基于PLC控制的壁紙壓花裝置的改進
2016-11-12 16:20:21余余鍵溫州職業(yè)技術(shù)學院機械工程系浙江溫州325035
溫州職業(yè)技術(shù)學院學報 2016年3期
余余鍵(溫州職業(yè)技術(shù)學院 機械工程系,浙江 溫州 325035)
基于PLC控制的壁紙壓花裝置的改進
余余鍵(溫州職業(yè)技術(shù)學院 機械工程系,浙江 溫州 325035)
為提高壁紙壓花裝置的控制精度,以PLC為控制核心,采用交流伺服電機為驅(qū)動,通過氣動裝置對羅紋輥施加壓力,采用高速計數(shù)器輸入中斷實現(xiàn)壁紙壓花長度的精確控制,并通過擾動補償解決壓花過程中負載突變帶來的轉(zhuǎn)速影響。應用實例表明,改進后的壁紙壓花裝置有效提高了工作質(zhì)量,可滿足生產(chǎn)線的工藝要求。
壓花裝置;PLC;控制系統(tǒng);負載補償
0 引 言
目前,許多壁紙生產(chǎn)企業(yè)壓花生產(chǎn)線的壓花控制系統(tǒng),基本上采用由直流或交流變頻的構(gòu)成閉環(huán)控制,這種控制系統(tǒng)的壓花花紋質(zhì)量及長度控制雖然能基本滿足生產(chǎn)需求,但設備的整體控制精度往往不高。隨著人們生活水平的提高,人們除了注重壁紙的材質(zhì)質(zhì)量,對壁紙花紋的完整度和清晰度也提出了更高要求,以體現(xiàn)生活品味。為解決需求矛盾,必須對壓花裝置進行有效的改進。以P LC為控制核心,采用永磁交流伺服電機為驅(qū)動,通過觸摸屏建立便捷的人機界面,并考慮由于壁紙材質(zhì)及花紋不同造成的負載變化,提出補償算法。
1 壓花控制系統(tǒng)硬件設計
壁紙壓花生產(chǎn)線中,PLC是壓花控制系統(tǒng)的核心,壓花控制系統(tǒng)硬件設計如圖1所示。交流伺服電機驅(qū)動羅紋輥,編碼器測量壁紙的長度,P L C采集觸摸屏與編碼器的觸發(fā)信號,并根據(jù)輸入信號執(zhí)行邏輯輸出,控制伺服電機和氣閥的運行[1]。