基于SYSWELD的T型接頭應(yīng)力場數(shù)值模擬及實驗驗證
2016-11-23 04:01:46楊懷德賈世童張利生吳自龍戴斌斌
電焊機 2016年1期
楊懷德,賈世童,張利生,吳自龍,肖 寧,賀 榮,戴斌斌
基于SYSWELD的T型接頭應(yīng)力場數(shù)值模擬及實驗驗證
楊懷德1,2,賈世童1,張利生1,吳自龍1,肖寧1,賀榮1,戴斌斌1
(1.株洲南車奇宏散熱技術(shù)有限公司,湖南株洲412000;2.重慶大學(xué)材料科學(xué)與工程學(xué)院,重慶400030)
基于SYSWELD軟件對Q345D結(jié)構(gòu)鋼TIG焊的T型接頭的應(yīng)力場和焊接組織進行數(shù)值模擬。應(yīng)力場模擬結(jié)果如下:焊縫處應(yīng)力為拉應(yīng)力,熱影響區(qū)應(yīng)力為壓應(yīng)力,翼板兩側(cè)處應(yīng)力為拉應(yīng)力。對熱影響區(qū)進行相組織模擬,發(fā)現(xiàn)焊縫處存在大量馬氏體相等組織,并通過實驗驗證了數(shù)值模擬結(jié)果的正確性。結(jié)果表明,Q345D結(jié)構(gòu)鋼TIG焊時,熱影響區(qū)殘余應(yīng)力為壓應(yīng)力,其原因是熱影響區(qū)發(fā)生了馬氏體相變,且馬氏體轉(zhuǎn)變造成的體積膨脹而引起的壓應(yīng)力大于冷卻收縮所引起的拉應(yīng)力。
SYSWELD;應(yīng)力場;雙橢球體熱源;馬氏體相變
0 前言
碳鋼的焊接(熔焊)過程極其復(fù)雜,隨著被焊碳鋼經(jīng)歷加熱、熔化、凝固結(jié)晶、固態(tài)相變等過程,焊縫進行了復(fù)雜的傳熱、冶金過程,并且焊接過程中的固態(tài)相變直接影響焊縫的成分、組織、溫度及應(yīng)力分布。T型接頭是碳鋼焊接中最常見的焊接接頭之一,廣泛應(yīng)用于船舶、車輛、海洋工程、航空航天等領(lǐng)域[1]。焊接過程結(jié)束后,焊縫及近縫區(qū)不可避免地存在焊接殘余應(yīng)力,當(dāng)殘余應(yīng)力過大時,會使焊縫或近縫區(qū)發(fā)生塑性變形,甚至引起開裂,導(dǎo)致材料的連接失效[2]。焊接過程的數(shù)值模擬能估測焊接應(yīng)力、應(yīng)變的方向及大小,通過數(shù)值模擬可以優(yōu)化焊接工藝,從而避免焊接材料因殘余應(yīng)力太大而出現(xiàn)焊接失效。Dean Deng[3-4]明確指出,焊接過程中固態(tài)相變能夠顯著影響應(yīng)力場分布,如Q345D鋼經(jīng)TIG焊接在熱影響區(qū)發(fā)生了固態(tài)相變(馬氏體相變)而使應(yīng)力場分布發(fā)生了顯著變化。
目前對Q345D結(jié)構(gòu)鋼T型焊接接頭的應(yīng)力場數(shù)值模擬研究報道比較少,故本研究利用焊接專業(yè)軟件SYSWELD對Q345D結(jié)構(gòu)鋼的T型接頭焊接進行應(yīng)力場模擬,重點考察焊接過程中應(yīng)力場分布及分析形成該應(yīng)力場的原因,通過TIG焊接試驗驗證模擬結(jié)果,為工程實際應(yīng)用提供了理論依據(jù)。
1 試驗制備和實驗方法
1.1焊接數(shù)值模型的建立
TIG焊接具有能量度高、加熱范圍集中等特點,由于本研究采用SYSWELD軟件模擬TIG焊接過程中的應(yīng)力場,故選用雙橢球熱源模型[5-7]。雙橢球熱源模型如圖1所示,校核后的熱源模型如圖2所示。

圖1 雙橢球熱源模型[7]Fig.1Double ellipsoid heat source model[7]

