PLC在選煤廠集控系統(tǒng)設(shè)計中的應(yīng)用
2016-11-03 02:18:58郝星亮
現(xiàn)代工業(yè)經(jīng)濟(jì)和信息化 2016年15期
郝星亮
(煤炭工業(yè)太原設(shè)計研究院,山西 太原 030002)
PLC在選煤廠集控系統(tǒng)設(shè)計中的應(yīng)用
郝星亮
(煤炭工業(yè)太原設(shè)計研究院,山西 太原 030002)
為了提高自動控制程度,優(yōu)化選煤廠工藝流程,實現(xiàn)生產(chǎn)工藝的要求提現(xiàn)生產(chǎn)特點,采用PLC控制技術(shù)實現(xiàn)了自動控制多臺設(shè)備連續(xù)性作業(yè),降低了作業(yè)人員數(shù)量和勞動強(qiáng)度,有效減少了人員、設(shè)備操作等因素造成的產(chǎn)品質(zhì)量問題和安全事故。
PLC控制;集控;選煤廠;應(yīng)用
引言
PLC將計算機(jī)、自動控制和通信技術(shù)融為一體,具有功能強(qiáng)、可靠性高、使用靈活方便和易于編程等優(yōu)點。將PLC應(yīng)用于選煤廠集控系統(tǒng),可以大大提高選煤的自動化程度。
選煤廠集控的特點是生產(chǎn)設(shè)備臺數(shù)多且相對集中,連續(xù)生產(chǎn)。采用設(shè)備集中控制并配套使用各種在線檢測儀器,可以縮短全廠設(shè)備的起停車時間,降低能源消耗,提高勞動生產(chǎn)率,優(yōu)化生產(chǎn)工藝,提高商品煤的各項經(jīng)濟(jì)指標(biāo)。最重要是方便生產(chǎn)調(diào)度和管理,能及時準(zhǔn)確地發(fā)現(xiàn)和排除故障,同時使選煤廠的設(shè)備事故率大為降低。
1 選煤廠集控系統(tǒng)設(shè)計原則及內(nèi)容

選煤廠控制系統(tǒng)以先進(jìn)、可靠、適用、安全、操作方便、簡單靈活和經(jīng)濟(jì)為設(shè)計原則。
