高速銑削鈦合金刀具磨損對表面粗糙度影響的研究*
2016-11-02 02:51:42姜增輝魯康平孫晉亮高鵬程仵珍稷
制造技術與機床 2016年10期
姜增輝 魯康平 孫晉亮 高鵬程 仵珍稷
(沈陽理工大學機械工程學院,遼寧 沈陽 110159)
?
高速銑削鈦合金刀具磨損對表面粗糙度影響的研究*
姜增輝魯康平孫晉亮高鵬程仵珍稷
(沈陽理工大學機械工程學院,遼寧 沈陽 110159)
采用對比實驗法,使用S30T硬質合金刀具對鈦合金進行高速干式銑削,研究了在正常磨損階段,主要銑削參數改變時刀具磨損對表面粗糙度的影響。結果表明:高速銑削鈦合金時可得到較小的表面粗糙度值;銑削速度增加時,隨刀具磨損的增大表面粗糙度值呈減小的趨勢;銑削深度增大時,隨刀具磨損的增大表面粗糙度值呈增大的趨勢;每齒進給量增大時,隨刀具磨損的增大表面粗糙度值呈先增大后趨向平穩的趨勢。
鈦合金;高速銑削;銑削參數;刀具磨損;表面粗糙度
鈦合金具有比強度高、熱強度高、抗腐蝕性好等優良性能,在航空航天工業中得到了廣闊應用。同時,它在切削加工中又表現出化學活性大、變形系數小、熱傳導率低等特點,是典型的難加工材料[1-3]。高速切削不僅可以大幅度提高切削效率,而且有利于提高加工精度和表面質量[4-7],在鈦合金的加工中逐漸得到應用。盡管如此,在鈦合金的切削加工中刀具易磨損仍然會對工件的表面粗糙度造成不良影響,從而影響工件的使用。因此對高速銑削過程中刀具磨損對表面粗糙度影響的研究具有十分重要的現實意義。姚倡鋒,張定華等[8]研究了采用不同潤滑工藝與刀具前角高速銑削TC11鈦合金時工件的表面粗糙度,結果表明:采用乳化液比干切削加工的表面粗糙度值小,選用前角為8°的刀具時表面粗糙度值小。南京航空航天大學的孫厚忠,傅玉燦,劉鵬[9]采用正交試驗和單因素相結合的方法對PCD刀具在更高速度用量下銑削鈦合金表面粗糙度做了重點研究,建立了表面粗糙度與銑削用量之間的數學模型,并進行方差分析,驗證了模型的可靠度,研究了高速度范圍內銑削用量、刀具磨損對表面粗糙度的影響規律。劉維偉,李鋒[10]研究了GH4169高速銑削參數對表面粗糙度影響的研究,得出了銑削參數對表面粗糙度影響的主次因素。
綜上所述,對高速銑削鈦合金時刀具磨損對表面粗糙度的影響進行的實驗研究結果為高效、高精度銑削加工鈦合金工件提供了參考依據。
1 試驗設備與條件
(1)工件材料:試驗所選的材料是TC4鈦合金厚板,其化學成分如表1所示。
表1TC4的化學成分

元素CFeNOAlVHTiω/(%)0.10.30.050.025.5~6.83.5~4.50.015余量
(2)加工設備:本試驗選用日本森精機機床廠生產的DuraVertical 635 eco精密銑床,如圖1所示,機床的工作臺面積尺寸為790 mm×560 mm,主軸最高轉速為8 000 r/min,功率為11 kW。

(3)試驗刀具:試驗所用的刀具為可樂滿硬質合金刀具,刀桿型號R390-025A25-11L,齒數為2,刀片型號 R390-11 T3 08M-PL,牌號為S30T。刀桿及刀片實物如圖2所示。

(4)測量設備:試驗中表面粗糙度的測量選用TR100袖珍表面粗糙度儀,具體參數如表2所示。
表2TR100粗糙度儀參數表

測量范圍/μm掃描長度/mm示值誤差/(%)示值變動性/(%)0.05~106?±15<12
刀具磨損量的測量采用日本VHX-1000C型超景深顯微系統,如圖3所示。測量表面粗糙度時,選取后刀面磨損比較均勻區域,對磨損帶測量3次后取平均值。
2 實驗方案
實驗采用對比試驗,銑削方式為順銑。分別通過表3~5的實驗方案來對比研究不同銑削深度、每齒進給量及銑削速度時刀具磨損對表面粗糙度的影響。
表3不同銑削速度時刀具磨損對表面粗糙度影響的切削參數