圖2 校核后的熱源模型Fig.2Heat source model after checking
模型沿y軸前半部分的橢球內(nèi)部熱流密度分布為

沿y軸后半部分的橢球內(nèi)部熱流密度分布為

式中a,b,c1,c2為熱源形狀參數(shù);Q為熱輸入功率;v為焊接速度;t為焊接時間;τ為時間延遲因子;ff,fr為模型前后部分的能量分配系數(shù),fr+ff=2。本模擬實驗中c1,c2分別為3、4;a=3,b=5。
以T型接頭焊件為研究對象,焊縫形式為角焊縫,焊件尺寸:翼板90 mm×80 mm×4 mm,腹板90 mm× 40 mm×4 mm。由于網(wǎng)格劃分精度將直接影響隨后的模擬結(jié)果和模擬時間,故在焊縫及近縫處的網(wǎng)格劃分需要很細密,而遠離焊縫的地方可以較粗,以平衡計算精度與速度之間的矛盾,最大、最小尺寸定義為2 mm、1 mm。網(wǎng)格劃分如圖3、圖4所示。

圖3 2D有限元模型Fig.3Finite element model for 2-dimensions

圖4 3D有限元模型Fig.4Finite element model for 3-dimensions
另外,Q345D結(jié)構(gòu)鋼熱物理性能參數(shù)[8]如下:固相線溫度1 440℃,液相相溫度1 505℃,相變潛熱270000J/kg,Ac1=770℃,Ac3=917℃,Ms約為400℃。本研究焊接模擬邊界條件:初始溫度20℃,焊接速度100 mm/min,焊接功率2 600 W。
1.2試驗
試驗材料為90 mm×80 mm×4 mm的Q345D結(jié)構(gòu)鋼翼板和90 mm×40 mm×4 mm的Q345D結(jié)構(gòu)鋼腹板,填充金屬為H08Mn2Si焊絲。焊接設(shè)備為交直流氬弧焊機,型號PANA-TIG WR 300。焊接工藝參數(shù):焊接電流130 A,焊接速度100 mm/min,保護氣體(Ar)流量10L/min,直流正接。TIG焊接完畢后,對Q345D結(jié)構(gòu)鋼TIG焊后的T型接頭進行線切割、研磨、機械拋光,拋光表面在4%硝酸酒精下腐蝕4s后,在Axiovert 40MAT型光學(xué)顯微鏡下觀察金相組織。
2 試驗結(jié)果和分析
2.1焊接殘余應(yīng)力分布
縱向殘余應(yīng)力分布見圖5。焊縫處應(yīng)力為拉應(yīng)力,最大拉應(yīng)力372MPa;熱影響區(qū)為壓應(yīng)力,最大壓應(yīng)力652 MPa;為平衡內(nèi)應(yīng)力,翼板兩側(cè)附近處為拉應(yīng)力。另外,橫向應(yīng)力、厚度方向應(yīng)力分布均類似縱向應(yīng)力分布,焊縫處為拉應(yīng)力狀態(tài)、熱影響區(qū)為壓應(yīng)力狀態(tài)、翼板兩側(cè)附近為拉應(yīng)力狀態(tài),僅大小不同。
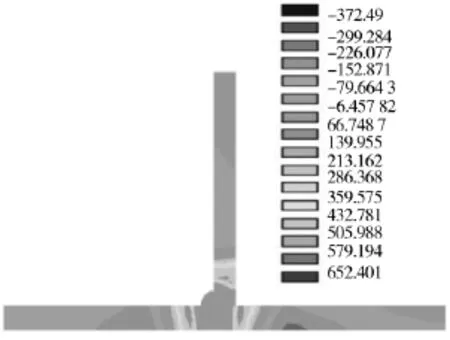
圖5 焊接縱向應(yīng)力分布Fig.5Welding vertical stress distribution
2.2焊接工件熱影響區(qū)組織分布
熱影響區(qū)上某節(jié)點熱循環(huán)曲線和焊接組織分布如圖6、圖7所示。焊接過程從7.5 s開始,當(dāng)熱源接近時,該節(jié)點所在位置處溫度迅速上升至900℃[9],開始發(fā)生相轉(zhuǎn)變,部分鐵素體轉(zhuǎn)變成了奧氏體,當(dāng)熱源遠離時,在該節(jié)點附近冷金屬及冷空氣的冷卻作用下,該節(jié)點所在位置的溫度迅速降低,在7.5~9.5 s時,奧氏體沒有發(fā)生轉(zhuǎn)變,此時組織由45%鐵素體和55%的奧氏體組成;在9.5 s時,此時溫度約為500℃,溫度迅速降到Ac1以下,由于冷卻速度很大,在900℃~500℃的冷卻速度大約為300℃/s(見圖6),來不及發(fā)生貝氏體轉(zhuǎn)變(上貝氏體轉(zhuǎn)變);在10 s時,該節(jié)點所在處溫度約為350℃,已降至Ms以下,開始發(fā)生馬氏體轉(zhuǎn)變;在10~20s時,隨著溫度進一步降低,馬氏體轉(zhuǎn)變量越來越多,另外,還有部分過冷奧氏體轉(zhuǎn)變成了下貝氏體,大約生成了3.0%的下貝氏體(見圖7);在20~25 s時,由于馬氏體致密度為0.68,而奧氏體致密度為0.74,馬氏體轉(zhuǎn)變導(dǎo)致體積發(fā)生膨脹,此時尚未發(fā)生馬氏體轉(zhuǎn)變的奧氏體受到周圍馬氏體的附加壓力而使發(fā)生馬氏體轉(zhuǎn)變的驅(qū)動力降低,馬氏體轉(zhuǎn)變速度變慢。最后組織由45%鐵素體+50%馬氏體+2%殘余奧氏體+3%貝氏體組成,殘余奧氏體存在原因可用奧氏體的熱穩(wěn)定化機理[10]來解釋。Q345鋼CCT圖如圖8所示。