人機界面對壁紙的系統(tǒng)運行時間、壓花長度、滾壓總長度等工作數(shù)據(jù)進行實時顯示,方便工作人員進行相應的參數(shù)設置。本文對壁紙壓花裝置的改進,均采用歐姆龍自動化(中國)有限公司生產(chǎn)的設備,人機界面為NB7W-TW00B型觸摸屏,選用CP1E-N30SDR-A型PLC,采用E6F-CWZ5G型增量式旋轉(zhuǎn)編碼器,選擇E3Z-D62型光電傳感器。
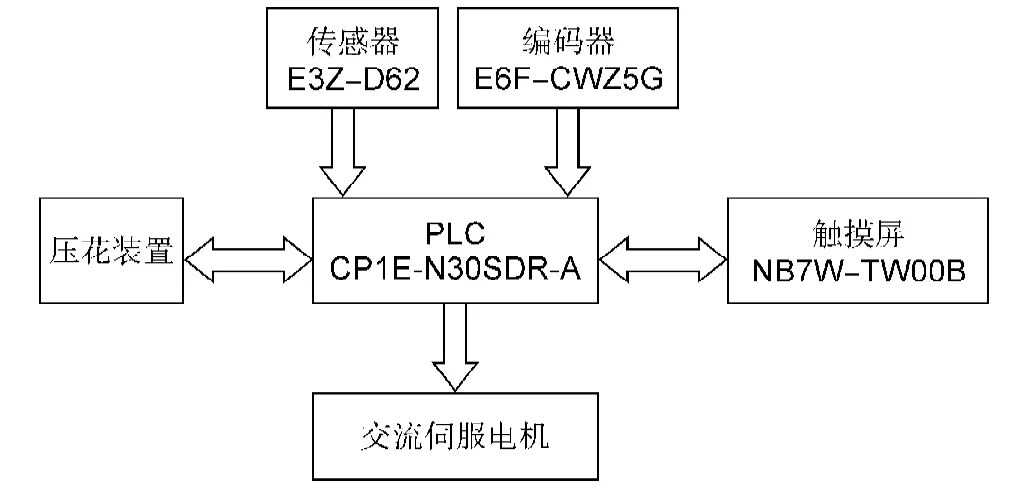
圖1 壓花控制系統(tǒng)硬件設計
壓紋機構(gòu)處在壁紙生產(chǎn)設備的打點裝置與壁紙切斷裝置之間。在壓花生產(chǎn)過程中,通過平輥和羅紋輥組成滾壓裝置對壁紙表面進行滾壓處理,先由氣閥驅(qū)動羅紋輥對壁紙進行扎壓,再通過平輥對壁紙進行干燥展平,其中壁紙花紋的壓制質(zhì)量主要依靠羅紋輥的下壓來完成。系統(tǒng)開始運行時,羅紋輥與底輥無接觸,處于初始狀態(tài)。當有壁紙通過兩輥,入口處的光電傳感器觸發(fā)信號,使羅紋輥緩慢下移接近底輥,此時,羅紋輥上的感應塊被接近傳感器S1檢測到,給出信號控制布局在羅紋輥上方的氣閥進氣,給羅紋輥加壓,由安裝在較低位置的加壓接近開關(guān)S2給PLC傳送反饋信號,控制氣閥加壓動作的完成。羅紋輥加壓流程如圖2所示。
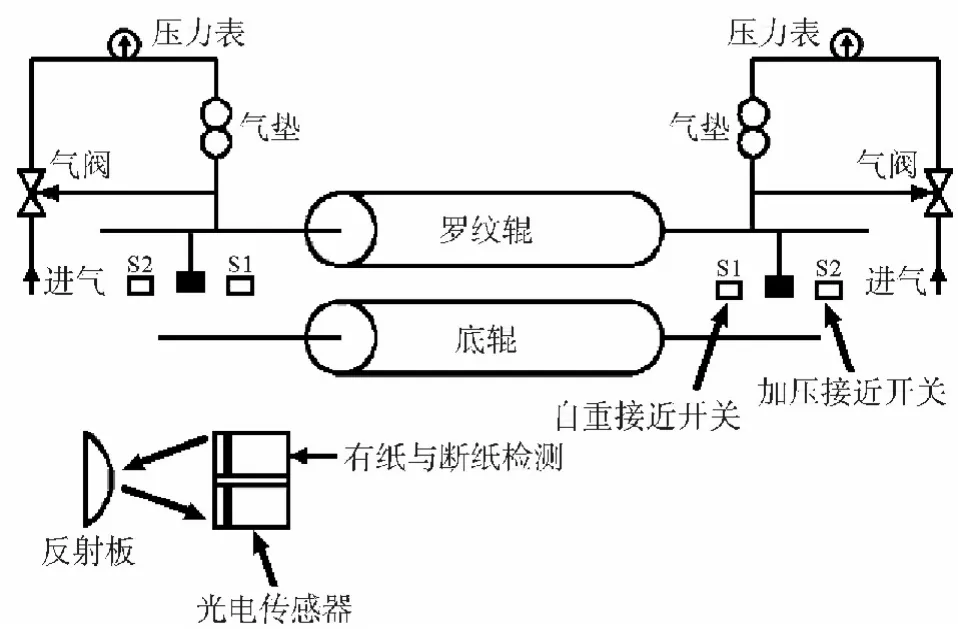
圖2 羅紋輥加壓流程
采用交流伺服電機作為系統(tǒng)的前后移動驅(qū)動,由于機械設備在傳動的過程中存在運動慣性,因而羅紋輥的移動過程不可能完全沒有誤差,考慮到電機的慣性,在伺服電機的輸出端口連接減速器,盡可能將慣性帶來的誤差控制在一定范圍之內(nèi)。交流伺服電機驅(qū)動系統(tǒng)如圖3所示。壓花的長度由PLC控制,編碼器采用4倍頻信號輸入,通過旋轉(zhuǎn)編碼器檢測壓花壁紙的有效距離,壁紙的長度與編碼器處理之后的輸出脈沖個數(shù)成正比關(guān)系。在系統(tǒng)運行前,壓花的長度由觸摸屏設定對應參數(shù),編碼器隨著電機的運行,發(fā)出相應脈沖給PLC,PLC根據(jù)接收到的脈沖數(shù)量計算出壓花的實時長度,然后傳遞到觸摸屏顯示其當前長度數(shù)值,由此實現(xiàn)對長度的實時顯示和控制。
