某結(jié)合齒熱鍛模具開裂數(shù)值模擬分析及改進(jìn)*
2016-11-23 05:15:02肖鐵忠
制造技術(shù)與機(jī)床 2016年11期
徐 偉 肖鐵忠
(四川工程職業(yè)技術(shù)學(xué)院,四川 德陽 618000)
?
某結(jié)合齒熱鍛模具開裂數(shù)值模擬分析及改進(jìn)*
徐 偉 肖鐵忠
(四川工程職業(yè)技術(shù)學(xué)院,四川 德陽 618000)
針對某結(jié)合齒熱鍛過程中模具發(fā)生開裂失效的問題,通過有限元模擬軟件對鍛造過程進(jìn)行了模擬分析,得出模具發(fā)生開裂的主要原因?yàn)槲kU(xiǎn)處拉應(yīng)力超過模具材料的抗拉強(qiáng)度。針對模具開裂失效原因,提出兩種解決模具開裂失效的方法,一是優(yōu)化預(yù)鍛坯形狀,二是優(yōu)化模具結(jié)構(gòu),即采用分體式模具結(jié)構(gòu)代替整體式模具結(jié)構(gòu)。優(yōu)化后的模擬結(jié)果表明,采用分體式模具結(jié)構(gòu)大大減小了危險(xiǎn)處拉應(yīng)力值,從而避免了模具的早期失效。實(shí)際生產(chǎn)結(jié)果也表明,采用分體式模具結(jié)構(gòu)大大提高了模具壽命。
結(jié)合齒; 模具開裂; 有限元模擬; 模具結(jié)構(gòu)
結(jié)合齒是汽車變速箱內(nèi)的重要傳動(dòng)零件。目前結(jié)合齒成形主要采用以下兩種方法:傳統(tǒng)切削加工成形和精密鍛造成形。同傳統(tǒng)切削加工方法相比,鍛造結(jié)合齒具有材料利用率高、金屬流線連續(xù)、齒形強(qiáng)度高、生產(chǎn)效率高等優(yōu)點(diǎn)[1-2]。
由于結(jié)合齒形狀復(fù)雜、充填困難,國內(nèi)外很多學(xué)者對其成形工藝進(jìn)行了一些列的研究。其中,鄭英俊等[3-4]對某結(jié)合齒提出冷鍛預(yù)成形加冷精整倒錐的工藝方案,但該工藝方案只適用于無缺齒卡槽并且壁薄的結(jié)合齒。王黎等[5]通過優(yōu)化預(yù)鍛坯形狀,改善了帶定位凹槽齒形充填不飽滿的問題,并且減小了終鍛成形載荷,對結(jié)合齒鍛造成形具有一定的指導(dǎo)意義。駱靜等[6-7]提出溫鍛加冷整形復(fù)合成形的工藝方案并設(shè)計(jì)了相應(yīng)的成形模具,但未見其工藝驗(yàn)證。目前對結(jié)合齒的研究多從成形工藝方面著手考慮,對成形模具壽命的研究較少,而模具壽命直接關(guān)系到生產(chǎn)質(zhì)量和成本的問題。因此如何提高結(jié)合齒鍛造模具壽命成為了結(jié)合齒精密鍛造成形研究的重點(diǎn)[8]。