根據(jù)選煤工藝要求,選煤廠主要生產(chǎn)流程系統(tǒng)的控制方式分為集中聯(lián)鎖與就地解鎖兩種:在正常生產(chǎn)情況下,采用集中聯(lián)鎖方式;在調(diào)試或檢修時采取就地解鎖控制方式。在集中聯(lián)鎖方式下正常起車時,設(shè)備按逆煤流方向逐臺順序起動;正常停車時設(shè)備按順煤流方向逐臺延時停車,停車后設(shè)備上不留有剩煤。當(dāng)系統(tǒng)運行中某臺設(shè)備發(fā)生故障時,故障設(shè)備及其至煤源方向設(shè)備應(yīng)迅速停車,以免使故障范圍擴(kuò)大。
選煤工藝系統(tǒng)起車信號系統(tǒng)采取“預(yù)告——禁起”制,在生產(chǎn)工藝需密切聯(lián)系的場所及設(shè)備間設(shè)置局部聯(lián)系信號;在各主要控制室可通過PLC及CRT對全廠所有生產(chǎn)設(shè)備的運行工況及各種倉位、液位等進(jìn)行監(jiān)視和監(jiān)控。

選煤廠集控系統(tǒng)包括檢測、計量、保護(hù)裝置,自動化及集中控制、監(jiān)控等內(nèi)容。檢測裝置用于檢測倉位、液位、帶速等;計量裝置用于計量原煤量、產(chǎn)品量、水量消耗、電耗等;保護(hù)裝置主要針對長度大帶速高的輸送機(jī)進(jìn)行保護(hù)。自動化主要針對倉位、配煤、液位、重介質(zhì)密度等進(jìn)行自動控制;集中控制主要控制起停車;監(jiān)控系統(tǒng)主要監(jiān)控重要生產(chǎn)部位、生產(chǎn)崗位及場所。
2 PLC在選煤廠集控系統(tǒng)設(shè)計應(yīng)用

在主廠房設(shè)置集控中心的集控系統(tǒng)通過控制層以太網(wǎng)絡(luò)將主廠房控制分站、末煤儲存及裝車控制分站與集控室上位監(jiān)控系統(tǒng)相連,實現(xiàn)全廠統(tǒng)一集中調(diào)度和監(jiān)控。