銑削速度/(m/min)銑削深度/mm每齒進給量/(mm/齒)1000.40.11500.40.1
表4不同銑削深度時刀具磨損對表面粗糙度影響的切削參數

銑削速度/(m/min)銑削深度/mm每齒進給量/(mm/齒)1000.40.11000.80.1
表5不同每齒進給量時刀具磨損對表面粗糙度影響的切削參數

銑削速度/(m/min)銑削深度/mm每齒進給量/(mm/齒)1000.40.11000.40.2
為了保證測量的準確性,每組試驗在進行時每銑削一定長度就停下來測量粗糙度的值及刀具磨損量,待加工工件及粗糙度測量現場如圖4所示。
3 實驗結果及分析
3.1不同銑削速度條件下刀具磨損對表面粗糙度的影響
對表3的切削參數得到的試驗結果進行整理后得到銑削速度對表面粗糙度及刀具磨損影響的直觀分析圖如圖5所示。
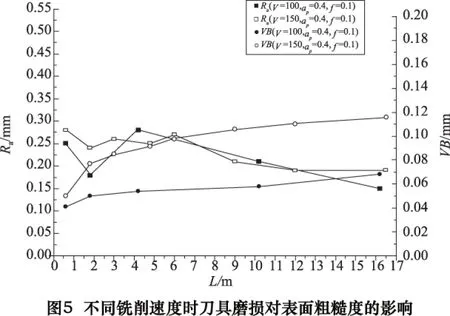
如圖5所示,在銑削深度為0.4 mm,進給量為0.1 mm/齒的情況下,當銑削速度為100 m/min時,隨著刀具磨損VB的增大,表面粗糙度Ra呈現減小的趨勢;當銑削速度為100 m/min和150 m/min時,隨著刀具磨損VB的增大,表面粗糙度Ra均呈現減小的趨勢。因此,當銑削速度增大時,刀具磨損量對表面粗糙度的影響不大。這是因為,隨著銑削速度的增大,切削區的溫度提高,使金屬的韌性增加,在切削熱的高溫作用下,金屬邊層軟化,使摩擦系數減小,表面粗糙度值也進一步減小[11]。
3.2不同銑削深度條件下刀具磨損對表面粗糙度的影響
對表4的切削參數得到的試驗結果進行整理后得到銑削深度對表面粗糙度及刀具磨損影響的直觀分析圖如圖6所示。
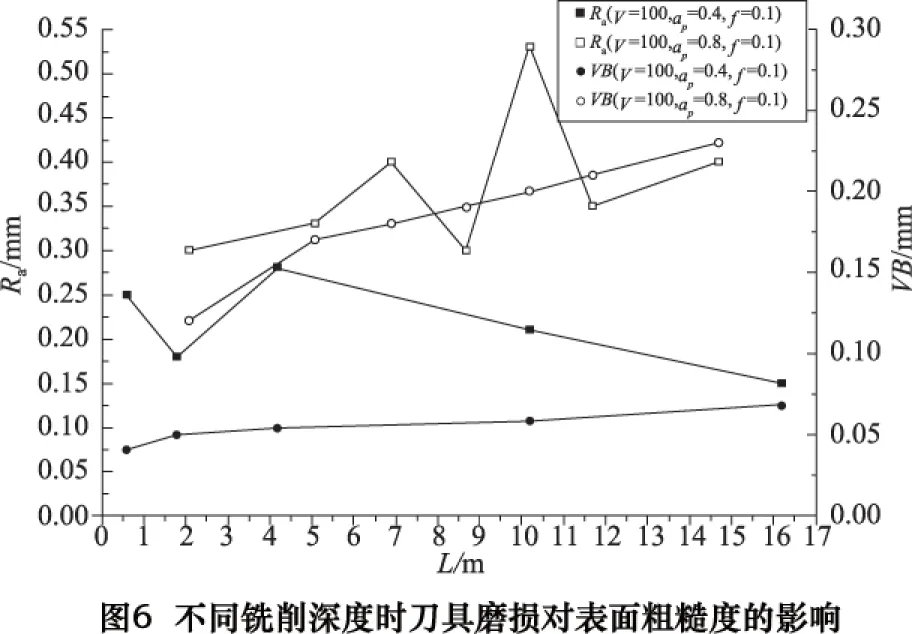
如圖6所示,在銑削速度為100 m/min,進給量為0.1 mm/齒的條件下,當銑削深度為0.4 mm時,隨著刀具磨損VB的增加表面粗糙度Ra呈現減小的趨勢;當銑削深度為0.8 mm時,隨著刀具磨損VB的增加表面粗糙度Ra呈現增大的趨勢。這是因為銑削深度的增大導致銑削面積增大,刀具磨鈍,切削力增大,從而導致表面粗糙度值變大。因此,當增大銑削深度時,表面粗糙度值隨刀具磨損的增大而增大。
3.3不同每齒進給量條件下刀具磨損對表面粗糙度的影響
對表5的切削參數得到的試驗結果進行整理后得到每齒進給量對表面粗糙度及刀具磨損影響的直觀分析圖如圖7所示。
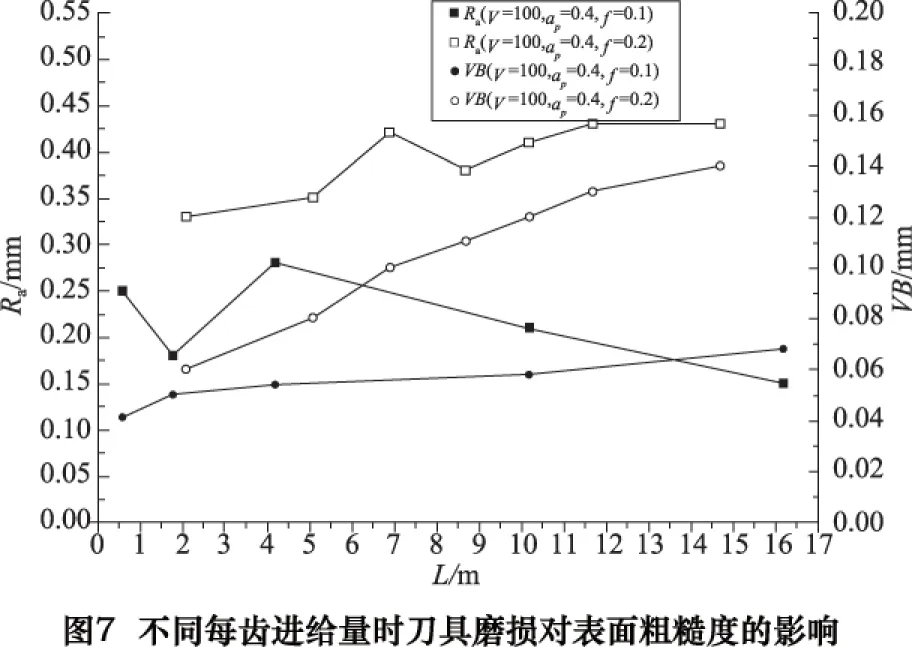
如圖7所示,在銑削速度為100 m/min,銑削深度為0.4 mm的條件下,當進給量為0.1 mm/齒時,隨著刀具磨損VB的增加表面粗糙度Ra呈現減小的趨勢;當進給量為0.2 mm/齒時,隨著刀具磨損VB的增加表面粗糙度Ra呈現先增大后趨向平穩的趨勢。究其原因,主要可分為以下兩點:
(1)如圖8所示。當每齒進給量變大(f2﹥f1)時,留在工件表面的殘余面積就變大(h2﹥h1),即表面粗糙度的理論值變大。當同時將表面粗糙度的值變化0.1 μm時,采用較大每齒進給量的工件表面殘余面積變化率較小。
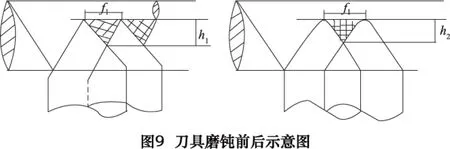