本文針對某結(jié)合齒終鍛模具易開裂失效問題,分析了失效產(chǎn)生的原因,提出兩種工藝改進(jìn)方案,并分別對其成形過程進(jìn)行了數(shù)值模擬分析,確定了解決失效問題的工藝方案。
1 工藝分析
某汽車結(jié)合齒熱鍛坯如圖1所示,材質(zhì)為20CrMnTi,熱鍛成形工藝流程為:鋸床下料,下料重量1.56 kg—中頻感應(yīng)加熱至1 100 ℃—鐓粗—終鍛—切邊。實(shí)際生產(chǎn)中,終鍛模具壽命較低,模具在鍛打約100件時(shí)發(fā)生開裂而失效。如圖2所示,模具開裂發(fā)生在圖中標(biāo)示區(qū)域。

2 有限元模擬
2.1 模擬參數(shù)設(shè)置
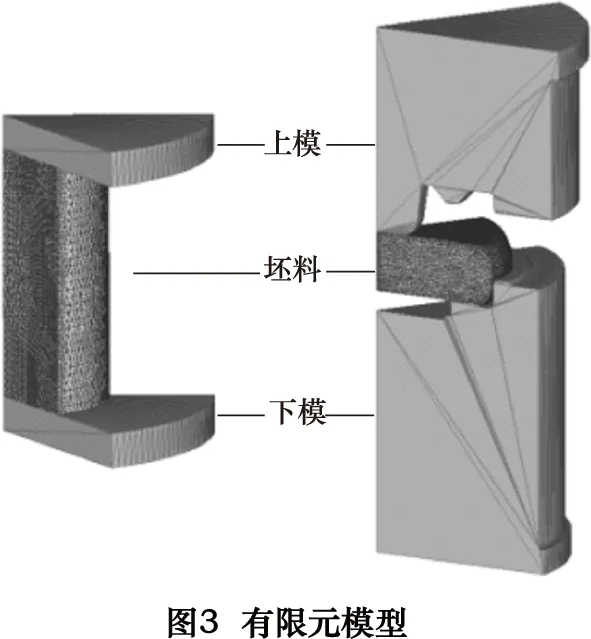
采用有限元軟件對鍛造過程進(jìn)行數(shù)值模擬,如圖3所示為建立的鐓粗和終鍛有限元模型。由于結(jié)合齒為軸對稱零件,為了減少計(jì)算時(shí)間,取1/6鍛件模型作為研究對象,坯料定義為塑性體,模具定義為剛體。模擬參數(shù)見表1。
表1 模擬參數(shù)

坯料材質(zhì)始鍛溫度/℃模具預(yù)熱溫度/℃?zhèn)鳠嵯禂?shù)/(N/s·mm·C)摩擦類型摩擦系數(shù)20CrMnTi11002505剪切0.3
2.2 結(jié)合齒鍛造過程模擬分析
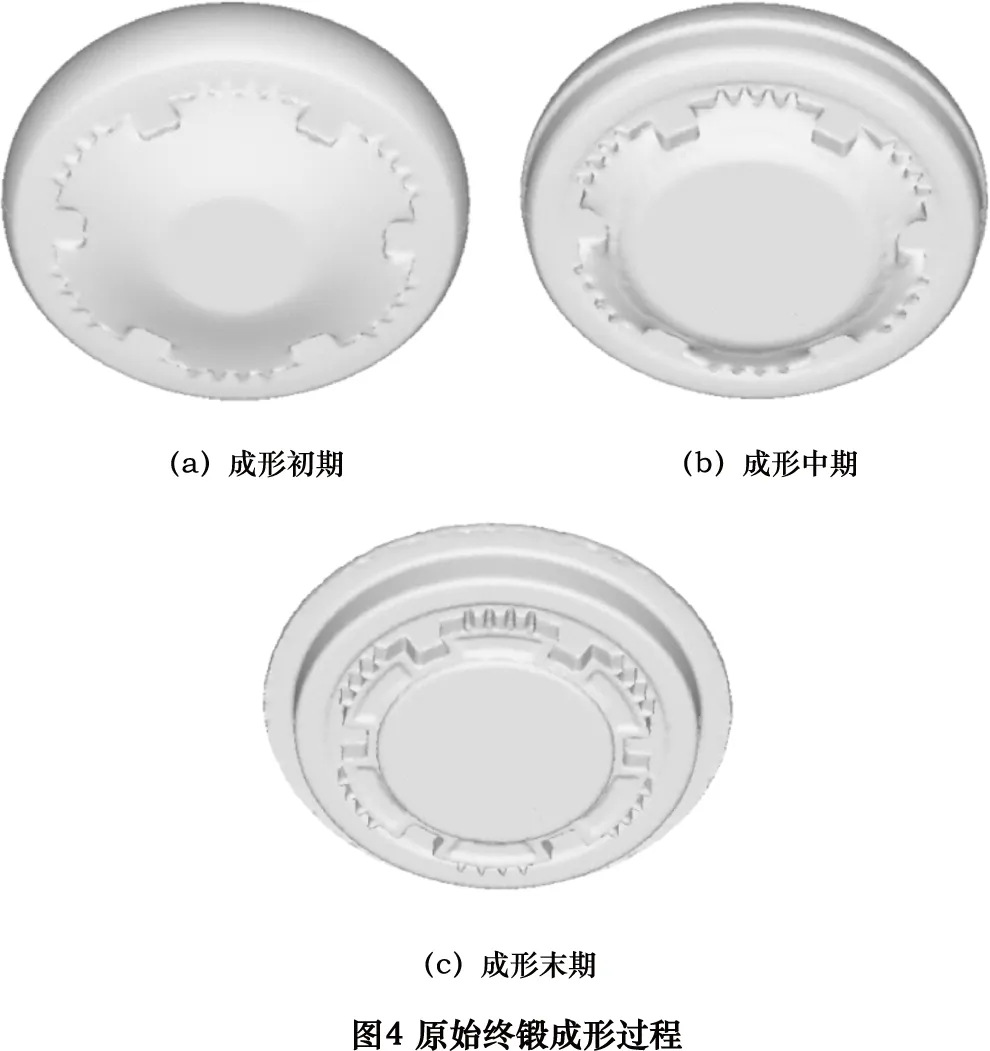
結(jié)合齒原終鍛成形過程如圖4所示。終鍛成形初期,金屬隨著上模向下充填,在齒形部分以金屬向下擠入為主要的充填方式。隨著上模下行,金屬逐漸充填模具型腔,由于采用開式鍛造的方式,此時(shí)已有小飛邊產(chǎn)生。在成形末期,金屬充滿模具型腔,多余金屬流出形成飛邊,模擬結(jié)果顯示,終鍛件充填飽滿,沒有出現(xiàn)折疊、缺肉等缺陷,成形質(zhì)量滿足設(shè)計(jì)要求。
