中型電機轉軸熱校直工藝研究
2016-11-03 09:22:14李俊
中國高新技術企業 2016年27期


摘要:對于不同材質的軸(材質系數F)、不同的彎曲度(T)、不同的直徑(D)以及不同的彎曲點所在截面中心到彎軸端面中心的距離(L),需要在J點加熱后,C點的T2(加熱J點后,C點的位移)值均不一樣。文章對中型電機轉軸熱校直工藝進行了研究。
關鍵詞:中型電機;電機轉軸;熱校直工藝;彎曲點;彎軸端面中心 文獻標識碼:A
中圖分類號:TH123 文章編號:1009-2374(2016)27-0016-03 DOI:10.13535/j.cnki.11-4406/n.2016.27.008
在中型電機的正常生產過程及“三包”電機的返修過程中轉軸彎曲是比較常見的故障現象。生產過程中的轉軸彎曲類型有:YR轉軸非軸伸端的彎曲、立式細長軸彎曲、轉軸結構件應力釋放彎曲、電機總裝時轉子裝配不當造成的轉軸彎曲等;“三包”電機轉軸彎曲的類型有:電機軸伸與負載連接對中偏差造成的軸伸彎曲、軸承燒毀使轉軸劇烈受熱導致的轉軸彎曲、YR高極對數電機由于氣隙不均勻造成轉子長期受單邊磁拉力而造成轉軸彎曲等。以往在對轉軸做熱校直過程中是憑借摸索的經驗,處理時間長且準確度差,如果有關于轉軸熱校直的系統指導資料加以參考,將在現場處理中起到多方的促進作用。
1 中型電機轉軸彎曲類型分析
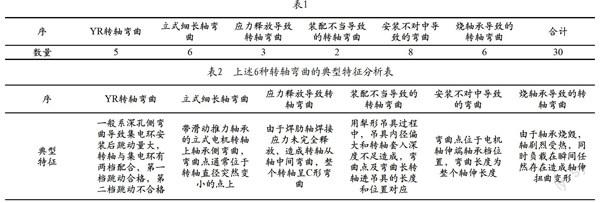
通過對2010年生產過程中的電機和“三包”電機轉軸彎曲的統計數據來看,正常產品中:YR轉軸彎曲的有5臺,立式細長軸彎曲的有6臺,由于轉軸結構件應力釋放導致轉軸彎曲的有3臺,裝配不當(使用犁形吊裝工具不當)造成轉軸彎曲的有2臺;“三包”問題中:由于電機與負載連接對中偏差造成轉軸彎曲的有8臺,燒軸承導致轉軸彎曲的有6臺。共合計30臺。
2 中型電機轉軸熱校直實際數據統計分析及熱校直工藝方法
如圖2所示,C點為百分表測量點,當百分表讀數為負的最大值時,即C點為軸端面彎曲的最低點,做好標記。將百分表向左移動(每次移動30mm),同樣找到軸上的最低點,做記號,依次類推,直至百分表顯示的跳動量逐漸減小至0.10mm以內,做好標記,該處標記即為加熱點J:(1)將百分表打在C處,于J點用氣焊槍加熱(用外焰加熱,不可損傷軸)。此時百分表即向負值方向移動,將指針移動的數值設為T2;(2)對于不同材質的軸(材質系數F)、不同的彎曲度(T)、不同的直徑(D)以及不同的彎曲點所在截面中心到彎軸端面中心的距離(L),我們需要在J點加熱后,C點的T2值均不一樣。
以上述模型為基礎,對不同材質的轉軸熱校直過程的數據進行統計:
2.1 鋼35材料(表中為T2值)
2.2 鋼345——B材料(表中為T2值)
2.3 合金鋼35CrMo——B材料(表中為T2值)
對于不同材質的軸(材質系數F)、不同的彎曲度(T)、不同的直徑(D)以及不同的彎曲點所在截面中心到彎軸端面中心的距離(L),所需要在J點加熱后,C點的T2值均不一樣。
在以往的校軸過程中,我們通常憑借經驗,通過感官上的認識,以T2值為依據,對各種軸進行校正,通常需要反復多次,甚至需要反校(由于校正過度,導致軸反方向彎曲)。
通過上述分析,我們得到一個關于T2值的數學表達式,運用測量值和經驗系數將T2值運算出來,然后在加熱J點的過程中,通過控制T2值來保證軸成功地校直。
通過對數據的詳細分析,我們得到如下公式:
T——彎軸端面中心與中軸線的偏移距離
D——彎軸直徑
