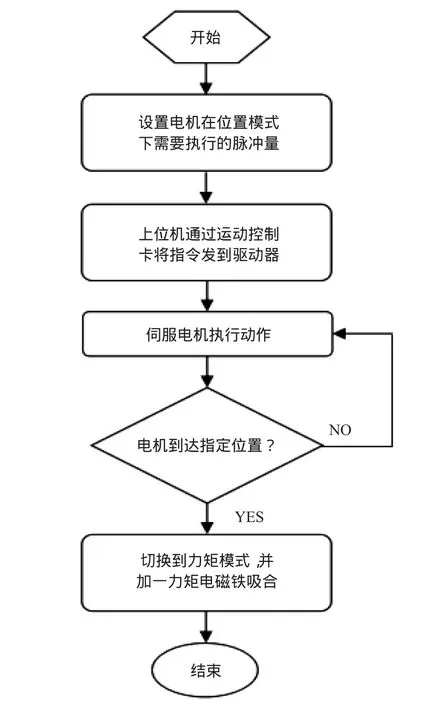
圖4 伺服電機定位控制系統工作流程圖
3 此定位方法在印刷設備中的實際應用
下面結合實際應用實例(如圖5、圖6所示)對本文所述的伺服電機定位方法的實質性特點和優勢作進一步的說明,但本方法并不局限于所列的實例。本方法與傳統定位控制系統及方法相比,具有如下優點和積極效果:
(1)本定位控制方法采用位置控制模式輔助轉矩模式的開環輸出控制,實現過程簡單可靠,穩定性好。
(2)由于采用了電磁鐵吸附的方法,抵消了電機停止瞬間給工作臺帶來的微小震動,并使工作臺達到小于正負2 μm的重復定位精度,滿足了設備高精度定位的要求。
(3)本定位控制系統使用開環運動控制卡以及普通伺服電機加電磁鐵的控制方式,降低了設備的研制成本,且適應范圍廣。

圖5 216T型精密絲網印刷機

圖6 360T型自動對準絲網印刷機
本文所述方法通過切換電機驅動器內部的電機輸出控制方式控制工作臺裝置定位時,首先讓伺服電機在位置控制模式下運行一段距離,使伺服電機在接近另一端定位塊裝置時切換到轉矩控制模式下,同時打開電磁鐵將工作臺吸住。之所以要切換伺服電機的控制模式,是因為伺服電機在轉矩模式下,伺服電機僅受電機驅動器內部的電流環控制運算量最小,此時所受的電機阻力也最小,易于電磁鐵吸附,采用電磁鐵的結構不僅減小了機械硬限位損傷,保證了定位精度,還能抵消電機停止瞬間給工作臺帶來的微小震動,進一步保證了伺服電機處于高度力平衡狀態。通過采用運動控制卡控制伺服電機帶動皮帶裝置實現工作臺裝置定位,并在工作臺裝置兩端安裝定位塊裝置確保工作臺裝置位置的準確性,同時在兩定位塊裝置上分別安裝兩吸盤式電磁鐵裝置保證重復定位的一致性,解決了現有印刷設備工作臺準確定位的問題,降低了設備的制造成本,且這種定位系統可廣泛應用于需要高精度定位的設備中,具有普遍適用性。
4 結論
文中詳細介紹了一種經濟實用且高精度的可用于LTCC精密絲網印刷設備的工作臺伺服定位控制系統以及方法,文中所述伺服定位控制方法,與現有幾種定位方法相比,具有控制精度高,控制方法簡單,研制成本低,工作效率高,適用范圍廣等優點,具有很強的實際應用價值。
[1]陳曉軍.伺服系統與變頻器應用技術[M].北京:機械工業出版社,2016.
[2]錢平.伺服系統(第二版)[M].北京:機械工業出版社,2011.
[3]寇寶泉,程樹康.交流伺服電機及其控制[M].北京:機械工業出版社,2008.
[4]田宇.伺服與運動控制系統設計[M].北京:人民郵電出版社,2010.
[5]向曉漢,宋昕.變頻器與步進伺服驅動技術[M].北京:化學工業出版社,2015.
[6]松下伺服電機A5系列說明書[Z].
Application of the Method Based on Precise Positioning Servo Control System
LI Guolin,HUANG Shuai
(The 45thResearch Institute of CETC,Beijing 100176,China)
This paper presents a method based on precise positioning servo motor control system,described in detail how to implement the technology,and gives the corresponding design process.This method will be applied to the control system LTCC table positioning precision screen printing equipment,and achieved good positioning effect.
Servo motor;Control system;Positioning method;LTCC printing equipment
TN709
B
1004-4507(2016)10-0042-04
2016-09-04
李國林(1985-),男,山東人,碩士研究生,工程師,現在中國電子科技集團公司第四十五研究所主要從事電子專用設備的研發與設計工作。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
當代工人(2020年13期)2020-09-27 23:04:20
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
電子制作(2018年10期)2018-08-04 03:24:48
家庭影院技術(2017年11期)2017-12-20 08:10:57
工業設計(2016年12期)2016-04-16 02:52:00
IT時代周刊(2015年8期)2015-11-11 05:50:37
汽車維修與保養(2015年1期)2015-04-17 03:25:28
設備管理與維修(2015年12期)2015-04-09 06:57:00