實(shí)際生產(chǎn)中,終鍛模具壽命較低,容易發(fā)生開裂而失效,因此對容易發(fā)生開裂的終鍛下模進(jìn)行模具應(yīng)力分析,如圖5所示為原工藝終鍛下模最大主應(yīng)力分布圖。從圖可看出,下模模具應(yīng)力分布不均勻,最大拉應(yīng)力值達(dá)到1 920 MPa,而終鍛模具在連續(xù)鍛打時(shí)溫度在400~500 ℃左右,模具材料H13在該溫度區(qū)間的抗拉強(qiáng)度約為1 380~1 550 MPa[9],危險(xiǎn)處最大拉應(yīng)力遠(yuǎn)遠(yuǎn)大于模具材料的抗拉強(qiáng)度。在成形過程中,模具會(huì)因應(yīng)力超過材料的抗拉強(qiáng)度產(chǎn)生裂紋而失效。危險(xiǎn)位置與實(shí)際生產(chǎn)中模具發(fā)生開裂的位置完全吻合。

由模擬結(jié)果可得,模具開裂失效的主要原因?yàn)椋侯A(yù)鍛坯形狀不合理,導(dǎo)致終鍛時(shí)材料變形量大,成形困難,成形力大,而模具危險(xiǎn)處應(yīng)力集中,成形過程中隨著成形力增大,危險(xiǎn)處拉應(yīng)力值超過了模具材料的抗拉強(qiáng)度,導(dǎo)致模具開裂失效。
3 工藝優(yōu)化
針對模具發(fā)生開裂失效的主要原因,提出兩種工藝改進(jìn)方案:一是對預(yù)鍛坯形狀進(jìn)行優(yōu)化,使材料分配更加合理,材料變形量小,成形更容易,從而減小成形力;二是改進(jìn)模具結(jié)構(gòu),沿著模具的薄弱環(huán)節(jié),將原來的整體式模具改為分體式模具,消除模具的薄弱環(huán)節(jié),避免模具產(chǎn)生應(yīng)力集中。
3.1 預(yù)鍛坯形狀優(yōu)化
原工藝方案中,坯料先經(jīng)過鐓粗去氧化皮,再進(jìn)行終鍛成形。鐓粗后的坯料形狀為簡單的餅形,用這種簡單形狀進(jìn)行終鍛成形,材料分配不合理,終鍛時(shí)材料變形劇烈,成形困難,成形力較大。如圖6所示,設(shè)計(jì)一種臺(tái)階形預(yù)鍛坯,使其終鍛時(shí)材料流動(dòng)更加合理,變形更加容易,從而減小成形力。
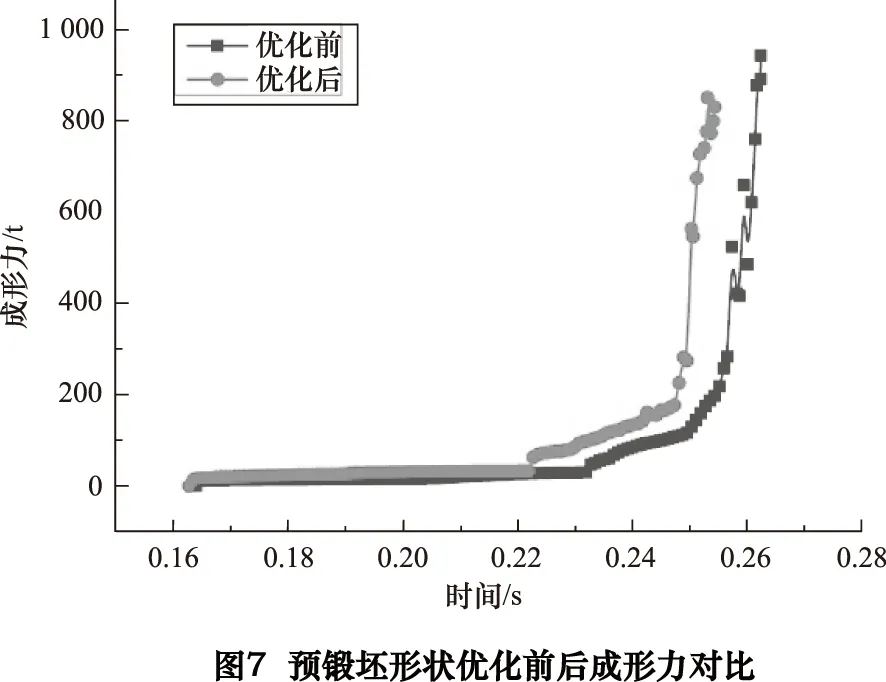
預(yù)鍛坯優(yōu)化前后的終鍛成形力對比如圖7所示。從圖7可以看出,預(yù)鍛坯優(yōu)化前終鍛成形力為940 t,優(yōu)化后的終鍛成形力為830 t,成形力下降11.7%,下降較明顯。圖8為優(yōu)化預(yù)鍛坯形狀后的終鍛下模最大主應(yīng)力分布圖。從圖中可以看出,下模薄弱環(huán)節(jié)仍然產(chǎn)生應(yīng)力集中,相比原工藝方案有所減小,但最大主應(yīng)力達(dá)到1 860 MPa,仍然遠(yuǎn)遠(yuǎn)大于模具材料在終鍛溫度時(shí)的抗拉強(qiáng)度,終鍛時(shí)模具仍會(huì)產(chǎn)生開裂而失效。


