復合鋼板焊接工藝研究
2016-11-14 10:51:29關斌斌大連華銳重工冶金設備制造有限公司遼寧大連116045
中國房地產業 2016年17期
文/關斌斌 大連華銳重工冶金設備制造有限公司 遼寧大連 116045
復合鋼板焊接工藝研究
文/關斌斌大連華銳重工冶金設備制造有限公司遼寧大連116045
介紹了BFe30-l-l/Q345R復合鋼板的焊接工藝,分析了BFe30-l-l/Q345R復合鋼板的焊接接頭進行焊接工藝評定試驗,結果表明,焊接后的復層銅與基層鋼熔合良好。
復合材料;焊接技術
本文針對BFe30-l-l/Q345R復合材料的焊接接頭進行研究。研究表明,BFe30-l-l/Q345R復合材料焊接基層采用J507(E5015)焊條,過渡處采用純鎳焊條,復合層采用ECu2NiB焊條。嚴格控制焊接工藝及BFe30-1-1材料的S,P,Pb等雜質的含量,BFe30-l-l/Q345R復合材料接頭性能滿足相應的技術要求。
1、焊接性分析
1.1材料的化學成分
BFe30-l-l及Q345R的化學成分見表1和表2
1.2焊接性
BFe30-1-1銅合金是以銅、鎳為基的合金,由于含有較多的合金元素,與鉛、鉍等有害雜質在晶粒間可形成低熔點共晶體,從而易產生熱裂紋,鉛和鉍的熔點很低(鉛的熔點為327.4℃,鉍的熔點為271℃),它們幾乎不溶于銅,少量存在于銅液中就可形成低熔點共晶體Cu+Pb(熔點326℃)和Cu+Bi(熔點270℃),這些低熔點物質在結晶后期以液態形式分布于固態α銅晶粒邊界,割斷了晶粒之間的聯系,使其高溫強度降低,導致裂紋的產生,另外BFe30-1-1合金中含有約30%的Ni,Q345R及Ni基焊絲中都存在著P、S等雜質,鎳與硫也能形成低熔點共晶,銅鎳合金的收縮率較大,這些都增加了產生熱裂紋的傾向。對于氣孔主要是由氫引起的,每100g液態銅在1100℃時可溶解16cm3的氫氣,在凝固冷卻過程中,當600℃時,溶解量僅為0.3cm3。由于銅的導熱性好,結晶速度快,氫往往來不及析出,而聚集于焊縫中形成氣孔。
2、焊接工藝實驗
2.1工藝特點和材料選擇
BFe30-l-l/Q345R復合鋼板是以Q345R為基層,通過爆炸焊接鐵白銅BFe30-1-1制成復合板,首先焊接鋼基層,即焊接Q345R,而后焊接過渡層,即焊接Q345R與BFe30-1-1復合連接部分,這部分是焊接復合材料的關鍵,最后焊接復合層BFe30-1-1。
本試驗對于BFe30-l-l/Q345R復合鋼板的對接接頭的焊接,確定用焊條電弧焊,基層采用J507(E5015),而后用純鎳焊條ENi-1焊接復合層與基層的過渡處,最后用焊條ECuNiB焊接。
2.2焊接工藝試驗
2.2.1坡口形式
試板坡口采用砂輪修磨,電動銑刀清理。坡口形式如圖1所示。
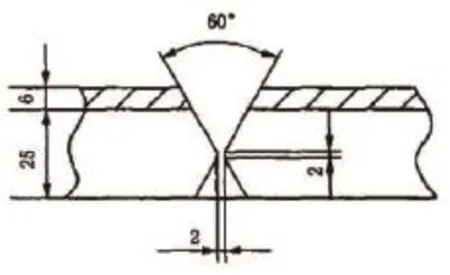
圖1 坡口尺寸
2.2.2Q345R的焊接工藝
焊前母材去油、去銹、去污,80~100℃預熱,為保證焊接過程中的層間溫度焊條使用前需經200~250℃烘培1~2h,80~100℃烘箱保溫。采用短弧焊。
2.2.3過渡層的焊接工藝
焊前坡口周圍徹底去油、去污、去銹,仔細清理基層焊根,圓滑過渡,滲透探傷無缺陷后方可進行焊接。
2.2.4復合層BFe30-l-l的焊接工藝
銅合金焊接極易出現缺陷,由于其自身在熔化狀態下吸氣能力特別強,在冷卻過程中氣體來不及溢出,易形成氣孔。焊接過程中熱應力大,低熔點共晶的出現容易造成裂紋。為防止這兩種主要缺陷,焊接采用手工鎢極氬弧焊,加強焊接區域的保護,防止有害氣體的侵入。在條件允許的情況下,還可以加拖罩保護。焊接前,除了要做一些常規清理,還不允許毛刺和夾角的存在。層溫應控制在100℃以下。
2.2.5焊后檢查
焊后滲透著色檢驗符合JB4730-2005Ⅰ級規定,X射線檢查符合JB4730-2005Ⅱ級的規定。

3、宏觀檢查
用NEOPHOT21金相顯微鏡分別進行金相和宏觀檢驗。焊件經機械拋光浸蝕后,宏觀觀察被檢測焊件的焊縫、熔合區、熱影響區,均未發現裂紋、孔穴、固體夾雜、未熔合等宏觀缺陷,其低倍組織見圖2。

圖2 焊件低倍組織1.5X
結語:
對于BFe30-l-l/Q345R復合鋼板的對接接頭的焊接,可以采用基層使用J507(E5015),而后用純鎳焊條ENi-1焊接復合層與基層的過渡處,最后用焊條ECuNiB焊接的焊接工藝方法。
[1]中國機械工程學會焊接學會編.焊接手冊(第二卷).北京:機械工業出版社,1992.
[2]顧福明.換熱器管子與復合管板的焊接工藝研究.焊接技術,2002(3).
[3]浙江省機械工程學會焊接分會編.實用工程材料焊接手冊.北京:機械工業出版社,2004.
[4]曹志明,顧福明.海水換熱器BFe30-1-1的焊接工藝試驗.焊接技術,2003(4).
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
山東冶金(2019年6期)2020-01-06 07:45:54
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
世界農藥(2019年2期)2019-07-13 05:55:12
纖維復合材料(2018年3期)2018-04-25 07:22:58
電子測試(2017年11期)2017-12-15 08:57:13
銅業工程(2015年4期)2015-12-29 02:48:39
應用化工(2014年10期)2014-08-16 13:11:29
石油化工應用(2014年8期)2014-03-11 17:40:03
建筑材料學報(2014年3期)2014-03-11 17:08:02
