高壓磨料水射流切割玻璃纖維增強(qiáng)塑料的試驗(yàn)研究*
2016-11-02 02:51:37范運(yùn)杰趙連松
制造技術(shù)與機(jī)床 2016年10期
王 軍 范運(yùn)杰 趙連松 徐 幸
(燕山大學(xué)機(jī)械工程學(xué)院,河北 秦皇島 066004)
?
高壓磨料水射流切割玻璃纖維增強(qiáng)塑料的試驗(yàn)研究*
王軍范運(yùn)杰趙連松徐幸
(燕山大學(xué)機(jī)械工程學(xué)院,河北 秦皇島 066004)
對(duì)玻璃纖維增強(qiáng)塑料的水射流切割工藝進(jìn)行了試驗(yàn)研究。分析了進(jìn)給速度、壓力、磨料流量、靶距4個(gè)主要工藝參數(shù)對(duì)切割效率、切割斷面粗糙度、切縫寬度和斷面斜度的影響關(guān)系。通過極差分析法確定了最優(yōu)的工藝參數(shù)組合;借用Matlab編程軟件對(duì)正交試驗(yàn)數(shù)據(jù)進(jìn)行非線性多元回歸分析,得到磨料水射流切割效率和切割斷面粗糙度的工藝參數(shù)經(jīng)驗(yàn)?zāi)P汀?/p>
磨料水射流;切割;玻璃纖維增強(qiáng)塑料;工藝參數(shù);經(jīng)驗(yàn)?zāi)P?/p>
磨料水射流是磨料與高壓水混合形成液固兩相的高速射流,可以用于各種材料的冷態(tài)切割,不會(huì)改變工件的力學(xué)性能,不會(huì)產(chǎn)生熱變形。磨料水射流加工的巨大潛力引起各國(guó)的重視。如美國(guó)、德國(guó)、日本、加拿大、澳大利亞等都大力資助該項(xiàng)技術(shù)的發(fā)展,對(duì)射流加工設(shè)備、射流特性與材料去除機(jī)理、切割工藝及參數(shù)優(yōu)化等進(jìn)行了研究[1]。例如,針對(duì)水射流切割復(fù)合材料,研究了磨料水射流切割玻璃纖維增強(qiáng)塑料的表面粗糙度和斷面斜度;測(cè)試分析了磨料水射流切割表面形貌特征;對(duì)石榴石、氧化鋁和氧化硅磨料切割玻璃進(jìn)行了性能比較;建立了水射流切割參數(shù)經(jīng)驗(yàn)?zāi)P图按植诙阮A(yù)測(cè)模型[2-6]。