圖6 熱影響區(qū)上某點熱循環(huán)曲線Fig.6Thermal circulation curves of a node in HAZ

圖7 熱影響區(qū)上某節(jié)點組織分布Fig.7Phases distribution of a node in HAZ
2.3試驗驗證及分析
Q345D結(jié)構(gòu)鋼TIG焊后母材、熱影響區(qū)組織如圖9、圖10所示。與標(biāo)準(zhǔn)金相相對比,母材組織主要由大量的鐵素體、少量的珠光體組成,灰色塊狀為鐵素體,灰黑色相為珠光體,因放大倍數(shù)較小,故不能清晰地觀察到珠光體的片狀特征;熱影響區(qū)組織由大量的馬氏體和粗大鐵素體組織組成,白色板條狀相為馬氏體,粗大針狀相為貝氏體。出現(xiàn)此應(yīng)力場原因為:對焊縫而言,焊縫處液態(tài)金屬冷卻時,由液態(tài)變?yōu)楣虘B(tài)會依次發(fā)生凝固收縮、固態(tài)收縮,體積縮小,而近縫處材料會阻礙焊縫處體積縮小而給焊縫處施加一拉應(yīng)力,所以焊縫處應(yīng)力形式為拉應(yīng)力;對熱影響區(qū)而言,當(dāng)冷卻速度大于20℃/s,Q345D結(jié)構(gòu)鋼會發(fā)生馬氏體相變[11](見圖8),而Q345D結(jié)構(gòu)鋼在TIG焊接時熱影響區(qū)的冷卻速度遠大于20℃/s,故不可避免地發(fā)生馬氏體轉(zhuǎn)變,這可從圖10中得到驗證。通過photoshop處理圖10,計算出馬氏體體積分數(shù)約為45%,這也驗證了圖7數(shù)值模擬結(jié)果馬氏體相的體積分數(shù)約為50%的正確性,生成馬氏體時體積會發(fā)生顯著膨脹,因此近縫處的材料阻礙焊縫處體積膨脹,因此近縫處材料會給焊縫處施加一壓應(yīng)力,盡管熱影響區(qū)會發(fā)生冷卻收縮,但是馬氏體轉(zhuǎn)變造成的體積膨脹量大于熱影響區(qū)冷卻時的收縮量,所以馬氏體轉(zhuǎn)變造成的體積膨脹而引起的壓應(yīng)力大于熱影響區(qū)冷卻收縮所引起的拉應(yīng)力,所以熱影響區(qū)處應(yīng)力形式為壓應(yīng)力。另外,T型焊接結(jié)構(gòu)總體上處于應(yīng)力平衡狀態(tài),為平衡內(nèi)應(yīng)力,故翼板兩側(cè)附近處應(yīng)力為拉應(yīng)力。

圖8 Q345D鋼CCT圖[11]Fig.8CCT diagram of Q 345D steel[11]

