動態輕壓下改善板坯內部質量的實踐
2016-11-21 02:14:25段云波李強劉少峰
山東冶金 2016年5期
關鍵詞:控制技術
段云波,李強,劉少峰
(包鋼稀土鋼板材有限責任公司,內蒙古包頭 014010)
動態輕壓下改善板坯內部質量的實踐
段云波,李強,劉少峰
(包鋼稀土鋼板材有限責任公司,內蒙古包頭014010)
介紹了包鋼2 150 mm雙流板坯連鑄機動態輕壓下裝置,包括輕壓下控制技術和動態二冷控制技術。通過對扇形段的壓下區間、輕壓下量等因素的分析并結合連鑄坯的低倍硫印試驗,對實際輥縫進行了0.5~1.0 mm的動態補償,得出了合適的低碳合金鋼輕壓參數。試驗得出,固相率在0.20~1.00,壓下量在5.5~6.0 mm,顯著改善了鑄坯偏析等問題。
板坯連鑄;動態輕壓下;偏析
1 板坯連鑄機參數及特點
包鋼稀土鋼板材有限責任公司2 150 mm雙流板坯連鑄機由西門子奧鋼聯設計制造,生產主要鋼種為汽車板、管線鋼、結構鋼等。
1.1設備概況
包鋼稀土鋼板材有限責任公司2 150 mm雙流板坯連鑄機主要參數:設計年產量280萬t;機型為一機雙流直弧形連鑄機(有效垂直長度2 500 mm),冶金長度36 900 mm,弧形半徑10 000 mm,設計拉速0.8~1.8 m/min;產品規格(230、250)mm×(1 200~2 150)mm(具備在線調寬功能);結晶器液位控制方式為渦流傳感器控制;浸入式水口可在線快換(VSV提供);中間包容量75 t;鑄機扇形段具有全流程動態輕壓下功能。
為防止鑄坯鼓肚,減小偏析等,在質量控制方面采取了輕壓下技術(包括動態二冷控制技術)。連鑄輕壓下是指在鑄坯凝固末端一個合適的兩相區內利用扇形段火輥,對鑄坯在線實施一個合適的壓下量,用以抵消鑄坯凝固末端的體積收縮,避免中心縮孔(疏松)形成。動態輕壓下通過在線跟蹤鑄坯凝固進程,在輥縫收縮的基礎上對凝固末期的鑄坯進行3~6 mm壓下的技術,以改善鑄坯內部質量。從而減輕乃至消除中心偏析、疏松[1]。
由于實際生產時序不穩定,在拉速變化較快時,鑄坯液芯的位置變化較大。這種拉速的變化條件下若使用靜態輕壓,壓下區間會有很大范圍的變化,甚至會出現滯坯的現象,嚴重損壞鑄機設備,降低設備的使用壽命,因此使用動態輕壓下。動態輕壓下系統主要由3部分組成,分別是輕壓下控制技術、二冷動態控制技術和鑄流導向設備系統。其中輕壓下控制技術和動態二冷控制技術屬于控制部分,帶有液壓缸。可以實現遠程和在線控制的鑄流導向設備系統是執行部分。
1.2二冷動態控制原理
二冷動態控制模型是一種對二冷水進行在線控制的模型,原理是根據采集的鋼種成分、澆注溫度及拉速等數據,由模型計算出鑄坯表面溫度及固相區與液相區并存的液芯位置,提供給動態輕壓下在線控制模型。輕壓下控制模型按實際液芯位置以及鋼種特性等條件選擇進行輕壓下的扇形段位置,然后確定合適的壓下量實施壓下。通過反饋的壓下扇形段的液壓缸位置信號,來設定實際壓下情況并對實際壓下情況進行修正。
高拉速情況下,利用鑄坯液相預測模型軟件,得到實際的凝固末端位置,再在相應的位置實施壓下,獲得鑄坯在各種凝固條件下減少偏析程度的能力。液芯位置主要受拉速影響。在位置偏差大的情況下,二冷動態控制系統也會參與控制進行調整,在4~36.9 m冶金長度范圍內可以實施壓下。
1.3設備特點
奧鋼聯的SMART扇形段是實現動態輕壓下的設備保證,帶有ASTC(自動錐度調節)功能的扇形段能夠實現SMART控制功能,扇形段帶有遠程控制裝置,4個夾緊液壓缸對扇形段開口度和輥縫值進行控制和設定,有1個夾送液壓缸實現夾送輥的升降,扇形段升降和夾緊由4個液壓缸共同完成。
2 動態輕壓下技術的應用
動態輕壓下技術的主要工藝參數有壓下區間、壓下量和壓下速率,只有合理確定這些參數值,才能達到消除或減少鑄坯中心偏析與疏松的目的。
2.1凝固系數的確定
以低碳合金鋼為試驗對象,采用射釘法檢測凝固坯殼厚度[2]。驗證綜合凝固系數射釘槍型號為ZG217,長度1 400 mm,子彈口徑7.62 mm,射釘深度140 mm。試驗條件:拉速1.0、1.1、1.20 m/min,射釘位置在扇形8段和扇形9段之間,離結晶器液面20.35 m處。依據試驗結果分析得出的鑄坯綜合凝固系數為26.72 mm/min1/2。凝固終點的計算結果與奧鋼聯給定的系數相近。
2.2輕壓下參數優化
通過試驗優化輕壓下關鍵參數,主要考慮壓下位置和固相率變化對鑄坯質量的影響。鑄坯規格230 mm×1 550 mm,設計的輕壓下工藝參數如表1所示,其拉速分別為1.0、1.1 m/min。
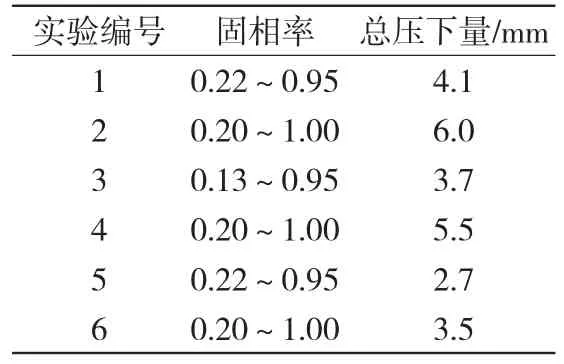
表1 輕壓下工藝參數
2.3鑄坯厚度的測量
為提高開口度的準確性,在維修區分別對弧形段、矯直段、水平段的液壓缸拉桿補償值進行測試。扇形段在生產過程中受到拉坯阻力導致拉桿有形變,對夾送輥液壓缸拉桿補償值進行修正。