國(guó)內(nèi)大連理工大學(xué)、南京理工大學(xué)、山東大學(xué)、中國(guó)石油大學(xué)、燕山大學(xué)等高校和機(jī)械部通用機(jī)械研究所、航空工藝研究所等先后開展了水射流加工技術(shù)的研究。例如,試驗(yàn)研究了水射流切割深度、斷面斜度和表面粗糙度與射流壓力、靶距、切割次數(shù)和進(jìn)給速度的相關(guān)規(guī)律;對(duì)磨料水射流切割工藝參數(shù)進(jìn)行優(yōu)化;對(duì)磨料水射流切割新工藝進(jìn)行試驗(yàn)研究[7-9]。
玻璃纖維增強(qiáng)塑料在傳統(tǒng)的機(jī)械切割過程中容易導(dǎo)致刀具磨損嚴(yán)重以及材料分層、纖維拉毛、表面粗糙度差等加工缺陷。磨料水射流冷態(tài)切割無熱聚集、不改變材料力學(xué)及理化性能等特點(diǎn)有助于克服傳統(tǒng)切割產(chǎn)生的缺陷,但相關(guān)研究尚不夠深入。本文試驗(yàn)研究了高壓磨料水射流切割玻璃纖維增強(qiáng)塑料的工藝參數(shù)對(duì)切割效率、表面粗糙度、切縫寬度與斷面斜度的影響規(guī)律,建立了切割效率與粗糙度經(jīng)驗(yàn)?zāi)P汀?/p>
1 水射流切割試驗(yàn)條件
試驗(yàn)采用國(guó)內(nèi)某廠生產(chǎn)的1530BA磨料水射流切割機(jī)床,該機(jī)床磨料的加入方式為后混合式,主要技術(shù)參數(shù)如表1所示。
表1磨料水射流切割機(jī)床技術(shù)參數(shù)
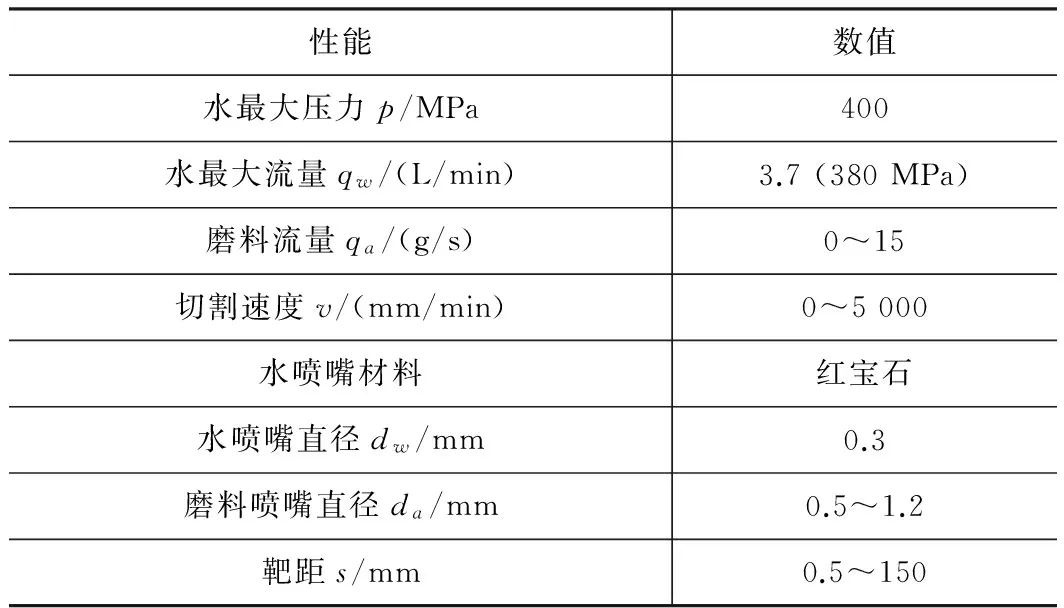
性能數(shù)值水最大壓力p/MPa400水最大流量qw/(L/min)3.7(380MPa)磨料流量qa/(g/s)0~15切割速度v/(mm/min)0~5000水噴嘴材料紅寶石水噴嘴直徑dw/mm0.3磨料噴嘴直徑da/mm0.5~1.2靶距s/mm0.5~150
試驗(yàn)?zāi)チ鲜?0#石榴石,努氏硬度為1 350,密度為3.8 g/cm3;工件材料為玻璃纖維增強(qiáng)環(huán)氧樹脂,牌號(hào)E-51,力學(xué)性能如表2所示。
表2玻璃纖維增強(qiáng)環(huán)氧樹脂的力學(xué)性能
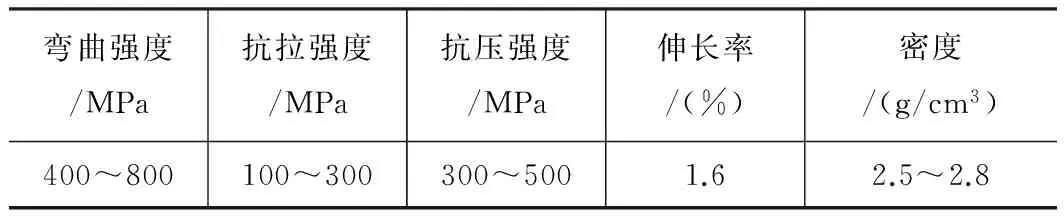
彎曲強(qiáng)度/MPa抗拉強(qiáng)度/MPa抗壓強(qiáng)度/MPa伸長(zhǎng)率/(%)密度/(g/cm3)400~800100~300300~5001.62.5~2.8