集控室上位監(jiān)控系統(tǒng)可作為上一級管理網(wǎng)絡(luò)的一個工作站,共享信息資源;在主廠房低壓配電室設(shè)PLC控制分站,控制范圍包括主廠房、原煤倉下、主廠房至聯(lián)合轉(zhuǎn)載點的所有參控設(shè)備;在原煤倉上設(shè)I/O分站,控制范圍包括原煤倉上、轉(zhuǎn)載點在內(nèi)所有參控設(shè)備。該分站通過現(xiàn)場總線接入主廠房控制系統(tǒng),并與上煤膠帶機(jī)控制系統(tǒng)連鎖;在濃縮車間設(shè)I/O分站,控制范圍包括濃縮車間、泵房內(nèi)所有參控設(shè)備。該分站通過現(xiàn)場總線接入主廠房控制系統(tǒng),并與主廠房控制系統(tǒng)連鎖;在產(chǎn)品倉上設(shè)I/O分站,控制范圍包括塊煤倉上所有參控設(shè)備。該分站通過現(xiàn)場總線接入主廠房控制系統(tǒng),并與主廠房控制系統(tǒng)連鎖。各控制分站通過光纜連網(wǎng),實現(xiàn)全廠控制系統(tǒng)的連鎖監(jiān)控。
目前,廣泛使用的監(jiān)控設(shè)備有A-B公司的ControlLogix系列PLC產(chǎn)品、GE公司的PACSystems系列產(chǎn)品、歐姆龍公司的SYSMAC CS1系列PLC產(chǎn)品、西門子公司的S7系列PLC產(chǎn)品等。
上位監(jiān)控系統(tǒng)采用RSView32組成智能式監(jiān)控平臺。完成生產(chǎn)數(shù)據(jù)的實時采集、動態(tài)顯示、設(shè)備運行、故障報警、趨勢曲線、查詢、數(shù)據(jù)庫登陸等功能。上位機(jī)直接從PLC讀取生產(chǎn)數(shù)據(jù),進(jìn)行加工處理,利用先進(jìn)的計算機(jī)技術(shù)進(jìn)行描述(比如圖形動畫、多媒體語音系統(tǒng)等),動態(tài)顯示各系統(tǒng)機(jī)械設(shè)備運行工況、膠帶機(jī)保護(hù)信號,實現(xiàn)顯示液位信號、膠帶機(jī)運量等檢測計量儀表的信號。可通過鼠標(biāo)點擊實現(xiàn)對系統(tǒng)設(shè)備的起停控制。
