五軸數控加工非線性誤差建模與控制
2016-11-15 10:24:10程德蓉
科技資訊 2016年19期
程德蓉
DOI:10.16661/j.cnki.1672-3791.2016.19.126
摘 要:針對五軸加工旋轉軸旋轉運動引起的非線性誤差,建立了三維空間復雜曲面工件的非線性誤差模型,提出了基于平滑刀軸矢量插入補償點的方法來控制非線性誤差,從而保持旋轉軸速度和加速度的連續性。仿真實驗驗證了風扇葉片加工非線性誤差的有效控制。
關鍵詞:五軸加工 非線性誤差 曲面插值 平滑刀軸矢量
中圖分類號:TG659 文獻標識碼:A 文章編號:1672-3791(2016)07(a)-0126-02
針對五軸加工非線性誤差分析與控制,眾多學者開展了大量研究,文獻[1]-[2]闡明了誤差產生的原理及采用自適應線性化法來控制;文獻[3]-[4]提出通過控制首末刀軸矢量在確定的平面上運動的刀位軌跡控制和刀軸矢量平面插補具體算法來減小非線性誤差的產生。以上方法都是基于刀位文件的單一刀路數據來分析的非線性誤差,沒有考慮復雜理論曲面在三維空間下的信息,必然會影響其計算精度。因此對非線性誤差控制有必要進一步研究。
1 非線性誤差空間數學模型分析
在三維空間下,非線性誤差理論上可表述為:在插補程序段內,機床各軸的線性插補運動使刀具沿加工工件加工表面作切削加工包絡運動,形成包絡面即為實際加工軌跡,此包絡面到加工工件加工表面上各點的法向距離稱為該程序段的非線性誤差[2],一般取最大值距離為非線性誤差值。在插補程序段內,已知加工工件幾何模型表面與實際切削加工表面,建立三維空間的非線性誤差求解模型。在插補程序段內任取4個相鄰刀具切觸點、、、。以此4點為頂點,與工件幾何模型表面相對應的曲面區域記為,與實際切削表面相對應的曲面區域記為,為上任意點,令到的投影為,則最大非線性誤差為。
2 平滑刀軸矢量的非線性誤差補償控制
2.1 插入補償點
理想自由曲面沿U、V兩個參數線方向張開,參考NURBS曲面插值思想,先固定U參數線方向的系列值,曲面便離散成V向參數的系列曲線組,曲線、曲線即曲面、為離散的結果。以相鄰刀具切觸點、為頂點的曲線、分別為沿v方向的理想軌跡和實際軌跡,最大非線性誤差在兩個刀具切觸點的中點附近[2]。因此插補在理想軌跡的中點的補償點即為V向插補點。同類似方法在u參數方向上插補點減小u參數方向上的行距值,即過此補償點形成v方向的理想軌跡曲線,即為U向插入補償曲線。
2.2 插補點刀軸方向矢量的確定
要實現五軸聯動,須求出補償點的位置和兩個轉動軸的轉動角度。要控制刀軸方向,須確定加工曲面的法線。根據NURBS曲面理論,固定參數,此曲面則成為只關于參數的一元函數,表示以為參數的系列曲線,稱為線;同理可得曲線為線。因此,當固定參數時得線關于的偏導矢稱為線的向切矢;同理得出線的向切矢。曲面在點處切平面的單位法矢為:
(1)
設A、C軸的旋轉運動分別為、,、分別為A、C軸的旋轉變換矩陣。由機床刀具坐標系與工件坐標系的逆向運動學反解可得曲面的刀軸矢量插補的旋轉角為:
(≤≤) (2)
或(0≤≤) (3)
3 結語
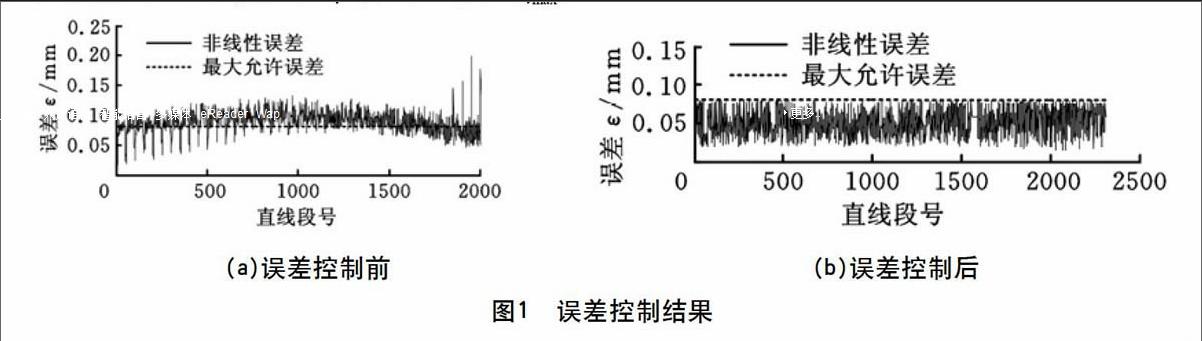
以風扇葉片為例,設定最大容許誤差為0.07 mm,如圖1所示水平虛線,采用基于平滑刀軸矢量插入補償點的補償控制策略解算非線性誤差,補償控制前,最大誤差為0.2 mm,超出了最大容許誤差范圍;補償控制后,誤差值均在容許范圍內。仿真實驗結果得出,曲面插值越密,誤差越小;基于平滑刀軸矢量插入補償點的補償算法能有效減小非線性誤差和實現刀軸矢量的平穩變化,驗證了該算法的有效性、實用性。
參考文獻
[1] 楊旭靜,周元生,陳澤生,等.五軸數控加工中旋轉軸運動引起的非線性誤差分析及控制[J].機械工程學報,2012,48(3):140-146.
[2] 吳大中.五軸聯動數控加工非線性誤差控制及后置處理[D].上海:上海交通大學,2007.
[3] 耿聰,于東,張曉輝.五軸聯動數控加工中的刀具軌跡控制算法[J].中國機械工程,2010,21(24):2904-2909.
[4] 樊留群,齊黨進,沈斌,等.五軸聯動刀軸矢量平面插補算法[J].機械工程學報,2011,47(19):158-162.