進(jìn)給速度v、射流壓力p、磨料流量qa和靶距s是影響切割效率與質(zhì)量的主要因素[10]。采用單因素和正交試驗(yàn)法研究各參數(shù)的影響規(guī)律。工藝參數(shù)范圍及單因素試驗(yàn)的參數(shù)定值見表3。用刻度探針測(cè)量切割深度,用Taylor Hobson輪廓儀測(cè)量粗糙度。
表3磨料水射流切割參數(shù)值范圍

參數(shù)范圍/定值進(jìn)給速度v/(mm/min)(0~500)/200射流壓力p/MPa(0~380)/240磨料流量qa/(g/min)(0~300)/120靶距s/mm(1~16)/3
2 高壓磨料水射流切割試驗(yàn)
2.1工藝參數(shù)對(duì)切割效率的影響
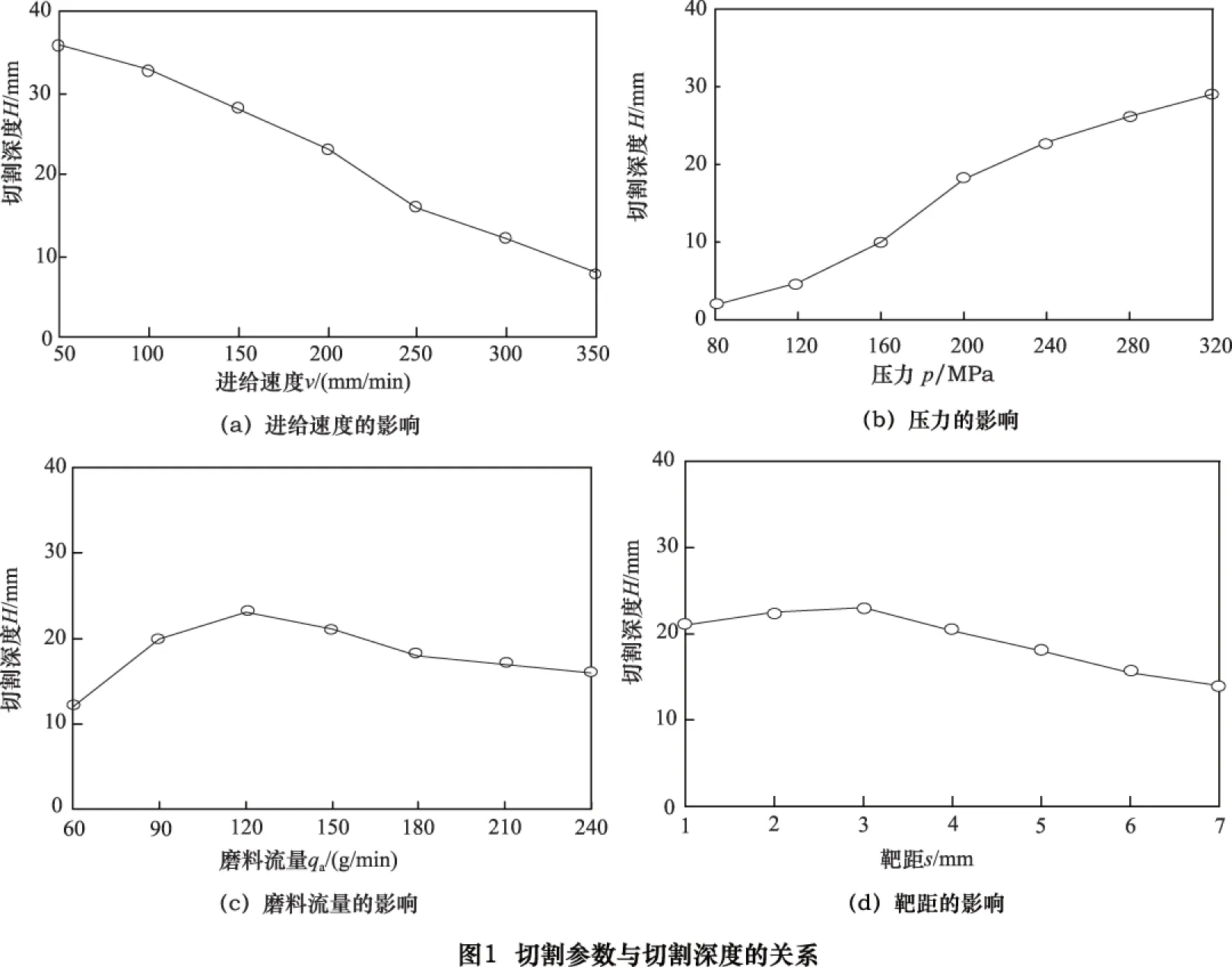
切割效率是指單位時(shí)間切割的斷面面積。切割深度反映了射流侵入材料的能力,常用來間接表示切割效率。圖1為各參數(shù)與切割深度的關(guān)系。
由圖可見,影響切割深度最明顯的因素是進(jìn)給速度和射流壓力,磨料流量和靶距在一定的取值內(nèi)影響較小。切割深度與進(jìn)給速度呈近似線性下降關(guān)系;切割深度隨壓力增高快速增大,因?yàn)榍懈钌疃戎饕c磨料水射流的能量和工件所受的沖擊力有關(guān),但在高壓段增加速率有所減小;磨料流量增加,切割深度先增加后減小,最佳磨料流量與材料性能有關(guān);靶距也存在最佳值,最佳靶距與機(jī)床射流系統(tǒng)有關(guān),與加工材料無關(guān)。靶距過小時(shí),射流尚未達(dá)到最高速度,靶距過大,射流速度下降,能量束逐漸發(fā)散。
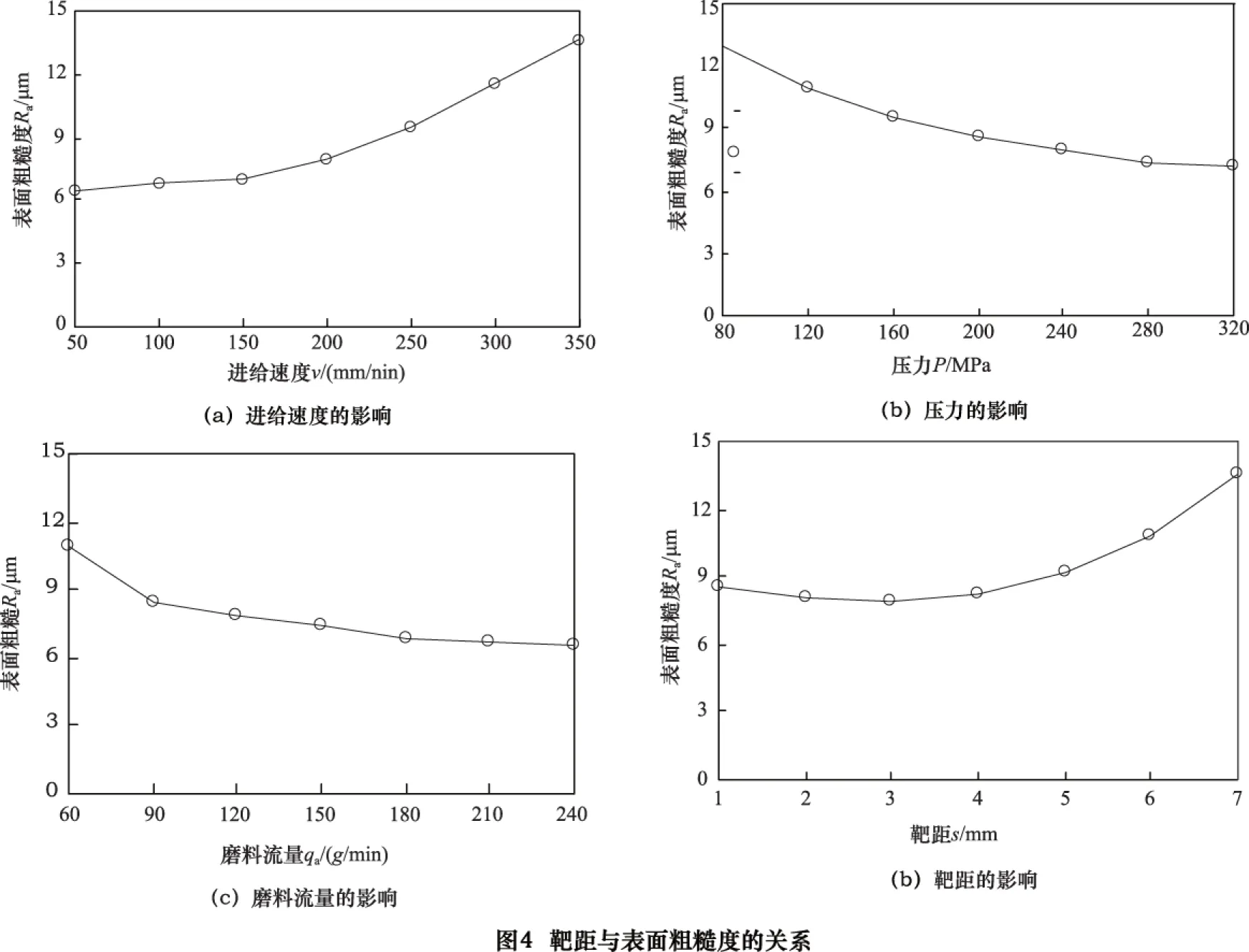
2.2工藝參數(shù)對(duì)表面粗糙度的影響
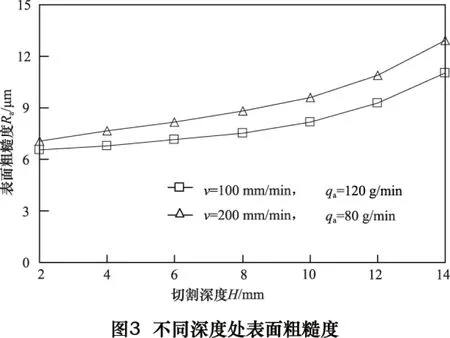
試樣厚度15 mm,圖2所示為不同參數(shù)下的切割斷面。在離試樣上表面4 mm處開始測(cè)量粗糙度,切割斷面從上到下粗糙度值逐漸變大,一般上部為光滑區(qū),下部為條紋區(qū),但當(dāng)試樣厚度不大時(shí),主要是光滑區(qū),厚度大時(shí)則條紋區(qū)明顯。圖3為沿?cái)嗝娌煌懈钌疃忍幍拇植诙戎怠?/p>
圖4 所示為各參數(shù)對(duì)粗糙度的影響關(guān)系。由圖可見,進(jìn)給速度增大粗糙度變差,超過一定值后粗糙度值會(huì)快速增大,這是因?yàn)樯淞饕粧叨^,缺少磨粒反復(fù)沖