上位監(jiān)控工業(yè)計算機(jī)與控制主站控制分站之間采用EtherNET/IP工業(yè)以太環(huán)網(wǎng),控制主站、I/O分站之間為ControlNET控制網(wǎng)絡(luò),控制主站智能設(shè)備之間為DeviceNET設(shè)備網(wǎng)。構(gòu)成三層網(wǎng)絡(luò)結(jié)構(gòu),實現(xiàn)從頂層到底層的無縫通信連接。

符號說明:B3:/1 5 0 線圈輸入點。B3:/6 0 集控和就在切換。B2:1 00/6閉鎖點。B3:70/5 欠速點,見表1。
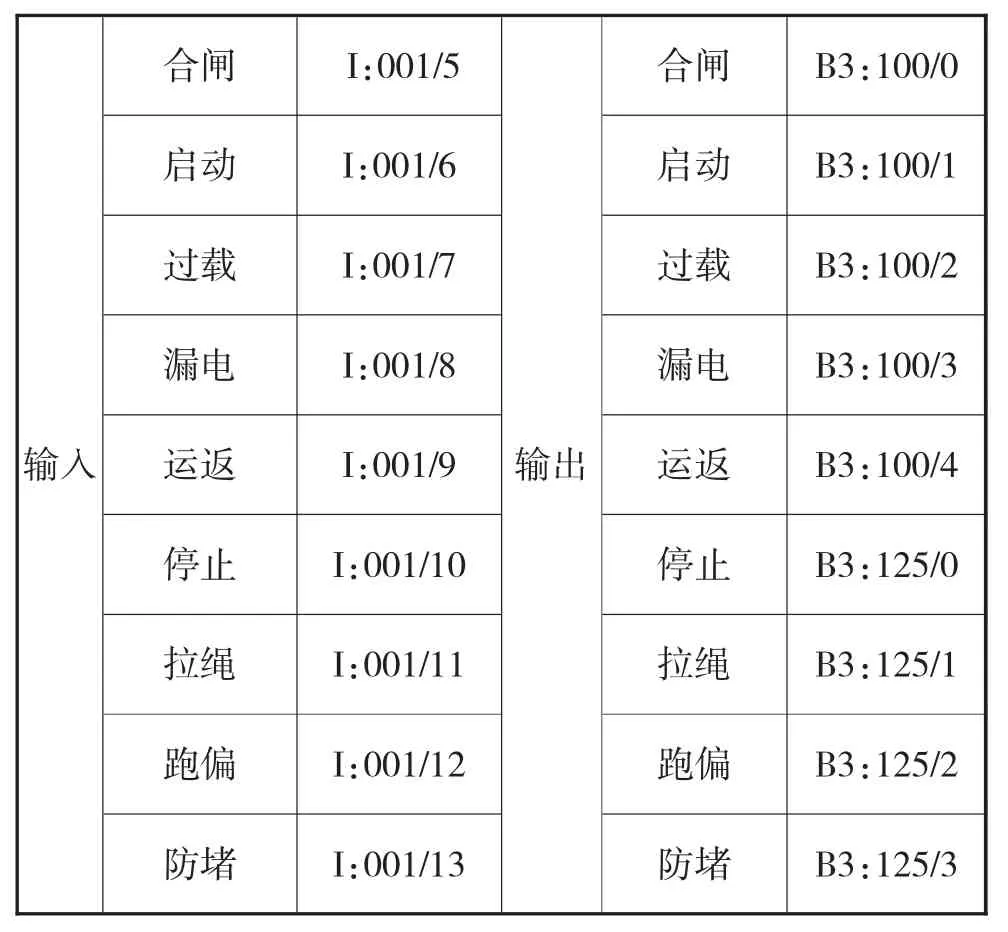
表1 PLC I/O點分配
程序說明:要啟6 301,首先把6 301送上電,合閘點閉合,按下啟動按鈕,線圈得電,6 301啟動成功.再按下停止按鈕,線圈失電,6 301停車。注意,只要6 301中任意一個保護(hù)動作,6 301都會停車。
3 PLC常見的故障和處理

當(dāng)處理器處于工作狀態(tài)時,各個部件的狀態(tài)如下:處理器方式開關(guān)應(yīng)在REM(遠(yuǎn)程)或RUN位置、電池狀態(tài)指示燈不亮、處理器狀態(tài)指示燈常綠、通道0狀態(tài)指示燈不亮、控制網(wǎng)I/O狀態(tài)指示燈常綠、通道2狀態(tài)指示燈至少有1個常綠、通道1狀態(tài)指示燈A常綠,B常綠。
PLC遠(yuǎn)程I/O系統(tǒng),見第98頁表4。
4 結(jié)語
由于PLC的應(yīng)用開發(fā),對選煤工藝和系統(tǒng)控制進(jìn)一步優(yōu)化,提高了選煤效率,加強(qiáng)了生產(chǎn)安全,為選煤廠高效發(fā)展奠定了基礎(chǔ)。通過PLC實現(xiàn)集中控制,不但可在集控室實現(xiàn)對子控制系統(tǒng)的監(jiān)視,還可使用軟件對系統(tǒng)進(jìn)行監(jiān)控、調(diào)試和編程,同時降低了設(shè)備維護(hù)和維修量,減輕了員工的負(fù)擔(dān)。