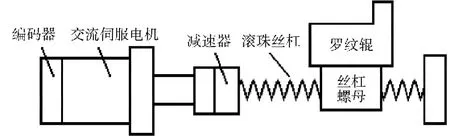
圖3 交流伺服電機驅(qū)動系統(tǒng)
2 羅紋輥壓花的擾動補償及測試
由于羅紋輥花紋和壁紙材料的不同,在交流伺服電機驅(qū)動羅紋輥的滾壓過程中,羅紋輥會存在兩邊受力不均的情況,因而對交流伺服電機驅(qū)動采取擾動補償控制。采用先辨識擾動再補償?shù)姆椒ǎ?],在壁紙滾壓過程中,根據(jù)壁紙的彈性和羅紋輥的花紋不同,通過調(diào)節(jié)器進行調(diào)整,即通過調(diào)整交流伺服電機運轉(zhuǎn)的轉(zhuǎn)速,控制壁紙材料和羅紋輥的花紋不同帶來的負載影響,由此可有效解決原有壓花裝置存在的缺陷。
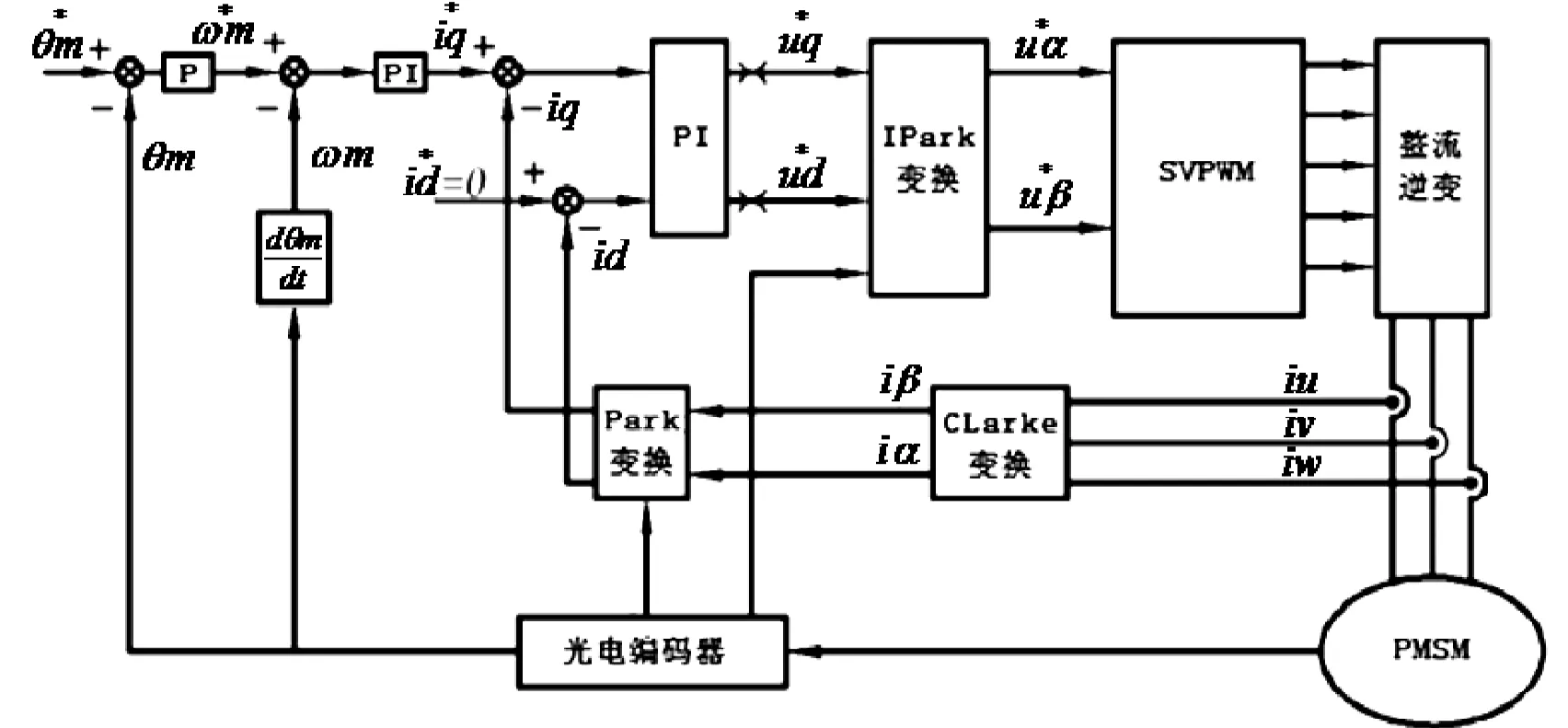
圖4 滾壓系統(tǒng)控制原理
考慮到實際負載TL2的變化會對系統(tǒng)的驅(qū)動精度產(chǎn)生影響,其調(diào)節(jié)前預定負載的最大誤差補償為0.098mm,且負載擾動作用在電流環(huán)之后,只能靠轉(zhuǎn)速調(diào)節(jié)器來產(chǎn)生抗擾作用[4],因而在電流環(huán)之后設置轉(zhuǎn)速調(diào)節(jié)器對負載變化帶來的影響做補償。將電流環(huán)輸出的結(jié)果作為一階慣性參數(shù),并通過補償系數(shù)β1將測力傳感器DBSL-XS檢測到的電機負載當前值TL1轉(zhuǎn)換為電流參數(shù),作為控制輸入量傳送到電流調(diào)節(jié)器。通過電流的補償方式等效負載轉(zhuǎn)矩的突變,有效抑制由負載變化對系統(tǒng)穩(wěn)定帶來的影響。速度補償控制原理如圖5所示。
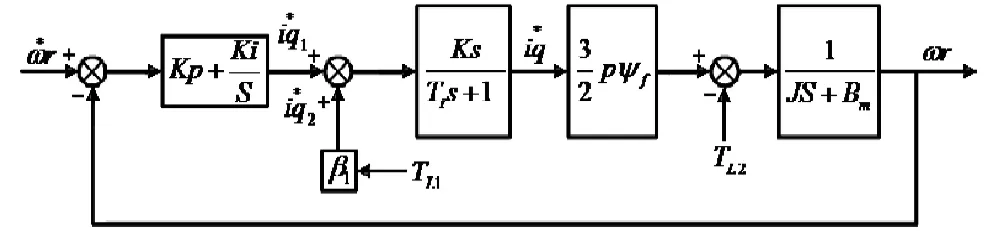
圖5 速度補償控制原理