擊去除材料的均化作用;壓力增大粗糙度值減小,因?yàn)樯淞髑懈钅芰?qiáng),條紋小,光滑區(qū)變大;磨料流量增大粗糙度值減小,一方面與切割能力有關(guān),另方面因?yàn)榱髁看髸r(shí),磨料在混合腔內(nèi)相互撞擊破碎嚴(yán)重,相當(dāng)于用細(xì)粒度磨料切割,但流量影響逐漸趨緩;對(duì)于靶距而言,使射流切割能力最強(qiáng)的靶距3 mm左右同時(shí)也是獲得較好表面粗糙度的靶距。

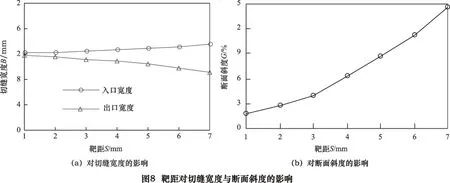
2.3工藝參數(shù)對(duì)切縫寬度和斷面斜度的影響
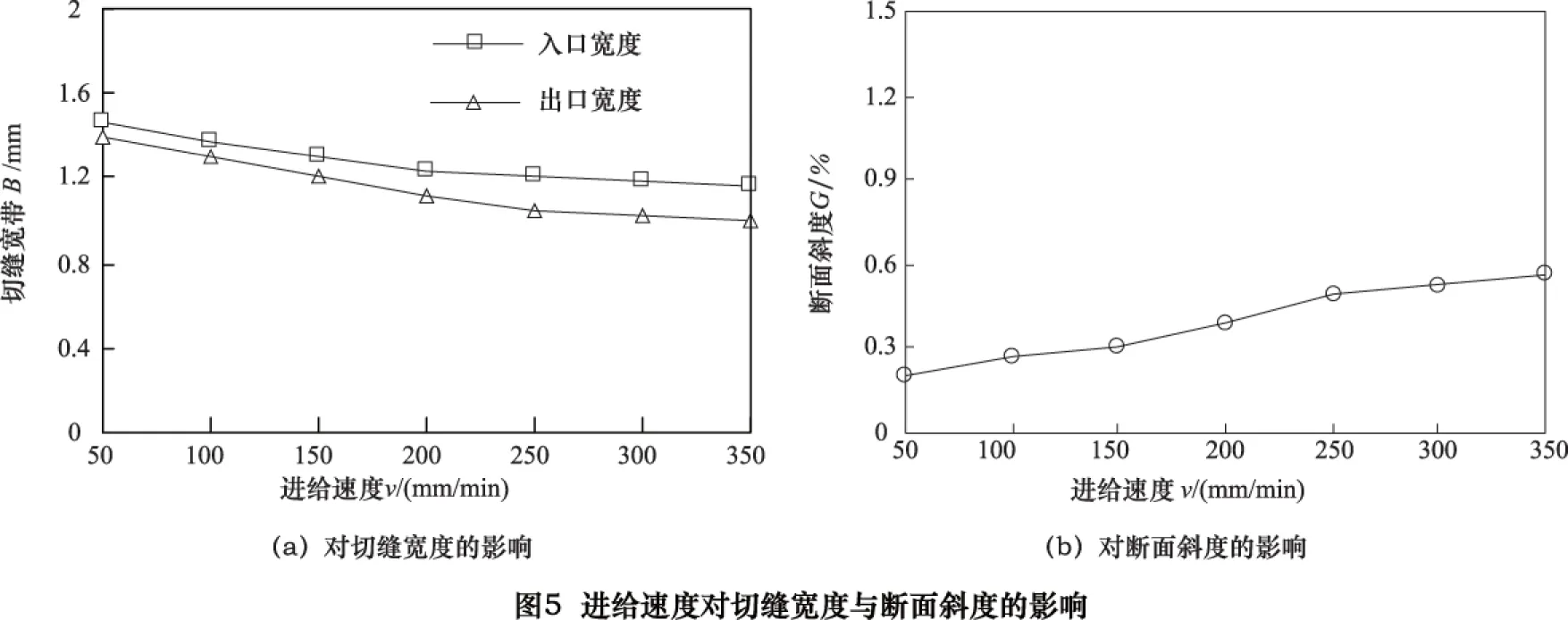
切縫寬度包括入口寬度和出口寬度,多數(shù)情況下入口寬度大于出口寬度,呈倒錐狀;只有在進(jìn)給速度很小且靶距較大時(shí),會(huì)將射流上細(xì)下粗的錐狀復(fù)映到切縫上,形成上窄下寬的正錐切縫;斷面斜度為斷面傾斜角正切的百分?jǐn)?shù)。
由圖5可見,切縫寬度隨進(jìn)給速度的增大而減小,而斷面斜度隨之增大,二者均因射流的作用時(shí)間減少所致。
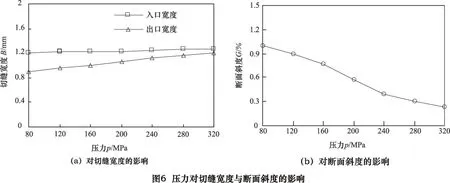
由圖6可見,壓力增大入口寬度有小幅增加,而出口寬度增加較大,這是因?yàn)閴毫χ饕绊懮淞髑懈钅芰Γ瑢?duì)射流直徑影響很小。壓力小時(shí),切割能力弱,上寬下窄,隨著壓力升高,上下寬度差逐漸減小,壓力很高時(shí),由射流能量很大的圓柱段進(jìn)行切割,故斷面斜度很小。
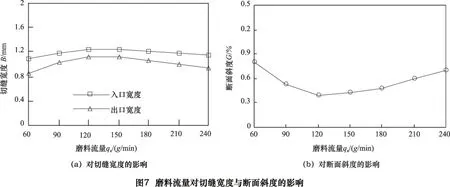
由圖7可見,磨料流量過大過小都會(huì)降低射流的切割能力,能量衰減也快,故切縫寬度減小,入口寬度與出口寬度相差大即斷面斜度增大。
由圖8可見,隨著靶距增加,射流逐漸發(fā)散,直徑變大,切割能力減弱,故入口寬度呈增大趨勢(shì),而出口寬度呈減小趨勢(shì),斷面斜度隨之增大。
3 工藝參數(shù)優(yōu)化
3.1正交試驗(yàn)的極差分析
利用正交試驗(yàn)的極差分析法確定各影響因素對(duì)切割效率及表面粗糙度的影響程度以及最優(yōu)參數(shù)組合。表4為正交試驗(yàn)表。
表4磨料水射流切割正交試驗(yàn)表
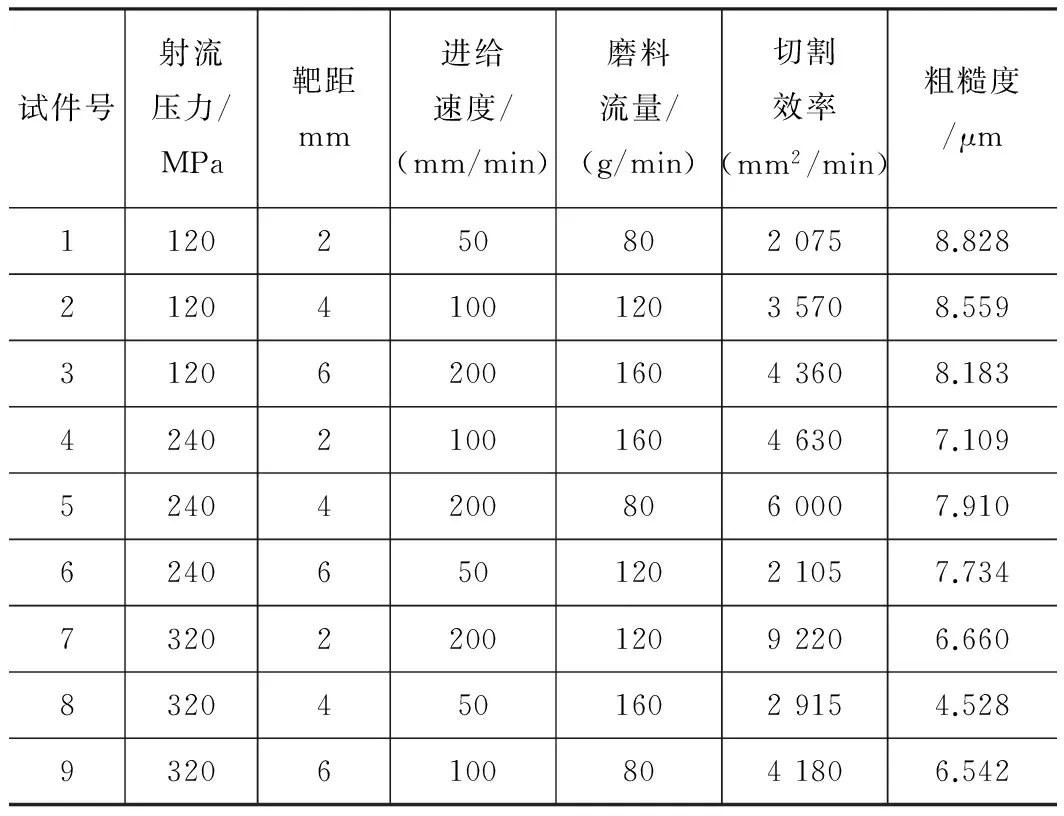