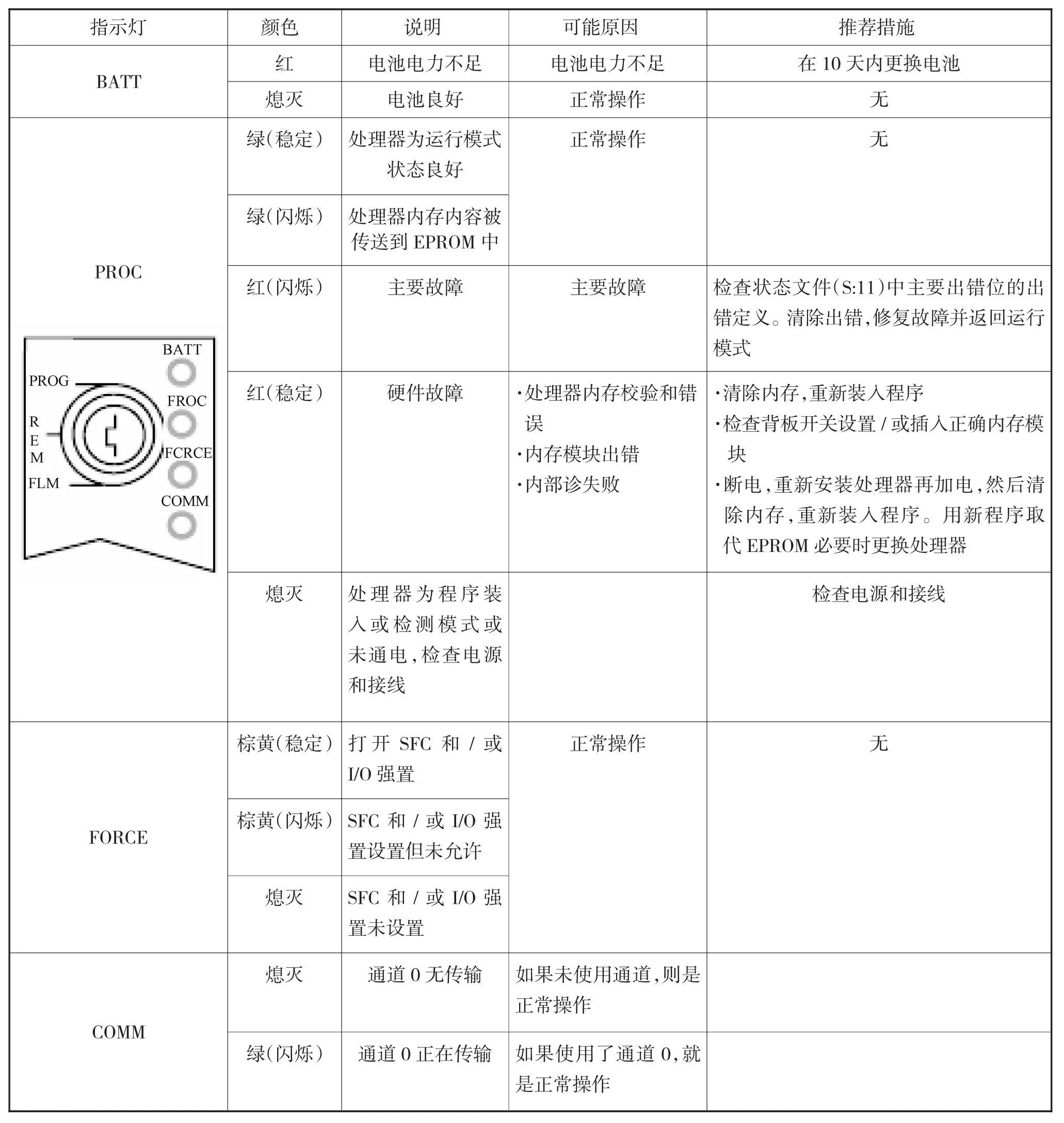
表2 PLC普通故障
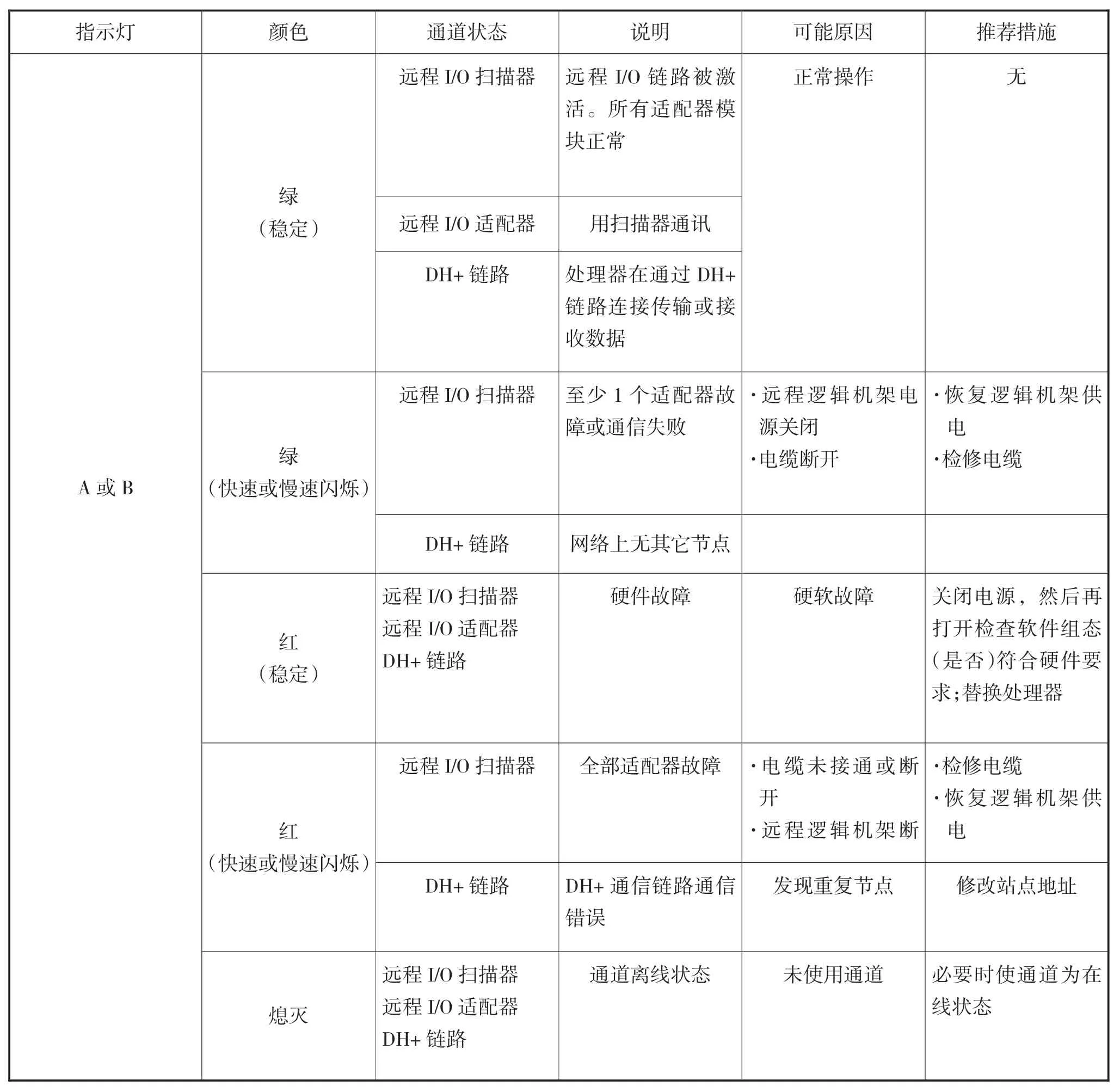
表3 處理器通信通道故障匯總
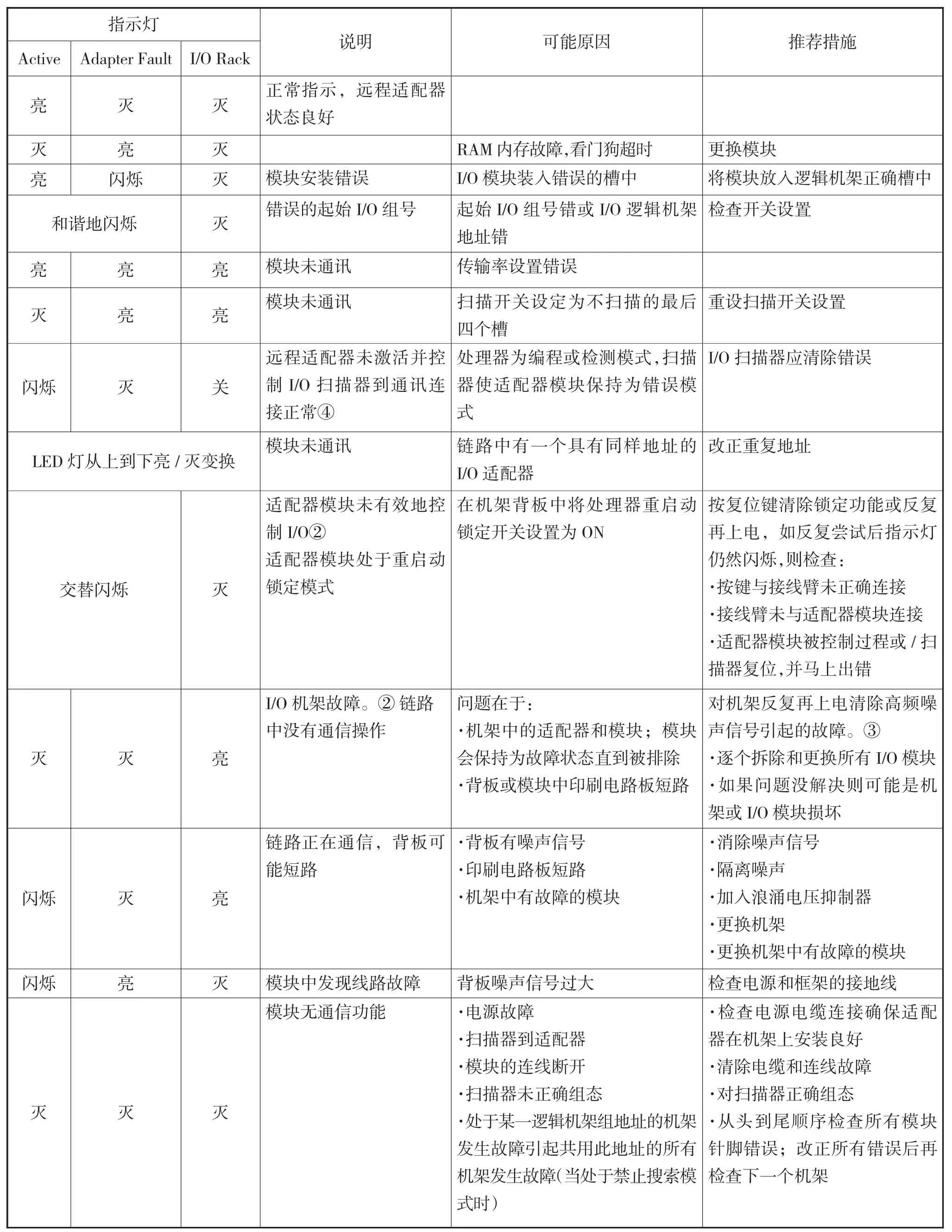
表4 PLC遠(yuǎn)程I/O系統(tǒng)
[1]吳作明.工控組態(tài)軟件與PLC應(yīng)用技術(shù)[M].北京:北京航天大學(xué)出版社,2007.
[2]李勝武.富強(qiáng)選煤廠入選原煤質(zhì)量與經(jīng)濟(jì)效益探討[J].煤炭技術(shù),2005,2 4(6):70-72.
[3]林玉清,熊國林.淺析PLC控制抗干擾能力提高的途徑[J]. 礦業(yè)快報,2003,9(7):2 6-2 7.
(編輯:劉楠)
Application of PLC in Centralized-control System of Coal Washing Plant
Hao Xingliang
(Taiyuan Design Research Institute for Coal Industry,Taiyuan Shanxi 030002)
In order to improve the degree of automatic control, optimization of coal preparation plant technological process, implement the withdrawal production characteristics of production technology, the automatic control of PLC