測量了試驗的鑄坯厚度并與設定值做對比,結果如圖1所示。由于扇形段的變形,實際壓下幾乎都小于設定值,但最大偏差<0.5 mm。輥縫控制處于理想的狀態。這證明了變形補償的重要性,否則輥縫偏差過大,達不到輕壓下的效果。
2.4鑄坯低倍檢驗
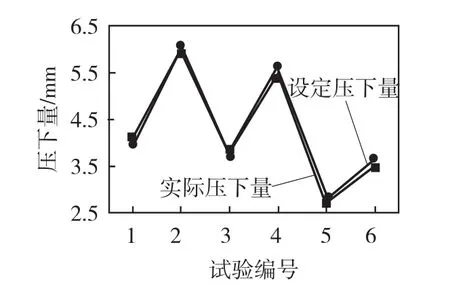
圖1 扇形段壓下量對比
通過酸洗、硫印的方法對鑄坯低倍組織進行評級,結果見表2。1號、3號和5號試樣的中心偏析比較嚴重,壓下區間比較靠前。當固相率處在0.20~1.00時,壓下量在5.5~6.0 mm,偏析情況比其他區間要好,但是過小的壓下量對偏析改善并不明顯。
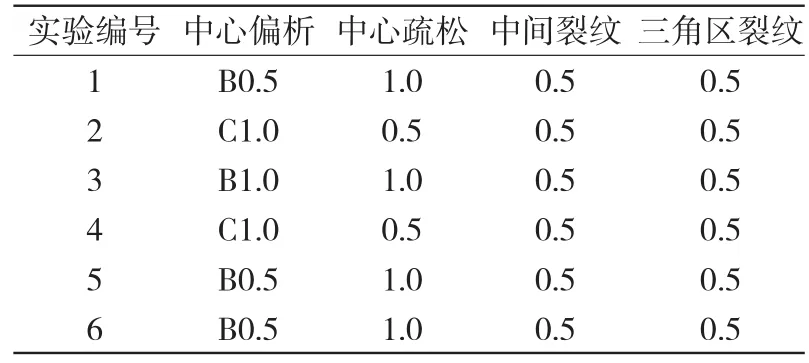
表2 低倍評級結果級
3 結語
雙流板坯連鑄機投產以來,設備運行穩定,隨著動態輕壓下參數的逐步優化,鑄坯內部質量明顯提高。對扇形段受力變形,在維修區進行實際測量檢驗,需進行0.5~1.0 mm的動態補償,實際輥縫與設定值偏差<0.5 mm。試驗得出鑄機低碳合金鋼輕壓下參數,固相率0.20~1.00,壓下量為5.5~6.0 mm。
[1]蔡開科.連續鑄鋼原理與工藝[M].北京:冶金工業出版社,1994.
[2]劉戰英.軋鋼[M].北京:冶金工業出版社,1995.
Abstrraacctt::In this paper the dynamic soft reduction equipments of 2 150 mm continuous casting machine was introduced in Baotou Steel. The technology includes soft reduction control technology and dynamic secondary cooling control technology,checks and examines the effects of the production factors such as momentum and position of the soft reduction on the internal quality of test sample under the dynamic soft reduction conditions using the macrographic sulphur print baumann method sample for slab.The dynamic compensation of 0.5-1.0 is made to the actual roll gap,a suitable soft pressure parameter of low carbon alloy steel is proposed.The solid ratio was 0.20-1.00 and reduction was 5.5-6.0 mm.The dynamic soft reduction system can improve the inner quality of slab.
Key worrddss::slab continuous casting;dynamic soft reduction;segregation
Practice on Improvement in Inner Quality of Slab by Dynamic Soft Reduction
DUAN Yunbo,LI Qiang,LIU Shaofeng
(Baotou Steel Rare-earth Steel Plate Co.,Ltd.,Baotou 014010,China)
TF777.1
B
1004-4620(2016)05-0016-02
2016-06-22
段云波,男,1983年生,2007年畢業于內蒙古科技大學冶金工程專業,碩士。現為包鋼稀土鋼板材有限責任公司工程師,從事煉鋼連鑄技術管理工作。
猜你喜歡
機電安全(2022年1期)2022-08-27 02:15:16
建材發展導向(2019年13期)2019-08-24 06:37:40
電子制作(2019年7期)2019-04-25 13:16:50
電子測試(2018年14期)2018-09-26 06:04:44
上海大中型電機(2017年4期)2017-02-06 05:27:06
山東工業技術(2016年15期)2016-12-01 05:30:51
照明工程學報(2016年3期)2016-06-01 12:17:56
水電站機電技術(2014年4期)2014-10-13 08:30:07
水電站機電技術(2014年1期)2014-09-26 11:59:46
導航定位與授時(2014年2期)2014-04-27 13:41:08