試件號(hào)射流壓力/MPa靶距mm進(jìn)給速度/(mm/min)磨料流量/(g/min)切割效率(mm2/min)粗糙度/μm11202508020758.8282120410012035708.5593120620016043608.1834240210016046307.109524042008060007.910624065012021057.7347320220012092206.660832045016029154.528932061008041806.542
極差有關(guān)計(jì)算公式為:
ki=Ki/m
(1)
Rj=max(ki)-min(ki)
(2)
式中:Ki為某因素水平號(hào)為i的試驗(yàn)結(jié)果之和;m為水平數(shù),此試驗(yàn)m=3;ki為某因素水平號(hào)為i的試驗(yàn)結(jié)果平均值,用于判斷某因素優(yōu)水平和優(yōu)組合;Rj為極差,該因素在其取值范圍內(nèi)試驗(yàn)結(jié)果的變化幅度,用于判斷因素的主次,即對(duì)試驗(yàn)結(jié)果的影響程度。
切割效率和表面粗糙度的極差分析如表5和表6所示。
表5切割效率極差分析表
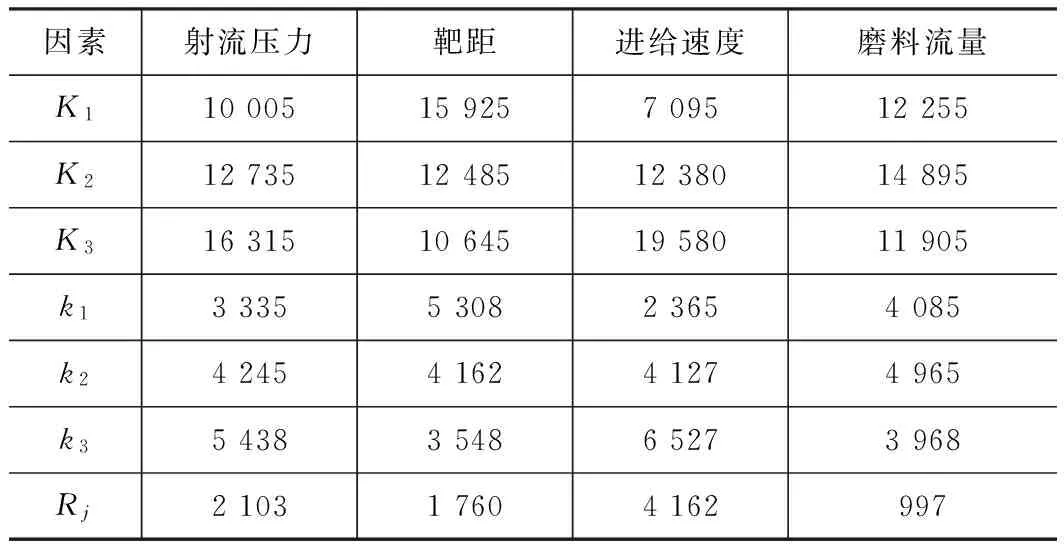
因素射流壓力靶距進(jìn)給速度磨料流量K11000515925709512255K212735124851238014895K316315106451958011905k13335530823654085k24245416241274965k35438354865273968Rj210317604162997
影響切割效率的4個(gè)因素主次順序?yàn)檫M(jìn)給速度v、射流壓力p、靶距s、磨料流量qa。最優(yōu)水平組合為:射流壓力p3=320 MPa、靶距s1=2 mm、進(jìn)給速度v3=200 mm/min、磨料流量qa2=120 g/min。
影響粗糙度的4個(gè)因素主次順序?yàn)樯淞鲏毫、磨料流量qa、進(jìn)給速度v與靶距s。最優(yōu)水平組合為:射流壓力p3=320 MPa、靶距s2=4 mm、進(jìn)給速度v1=50 mm/min、磨料流量qa3=160 g/min。
表6粗糙度的極差分析表

因素射流壓力靶距進(jìn)給速度磨料流量K125.5722.6021.0923.28K222.7521.0022.2122.95K317.7322.4622.7519.85k18.527.537.037.76k27.587.007.407.65k35.917.497.586.62Rj2.610.530.531.14