(2)在每齒進給量不變的情況下,當刀具磨鈍以后,留在工件表面殘余量面積(用輪廓高度h代替)變小,即h2 由此可見,當每齒進給量增大時,表面粗糙度的值隨刀具磨損量的增大而增大;表面粗糙度值的變化率隨刀具磨損量的增大而減小。 通過高速銑削鈦合金時刀具磨損對表面粗糙度的影響的研究,得到正常磨損階段的結論如下: (1)高速銑削鈦合金時表面粗糙度最小可達到0.15 μm。 (2) 銑削速度增加時,隨刀具磨損的增大表面粗糙度呈減小的趨勢。 (3) 銑削深度增大時,隨刀具磨損的增大表面粗糙度呈增大的趨勢。 (4) 每齒進給量增大時,隨刀具磨損的增大表面粗糙度呈先增大后趨向平穩的趨勢。 [1] Ezugwu E O,Bonney J,Yamane Y.An overview of the machnability of aeroengine alloys[J].Journal of Materials Processing Technology,2003,134(2):233-253. [2]趙永慶,奚正平,曲恒磊.我國航空用鈦合金材料研究現狀[J].航空材料學報,2003,23(s1):215-219. [3]羅漢兵,趙軍,李安海,等.高速銑削鈦合金Ti6Al4V銑削力實驗研究[J].組合機床與自動化加工技術,2011(5):18-21. [4]倪其民,王水來,阮雪榆.高速切削技術研究[J].機械制造, 1999,38(4):43-46. [5]Schulz H, Moriwaki T.High-speed machining[J]. Annals of the CIRP,1992,41(2):637-643. [6]劉占強,艾興,宋世學.高速切削技術的發展與展望[J].制造技術與機床,2001(7):5-7. [7]唐克巖.高速切削技術的發展及應用[J].組合機床與自動化加工技術,2015(12):1-3. [8]姚倡鋒,張定華,黃新春,等.TC11鈦合金高速銑削的表面粗糙度與表面形貌的研究[J].機械科學與技術,2011,30(9):1573-1578. [9]孫厚忠,傅玉燦,劉鵬.PCD刀具高速銑削鈦合金表面粗糙度的研究[J].機械制造與自動化, 2012(6):36-39. [10]劉維偉,李鋒.GH4169高速銑削參數對表面粗糙度影響的研究[J].航空制造技術,2012(12):87-93. [11]王素玉,趙軍,艾興,等.高速切削表面粗糙度理論研究綜述[J].機械工程師,2004(10):3-6. 如果您想發表對本文的看法,請將文章編號填入讀者意見調查表中的相應位置。 Research on the effects of tool wear on surface roughness of high speed milling of titanium alloy JIANG Zenghui, LU Kangping, SUN Jinliang, GAO Pengcheng, WU Zhenji (School of Mechanical Engineering, Shenyang Ligong University, Shenyang 110159, CHN) S30T