control technology to achieve the continuity of several sets of equipment operation, reduce the number of operational staff and labor intensity, reduce the factors such as personnel, equipment operation and safety accident caused by the product quality problem.
PLC; centralized-control; coal washing plant; application
TD948.9
A
2095-0748(2016)15-0094-05
10.16525/j.cnki.14-1362/n.2016.15.41
2016-06-25
郝星亮(1980—),男,山西文水人,畢業(yè)于太原理工大學(xué),工程師,現(xiàn)就職于煤炭工業(yè)太原設(shè)計研究院,研究方向:電氣設(shè)計。
猜你喜歡
小學(xué)科學(xué)(學(xué)生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
汽車維修與保養(yǎng)(2019年7期)2020-01-06 03:30:42
測控技術(shù)(2018年9期)2018-11-25 07:45:00
石油化工自動化(2018年5期)2018-11-14 02:34:30
中國軍轉(zhuǎn)民(2017年6期)2018-01-31 02:22:28
汽車維護(hù)與修理(2016年10期)2016-07-10 08:17:41
汽車維修與保養(yǎng)(2015年6期)2015-04-17 03:31:50
汽車維護(hù)與修理(2015年2期)2015-02-28 12:15:41
汽車維護(hù)與修理(2015年2期)2015-02-28 12:15:39