3.2切割效率與粗糙度試驗(yàn)公式的建立
磨料水射流切割效率P與進(jìn)給速度v、射流壓力p、靶距s、磨料流量qa關(guān)系式為
式中:a1、a2、a3、a4為待定指數(shù);K為系數(shù)。
上式為非線性函數(shù),為了便于計(jì)算,兩邊取對(duì)數(shù)變換成線性函數(shù)
lgP=lgK+a1lgp+a2lgs+a3lgv+a4lgqa
設(shè)y= lgP,a0= lgK,x1=lgv,x2= lgp,x3= lgqa,x4= lgs,則有
y=a0+a1x1+a2x2+a3x3+a4x4
用Matlab語言編程軟件對(duì)表4正交試驗(yàn)數(shù)據(jù)進(jìn)行非線性多元回歸分析,得到a0=1.169,a1=0.707,a2=0.399,a3=0.071,a4=-0.163,磨料水射流切割效率的經(jīng)驗(yàn)?zāi)P蜑?/p>
(3)
同理得到磨料水射流切割粗糙度的經(jīng)驗(yàn)?zāi)P蜑椋?/p>
(4)
根據(jù)式(3)和式(4)可對(duì)切割效率和表面粗糙度進(jìn)行預(yù)測(cè),并可輔助選取工藝參數(shù)。
4 結(jié)語
(1)進(jìn)給速度、壓力、磨料流量和靶距對(duì)切割效率、表面粗糙度、切縫寬度和斷面斜度具有各自不同的影響規(guī)律。
(2)對(duì)玻璃纖維增強(qiáng)塑料切割效率影響的工藝參數(shù)主次順序依次為進(jìn)給速度、射流壓力、靶距和磨料流量,可利用經(jīng)驗(yàn)?zāi)P皖A(yù)測(cè)切割效率。
(3)對(duì)切割斷面粗糙度影響的工藝參數(shù)主次順序依次為射流壓力、磨料流量、進(jìn)給速度和靶距。可利用經(jīng)驗(yàn)?zāi)P皖A(yù)測(cè)表面粗糙度。
[1]Janet Folkes. Waterjet-An innovative tool for manufacturing[J]. Journal of Materials Processing Technology , 2011,209:6181-6189.
[2]Hashish M. Characteristics of surface machined with abrasive-waterjets[J]. ASME Journal of Manufacturing Science and Engineering, 1991, 113:354-362.