L——彎曲點所在截面中心到彎軸端面中心的距離
將百分表打在C處,于J點用氣焊槍加熱(用外焰加熱,不可損傷軸)。此時,百分表即向負值方向移動,將指針移動的數值設為T2。F為材料系數(鋼35為2.5、鋼45為3、鋼30CrMo為8)
3 轉軸熱校直應用實例
3.1 轉子軸壓彎校直實例
在2011年10月,轉疊班1臺1109-11463Y2450-4500kWIP54轉子套軸未進,后上油壓機壓進,車床上轉子軸伸跳動量0.30mm。
3.1.1 檢查轉子相關尺寸(轉軸材料:230圓鋼45):
通過尺寸測量,說明軸伸在施壓過程,將軸伸壓成橢圓,軸伸長度尺寸部分變短。
3.1.2 復查軸伸跳動量。
3.1.3 上車床打絲表檢查。
3.1.4 上動平衡機復查軸伸彎曲情況。通過車床的檢查,發現轉子并非從軸伸根部彎曲,所以需要上新動平衡機上系統檢查,將軸伸端放置在軸承檔,非軸伸也放置在軸承檔,首先檢查軸承檔的跳動量
在動平衡機檢查要比車床檢查方便,精度靠動平衡機本身保證,所以選擇新動平衡機校正,檢查結果說明轉子軸伸從軸承檔根部彎曲。
3.1.5 再次查軸伸端跳動量。
檢查結果說明:轉子軸伸有一個較大的彎曲,從軸承檔有一個較小的彎曲,這是現場典型的“L”型轉軸彎曲,不是直線線彎曲。
3.1.6 檢查軸伸彎曲方向。以軸伸鍵槽頂部為0,在軸伸端面劃十字線,順時針打絲表檢查跳動量。
說明轉軸軸伸向鍵槽方向彎曲,在轉軸鍵槽背面高點及內蓋相應位置做好標識。
3.1.7 將轉子放置位置改為兩軸承檔,按T2=(T*L)/D*F計算,其中T=0.15mm,L=140mm,D=Ф120mm,F=3,計算出T2=0.52mm。
3.1.8 用絲表頂在軸伸頂部(尺寸未變形區域),調節對0,用大號氣焊槍調節好火焰,快速加熱外蓋位置高點,絲表變化量為0.55mm(加熱過程中,注意不要將轉軸燒融)。
3.1.9 待轉軸自然熱卻后,重新檢查轉軸軸伸頂部跳動量為0.12mm,仍然超出圖紙要求。
3.1.10 將轉子軸伸端放置在內蓋檔,檢查出轉軸軸伸頂部跳動量為0.16mm,按T2=(T*L)/D*F計算,其中T=0.08mm,L=389mm,D=Ф140mm,F=3,計算出T2=0.67mm。
3.1.11 用絲表頂在軸伸頂部(尺寸未變形區域),調節對0,用大號氣焊槍調節好火焰,快速加熱內蓋位置高點,絲表變化量為0.67mm,加熱過程中,注意不要將轉軸燒融。
3.1.12 待轉軸自然熱卻后,重新檢查轉軸軸伸頂部跳動量為0.03mm,符合圖紙要求。
3.1.13 重新修中心孔后,將轉軸軸伸外圓橢圓重新加工至圖紙要求。
3.1.14 轉軸軸伸重新平頭,加工量為0.5mm內。
3.1.15 轉子檢驗合格后下流。
3.2 電機集電環檔熱校直實例
電機1106-11251工號集電環外圓跳動量為0.15mm,超出圖紙0.05的要求,查出轉軸集電環檔外圓為Ф90mm,長度為243mm,首先打絲表在集電環檔末端找出高點,按T2=(T*L)/D*F計算,材質為35鋼,得出T2=0.506mm,實際加熱0.56mm后,冷卻后跳動量未0.02mm,檢驗合格后進行試驗。
參考文獻
[1] 姚懷洲.汽輪機軸彎曲的熱校直實踐[J].化工設備與 防腐蝕,2001,(5).
[2] 霍華.軸類零件自動校直技術現狀及發展趨勢[J].重 型機械,2007,(4).
作者簡介:李俊(1980-),男,湖南湘潭人,湘潭電機集團有限公司工程師,大型、中型制造單位技術主任,研究方向:大、中型電機技術質量及相關管理。
(責任編輯:黃銀芳)