根據(jù)速度補償控制原理可推至交流伺服電機調(diào)速系統(tǒng)的靜態(tài)特性方程為:

3 壓花控制系統(tǒng)軟件設計
考慮設計成本,選用歐姆龍自動化(中國)有限公司生產(chǎn)的小型PLC。該款PLC具有強大的定位功能,其內(nèi)置的N型RS232接口可擴展,并標配USB插口,2軸脈沖輸出高達100KHz,可方便實現(xiàn)工作現(xiàn)場的數(shù)據(jù)采集與交流伺服電機的運動控制,編程軟件為CXProgrammerV 9.11。根據(jù)壓花裝置在生產(chǎn)線中的工作要求,軟件設計部分分為手動控制和自動控制,手動控制包含滾壓的前轉(zhuǎn)和后轉(zhuǎn),自動控制運行包括控制滾壓長度和自動滾壓,其控制流程如圖6所示。
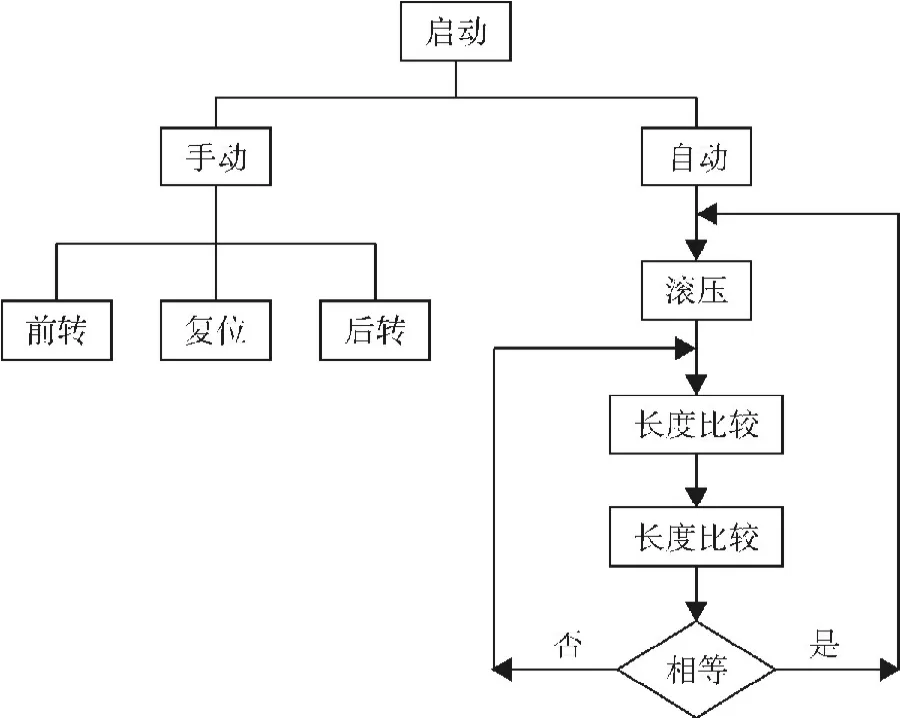
圖6 壓花控制系統(tǒng)控制流程
系統(tǒng)工作一個周期的工作內(nèi)容為:用戶通過觸摸屏對運行速度、壓花長度等參數(shù)進行設定,然后經(jīng)PLC軟件程序執(zhí)行,進氣下壓羅紋輥,發(fā)出滾壓信號,并輸出預設長度脈沖,結(jié)合編碼器觸發(fā)的信號,實時測算壓花實際長度,同時將計算值與設定值進行比較。如兩數(shù)值相同,則脈沖輸出中止,電機停止工作;如無外界中止信號,程序則一直循環(huán)執(zhí)行。
系統(tǒng)采用高速計數(shù)器輸入中斷實現(xiàn)對壁紙壓花長度的精確控制,當高速計數(shù)器的計數(shù)值與系統(tǒng)設置長度相同時,計數(shù)中斷并使脈沖輸出停止[5]。軟件設計中,采用比較表登錄指令C T B L實現(xiàn)該項控制。當編碼器的輸出脈沖信號進入PLC后,PLC自帶的高速計數(shù)器開始對脈沖個數(shù)進行計數(shù)。系統(tǒng)采用增量式旋轉(zhuǎn)編碼器,其直徑為60mm,一周旋轉(zhuǎn)可產(chǎn)生2000個脈沖個數(shù),而采用的是位相差為4倍頻的輸入,因而當接收到脈沖個數(shù)為n時,此時編碼器的實際旋轉(zhuǎn)長度。如設定長度為L2時,則需要接收的編碼器脈沖個數(shù)。當接收的編碼器脈沖個數(shù)與設定值相同時,由操作模式控制指令I(lǐng)NI控制電機停止運轉(zhuǎn)。