3.2 模具結(jié)構(gòu)優(yōu)化
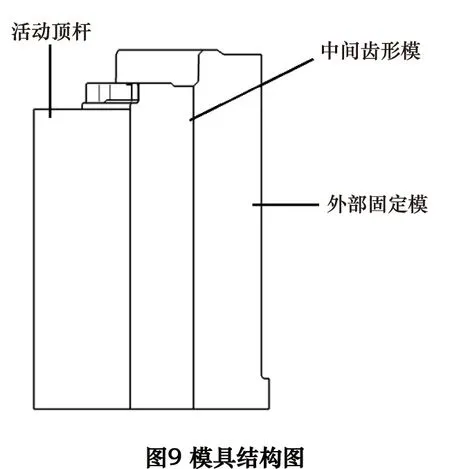
從預(yù)鍛坯優(yōu)化后的模具應(yīng)力分析可以看出,優(yōu)化預(yù)鍛坯形狀對終鍛模具應(yīng)力影響不大,應(yīng)力集中仍然明顯。因此提出一種分體式模具結(jié)構(gòu),如圖9所示。從模具開裂位置將模具分為內(nèi)外兩個(gè)部分,中間設(shè)置活動(dòng)頂桿,即終鍛下模由頂桿、中間齒形模、外部固定模3部分組成,齒形模與外部固定模采用單邊
0.15 mm的過盈量進(jìn)行熱套組合。
圖10為分體式模具結(jié)構(gòu)的終鍛下模最大主應(yīng)力分布圖。從圖中可以看出,原危險(xiǎn)處未出現(xiàn)應(yīng)力集中情況,危險(xiǎn)處最大拉應(yīng)力值減小至1 150 MPa,小于模具材料在鍛造溫度下的抗拉強(qiáng)度。相較于原來的整體式模具,危險(xiǎn)處最大拉應(yīng)力減小了40.1%,降幅明顯。
4 結(jié)語
通過有限元模擬軟件對結(jié)合齒鍛造過程進(jìn)行模擬分析,找到實(shí)際生產(chǎn)過程中終鍛模具發(fā)生開裂失效的主要原因。提出優(yōu)化預(yù)鍛坯形狀和分體式模具結(jié)構(gòu)兩種改進(jìn)方案。模擬結(jié)果表明終鍛模具應(yīng)力大大減小,沒有產(chǎn)生模具應(yīng)力集中,最大主應(yīng)力為1 150 MPa,低于模具材料的抗拉強(qiáng)度。實(shí)際生產(chǎn)結(jié)果表明,運(yùn)用優(yōu)化后的分體式模具結(jié)構(gòu)進(jìn)行生產(chǎn),模具壽命從100件提高到3 000件,且未發(fā)生開裂,大大提高了模具壽命。
[1]Hu Chengliang. A novel cold precision forging process of spur gear with boss and its numerical simulation [J]. Journal of Shanghai Jiaotong University, 2009,43(9):1494-1497.