[3]Kvietkova M. Topography of material made by the application of abrasive water jet technology[J]. Journal of Forest Science, 2014, 60(8): 318-323.
[4]Zeng J, Kim T J. Parameter prediction and cost analysis in abrasive waterjet cutting operations[C]. Proceedings of the 7th American Watejet Conference.Stouis.MO.USA: WJTA, 1993: 175-190.
[5]Azmir M A, Ahsan A K. A study of abrasive water jet machining process on glass/epoxy composite laminate[J]. Journal of Materials Processing Tech., 2009,209(20):6168-6173.
[6]Hlavac L M, Vladan G, Stefan P, et al. Investigation of the taper of kerfs cut in steels by AWJ[J]. The International Journal of Advanced Manufacturing Technology, 2015, 77(9): 1811-1818.
[7]侯亞康,毛桂庭,陽(yáng)寧.淹沒磨料水射流切縫形貌研究[J]. 中國(guó)機(jī)械工程, 2011, 22(19): 2312-2316.
[8]李現(xiàn)華,王軍,郭靜濤. 高壓磨料水射流切割新工藝的試驗(yàn)研究[J]. 制造技術(shù)與機(jī)床,2015(12):121-125.
[9]張鳳蓮,王秀倫. 基于混合策略的磨料水射流切割工藝參數(shù)的優(yōu)化[J]. 機(jī)床與液壓,2006(11):54-58.
[10]王軍,耿鵬飛. 磨料水射流切割表面粗糙度的試驗(yàn)研究及工藝參數(shù)優(yōu)化[J]. 制造技術(shù)與機(jī)床,2013(10):17-21.