4 結(jié)束語
本文對壁紙壓花裝置的改進,采用PLC控制,利用內(nèi)部程序設計代替物理觸點的邏輯控制,采用補償算法提高電機的實時控制精度,為系統(tǒng)配置觸摸屏使人機界面的信息交換更加靈活、便捷,實時監(jiān)視使電機運行更為安全可靠。
瑞安市瑞豐機械廠采用改進后的壓花裝置,壓花速度從原先的300次/h提高到450次/h,工作效率得到提高,設備運行更加可靠,大大降低了電機故障率。在該廠生產(chǎn)線的實際使用過程中,根據(jù)人體對平臺的操作習慣,對操作面板的布局進行了人性化改進,觸摸屏控制可方便調(diào)節(jié)加工長度和速度,人機界面更加友好快捷。當相鄰兩幅壁紙進行壓花時,重疊尺寸減小,提高了材料的利用率,降低了生產(chǎn)成本;當不同材質(zhì)的壁紙進行壓花時,電機運行速度產(chǎn)生浮動,觸摸屏顯示的花紋誤差最大值為38μm,且大多時間的誤差數(shù)值分布在2 0m以內(nèi),可滿足生產(chǎn)線的工藝要求。
[1]路林吉,王堅,江龍康.可編程控制器原理及應用[M].北京:清華大學出版社,2002:175-177.
[2]魯文其.永磁同步電機工程伺服系統(tǒng)若干關(guān)鍵技術(shù)研究[D].南京.南京航空航天大學自動化學院,2 0 1 0.
[3]梁文炎,陽林,孫友松.交流伺服重載驅(qū)動技術(shù)及其在螺旋壓力機上的應用[J].機電工程技術(shù),2007(3):85-87,108.
[4]李建軍,桂衛(wèi)華.PMSM交流伺服系統(tǒng)負載轉(zhuǎn)矩動態(tài)補償方法[J].微特電機,2007(5):16-19.
[5]謝克明,夏路易.可編程控制器原理與程序設計[M].北京:電子工業(yè)出版社,2002:283-285.
[責任編輯:吳百中]
Improvement in Wallpaper Embossing Device Based on PLC Control
YU Jian (Mechanical Engineering Department, Wenzhou Vocational & Technical College, Wenzhou, 325035, China)
In order to upraise the control precision of wallpaper embossing device, efforts have been made to use PLC as the control core, put pressure on watermark roll through pneumatic devices, driven by AC servo motor,and precisely control wallpaper embossing in length by interrupting speed counters, and abolish the effect of sudden loading change on rotation rate by turbulent compensation.The application demonstrates that the improved wallpaper embossing devices effectively raise the working quality and can meet the technical demand in the production line.
Embossing device; PLC; Control system; Load compensation
10.13669/j.cnki.33-1276/z.2016.064
TS736
A
1671-4326(2016)03-0065-03
2016-05-04
余 鍵(1979—),男,浙江瑞安人,溫州職業(yè)技術(shù)學院機械工程系講師,碩士.