[2]Hu Chengliang, Wang Li, Zhao Zhen, et al. Study on precision forging process of spur in parking brake[C]. Proceedings of the International Congference on Advanced Technology of Design and Manufacture, Beijing, 2010
[3]鄭英俊, 郭成, 章立預(yù),等. 結(jié)合齒冷鍛工藝分析及參數(shù)優(yōu)化[J]. 鍛壓技術(shù), 2012, 37(2): 157-160.
[4]曾德濤. 汽車結(jié)合齒冷鍛數(shù)值模擬與工藝研究[D].重慶:重慶大學(xué), 2011.
[5]王黎. 結(jié)合齒預(yù)鍛件的精密鍛造成形工藝探討[J]. 鍛壓技術(shù), 2015, 40(4): 9-13.
[6] 張弛, 何巧, 駱靜, 等. 汽車變速器結(jié)合齒溫鍛-冷整形復(fù)合精鍛工藝及模具研究[J]. 精密成形工程, 2014, 6(1): 9-14.
[7]駱靜. 汽車變速器結(jié)合齒精密成形及模具關(guān)鍵技術(shù)研究[D]. 重慶:重慶理工大學(xué), 2012.
[8]周杰, 張輝, 鄭曉凱, 等. 擋位齒輪坯閉式精鍛有限元分析與工藝優(yōu)化[J]. 農(nóng)業(yè)機(jī)械學(xué)報(bào), 2013, 44(3): 251-256.
[9]徐進(jìn), 陳再枝. 模具材料應(yīng)用手冊[M]. 北京: 機(jī)械工業(yè)出版社, 2001.
(編輯 汪 藝)
如果您想發(fā)表對本文的看法,請將文章編號(hào)填入讀者意見調(diào)查表中的相應(yīng)位置。
Numerical simulation analysis and improvement of hot forging die cracking for combined gear
XU Wei , XIAO Tiezhong
(Sichuan Engineering Technical College, Deyang 618000, CHN)
To solve the problem of die cracking on a combined gear, the forging process is simulated with FE simulation software, the result shows the reasons of die cracking are that die stress concentration. Two solutions are put forward to solve the problem, one is optimizing the shape of billet, the other is optimizing the structure of die, which is replacing integral die with splitting die. Results of simulation shows die stress is greatly decreased, avoiding stress concentration. Practical production results show the die life is greatly increased with splitting die structure.
combined gear; die cracking; finite element analysis; structure of diec
* 四川省教育廳科研項(xiàng)目( 16ZB0495)
TG316
B
10.19287/j.cnki.1005-2402.2016.11.029
2016-07-19)
161136
猜你喜歡
房地產(chǎn)導(dǎo)刊(2022年5期)2022-06-01 06:20:14
建材發(fā)展導(dǎo)向(2021年12期)2021-07-22 08:06:48
建材發(fā)展導(dǎo)向(2021年7期)2021-07-16 07:07:52
中學(xué)生數(shù)理化(高中版.高二數(shù)學(xué))(2021年12期)2021-04-26 07:43:48
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
機(jī)械工程師(2015年10期)2015-02-02 01:14:03
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03
機(jī)電產(chǎn)品開發(fā)與創(chuàng)新(2014年4期)2014-03-11 16:42:24

- 制造技術(shù)與機(jī)床的其它文章
- 完整 智能 兼容 開放——訪北京工業(yè)大學(xué)機(jī)電學(xué)院石照耀教授
- 聚焦智能制造 推進(jìn)集成創(chuàng)新——2016亞洲國際動(dòng)力傳動(dòng)展、2016亞洲物流展新聞發(fā)布會(huì)在京舉行
- 深嗅“工業(yè)4.0” 觸摸數(shù)字化工廠——參觀西門子工業(yè)自動(dòng)化產(chǎn)品成都生產(chǎn)研發(fā)基地
- 共享機(jī)遇 共創(chuàng)未來——山崎馬扎克“智能@制造”自動(dòng)化及綜合應(yīng)用展示會(huì)
- 大道至簡 持之以恒——中國機(jī)床工具工業(yè)協(xié)會(huì)數(shù)控系統(tǒng)分會(huì)2016年度理事擴(kuò)大會(huì)議在京召開
- 未來軸承智能制造的幾點(diǎn)思考