圖9 Q345D結(jié)構(gòu)鋼TIG焊母材組織Fig.9Microstructure of Q345D steel’s metal

圖10 Q345D結(jié)構(gòu)鋼的熱影響區(qū)組織Fig.10Microstructure of Q345D steel’s HAZ
3 結(jié)論
(1)應(yīng)用SYSWELD軟件模擬Q345D結(jié)構(gòu)鋼的T型接頭應(yīng)力場,應(yīng)力場模擬結(jié)果如下:焊縫處應(yīng)力為拉應(yīng)力,熱影響區(qū)應(yīng)力為壓應(yīng)力,翼板兩側(cè)處為拉應(yīng)力。
(2)對焊縫進行了組織模擬,發(fā)現(xiàn)熱影響區(qū)存在大量馬氏體等組織,并且通過實驗驗證了該數(shù)值模擬結(jié)果的正確性。
(3)熱影響區(qū)內(nèi)應(yīng)力為壓應(yīng)力的原因是熱影響區(qū)發(fā)生大量馬氏體相變,且馬氏體轉(zhuǎn)變造成的體積膨脹而引起的壓應(yīng)力大于冷卻收縮所引起的拉應(yīng)力。
[1]何小東,張建勛,裴怡,等.鈦合金薄板激光焊接和TIG焊接殘余應(yīng)力數(shù)值模擬[J].機械工程材料,2005,29(3):25-28.
[2]汪建華,鐘曉敏,威新海.管板接頭三維焊接變形的數(shù)值模擬[J].焊接學(xué)報,1995,16(3):140-145.
[3]Dean Deng.FEM prediction of welding residual stress and distortion in carbon steel considering phase transformation effects[J].Materials and Design,2009(30):359-366.
[4]Deng Dean,Murakawa Hidekazu.Prediction of welding residual stress in multi-pass butt-welded modified 9Cr-1Mo steel pipe considering phase transformation effects[J].Computational Materials Science,2006(37):209-219.
[5]莫春立,錢百年,國旭明,等.焊接熱源計算模式的研究進展[J].焊接學(xué)報,2001,22(3):93-96.
[6]Goldak John,ChakravartiAditya,Bibby Malcolm.New finite elementmodelforweldingheatsources[J].MetallurgicalTransactions B(Process Metallurgy),1984,15(B):299-305.
[7]王煜,趙海燕,吳甦,等.高能束焊接雙橢球熱源模型參數(shù)的確定[J].焊接學(xué)報,2003,24(2):61-71.
[8]李紅英,丁常偉,張希旺,等.16MnR鋼奧氏體連續(xù)冷卻轉(zhuǎn)變曲線(CCT圖)[J].材料科學(xué)與工程學(xué)報,2007,25(5):727-730.
[9]黃彥彥,凌澤民,康惠.基于SYSWELD軟件的CO2焊接溫度場數(shù)值模擬及實驗驗證[J].熱加工工藝,2010,39(13):146-148.
[10]崔忠圻,覃耀春.金屬學(xué)及熱處理[M].北京:機械工業(yè)出版社,2007.
[11]林武,張希旺,趙延闊,等.Q345鋼奧氏體連續(xù)冷卻轉(zhuǎn)變曲線(CCT圖)[J].材料科學(xué)與工藝,2009,17(2):247-250.
NumericalsimulationandexperimentalverificationonstressfieldofT-jointbasedonSYSWELD
YANG Huaide1,2,JIA Shitong1,ZHANG Lisheng1,WU Zilong1,XIAO Ning1,HE Rong1,DAI Binbin1
(1.CSR-AVCThermal Technologies(Zhuzhou),Zhuzhou412000,China;2.CollegeofMaterialScienceandEngineering,ChongqingUniversity,Chongqing400030,China)
Based on software SYSWELD,the stress field and the welding microstructure in T-junction of Q345D using TIG welding technology are simulated.The stress of welding bead is tensile stress,the stress of HAZ is compressive stress,the stress of the wing plate's sides is tensile stress.Further simulation to be done,it is found that there are lots of martensites in HAZ.Besides,the correctness of numerical simulation is verified by experiments.It can be concluded that the reason of compressive stress in HAZ is the occurrence of martensitic transformation.Volume expansion of HAZ is caused by martensite lead to compressive stress which is greater than tensile stress caused by cooling contraction.
SYSWELD;stress field;double ellipsoid heat source;martensitic transformation
TG404
A
1001-2303(2016)01-0010-04
10.7512/j.issn.1001-2303.2016.01.03
2013-12-05;
2015-10-07
楊懷德(1987—),男,湖南岳陽人,碩士,主要從事材料成型技術(shù)的研究。
猜你喜歡
中學(xué)生數(shù)理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
當(dāng)代陜西(2021年2期)2021-03-29 07:41:24
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機床(2018年12期)2018-12-23 02:40:58
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
媽媽寶寶(2017年3期)2017-02-21 01:22:28
中國塑料(2016年3期)2016-06-15 20:30:00
通信電源技術(shù)(2016年3期)2016-03-26 07:13:38