carbide cutting tools was used for high speed dry milling of titanium alloy by contrast experiment method, study the influence of tool wear on surface roughness when the main milling parameters changed in normal wear stage. The results show that: high speed milling of titanium alloy can get smaller surface roughness; the surface roughness decreases along with the increase of tool wear trend when the milling speed increases; when the milling depth increase, the surface roughness shows a trend of increasing along with the increase of tool wear; with the increase of tool wear, when the feed per tooth increases, the surface roughness becomes smooth after the first increasing trend. titanium alloy; high speed milling; milling parameters; tool wear; surface roughness TG506 A 10.19287/j.cnki.1005-2402.2016.10.026 姜增輝,男,1971年生,博士,教授,研究方向為高速、高效切削技術方面研究。 ?藝)( 2016-06-14) 161030 *國家科技重大專項(2012ZX04003-061)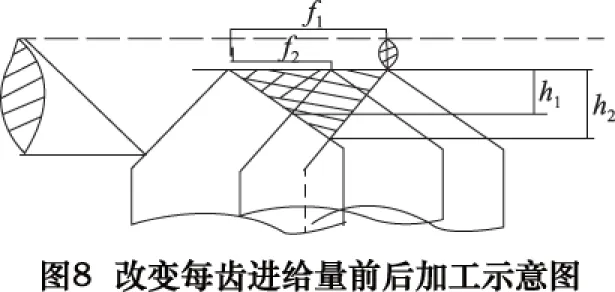
4 結語
猜你喜歡
體育科技文獻通報(2022年3期)2022-05-23 13:46:54
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
遼金歷史與考古(2021年0期)2021-07-29 01:06:54
當代陜西(2021年2期)2021-03-29 07:41:24
中學生數理化·七年級數學人教版(2020年11期)2020-12-14 06:59:52
科技傳播(2019年22期)2020-01-14 03:06:54
民用飛機設計與研究(2019年4期)2019-05-21 07:21:24
藝術品鑒證.中國藝術金融(2018年8期)2019-01-14 01:14:28
藝術品鑒證.中國藝術金融(2018年10期)2019-01-08 02:44:26
藝術品鑒證.中國藝術金融(2018年12期)2018-08-26 06:03:48