如果您想發(fā)表對(duì)本文的看法,請(qǐng)將文章編號(hào)填入讀者意見調(diào)查表中的相應(yīng)位置。
Experimental study of high-pressure abrasive water jet cutting of glass fiber reinforced plastic
WANG Jun, FAN Yunjie, ZHAO Liansong, XU Xing
(College of Mechanical Engineering, Yanshan University, Qinhuangdao, 066004)
The affection relationship between the four process parameters of feeding speed, water pressure, abrasive flow rate and standoff distance with the cutting efficiency, cutting section roughness, kerf width and taper were investigated. Determine the optimal combination of process parameters by extremum difference analysis; borrow Matlab programming language software for nonlinear orthogonal experiment data regression analysis, abrasive water jet cutting efficiency and cutting section roughness parameters empirical model are achieved.
abrasive water jet; cutting; glass fiber reinforced plastics; process parameters; empirical model
TG664
A
10.19287/j.cnki.1005-2402.2016.10.007
王軍,男,1965年生,博士,教授,主要從事高速加工技術(shù)及特種加工技術(shù)研究。
?藝)(
2016-02-23)
161011
*河北省教育廳科技重點(diǎn)項(xiàng)目(ZD2016138);河北省自然科學(xué)基金資助項(xiàng)目(E2016203192)
